
基于ANSYS的深孔多孔件钻削加工刀具寿命分析
2013-03-15 02:38:18魏平,韩江
井冈山大学学报(自然科学版) 2013年2期
魏 平,韩 江
基于ANSYS的深孔多孔件钻削加工刀具寿命分析
*魏 平1,2,韩 江2
(1.安徽机电职业技术学院,安徽,芜湖 241000,2.合肥工业大学,安徽,合肥 230009 )
本文介绍了通过对典型产品的研究分析,不断地实验与实践获得了一些处理关键问题的方法。对于深、小、多孔件的现场加工效率低,通过试验手段比较浪费材料和时间。本文主要是利用Ansys10软件,来分析普通麻花钻的模态,热应力,静态结构,动态模型等,解决加工前切削参数的优化,提高加工效率,节约成本。
深孔加工;有限元分析;钻削加工;切削参数优化
0 引言
在新产品开发中,经常会遇到一些刚性差、精度高的深、多、小孔零件,其中多数为产品的关键零件。如,航空航天产品中一般要求结构尺寸小、重量轻、精度高,因而此类零件也应用更多些。一般认为,在壳体件、套筒件、环形件、盘形件、平板件、轴类和特形件中,当深径比大于5时,称为深孔件[1]。深孔、多孔零件在加工中对各种影响因素十分敏感[2],很难满足精度要求,严重影响产品质量,因而成为机械加工中的一大难题。
一般情况下使用普通麻花钻来加工,在利用数控铣床加工多孔时换刀是主要的辅助时间之一,主要涉及到装卸刀、对刀等工作过程。对于研究刀具使用寿命来减少换刀次数,是降低加工深孔多孔工件辅助时间一项非常重要的研究。
1 钻头有限元分析模型
钻头模态分析选用分块兰索斯法,使求解结果既保证求解的精度又能具有较快的求解速度[3]。其分析的具体步骤如下:1)UG软件绘制麻花钻三维实体图;2)导入Ansys10软件中;3)更改工作名;4)创建单元类型;5)定义材料特性;6)划分单元,即将模型进行网格面划分,以便分析求解;7)施加约束;8)指定分析类型;9)指定分析选项;10)指定要扩展的模态数;11)求解;12)列表固有频率;13)从结果文件读结果;14)观察其余各阶模态;15)获取数据。
由于钻头的结构特征上有空间的螺旋线,为了保证分析的精度和模型几何特征的完整性,对钻头采用自由网格划分,对其整体网格尺寸设定为网格单元长度为1mm,划分的网格比较均匀。施加的边界条件是:对夹持部分的一段圆柱面上的节点施加位移约束,即在钻头的刀柄的夹持部分的圆柱面上施加全位移约束。
施加载荷:与材料特性的定义相似,不同的分析内容需要定义不同的载荷。

图1 钻头模态分析

图2 位移等价图
由图1与图2对比分析的结果可以看出,选用总长为25 mm,刃长为20 mm,柄部为5 mm,同一类型的钻头,其最大变形为482E-04,主要集中在靠近切削刃处,平均变形为291E-04。如果改变刀柄长度其固有频率及其振型都会发生变化。刀柄越长其固有频率也越小,这与实践是相符,因为钻头的刀柄长度越长其结构静刚度也就越差。因此,在加工中需要将麻花钻的悬伸尽可能地短,以提高系统刚性。本产品的开发中,特别注重刀具的选择。主要以选用普通麻花钻,以降低生产成本。同时,也选用柄部长度为6.5 mm,刃长为13 mm的普通标准麻花钻。
2 钻头进行瞬态动力学分析
2.1 钻头深孔钻削的瞬态动力学有限元分析
通过对钻头分析,选用完全法分析钻头在深入钻削时的振动响应,既保证了求解的精度又具有较快的求解速度。
2.2 钻头瞬态动力学分析的前处理
为保持动态分析的一致性,在对其进行瞬态动力学分析时,单元类型的选择、施加位移约束条件以及对其进行网格划分的过程和前面的模态分析相同;设定钻头材料参数,这里主要是设定其弹性模量、泊松比、密度、整体重力加速度。
2.3 选择有限元分析类型为瞬态动力学分析
分析的方法采用Full(完全法)如图所示;施加受力载荷:进行瞬态动力学分析时,对钻头施加的是与时阃成正弦规律变化的动态切削力。具体方法是:1)指定分析类型;2)确定数据库和结果文件中包含的内容;
2.4 动态分析[3]
把一个周期内时间和力的对应关系以表格的形式施加到其主切削刃和横刃上;设定瞬态动力学分析的时间和步长;经过以上过程完成了钻头的物理模型到瞬态有限元分析的有限元分析模型的转换。具体方法是:1)施加施荷拾取菜单;2)确定第一个载荷步时间和时间步长;3)施加第一个载荷步的位移载荷;4)写第一个载荷步文件;5)确定第二个载荷步时间和时间步长;6)写第二个载荷步文件;7)确定第三个载荷步时间和时间步长;8)施加第三个载荷步的位移载荷;9)写第三个载荷步文件;10)确定第四个载荷步时间和时间步长;11)写第四个载荷步文件。
2.5 瞬态动力学结果分析
进入求解器求解[4],得到钻头瞬态动力学的分析结果。进入时间历程后处理器,以钻头钻芯顶点作为观察对象[5],观察钻头深孔钻削时的钻芯处径向位移与时间的函数关系,其结果曲线如图3所示。钻芯的磨损是随着切削时间加长而磨损严重,其中的在两线相交区域为安全处。通过分析可知每个钻头在35 min的切削时间内是相对安全。此处的相对是指在毛坯材料没和刀具较均匀,没有加工过程意外发生等理想状态。通过实践验证一根麻花钻在纯切削时间是一致的。

图3 钻头钻芯位移与时间函数曲线
3 钻头静态结构分析
进入ANSYS求解器,通过有限元求解得到钻头工作过程中的应力以及应变情况。在ANSYS结果后处理器中,把钻头经过静态结构分析的总应力应变采用彩色云图的形式表现出来。
钻芯直径越大,钻头刚性越强,性能越稳定,但是定心越差,通过实验和验证将同规格的麻花钻(钻芯较大)修磨横刃及前刀面,切削效果与稳定性均提高。
4 基于ANSYS的钻头的热应力分析
通过施加约束、施加载荷、指定切削参考温度、求解、查看结果,用高等显示von mises应力[6]。
由图4和图5的热应力图可知,红色区域集中在靠近麻花钻副后刀面和后刀面处,这与实践加工是一致的,本例中通过一些技术手段如让麻花钻充分冷却、改变钻削循环方式、改变切削液等手段如表1所示的参数等,最终获得了较好的切削热的降低。
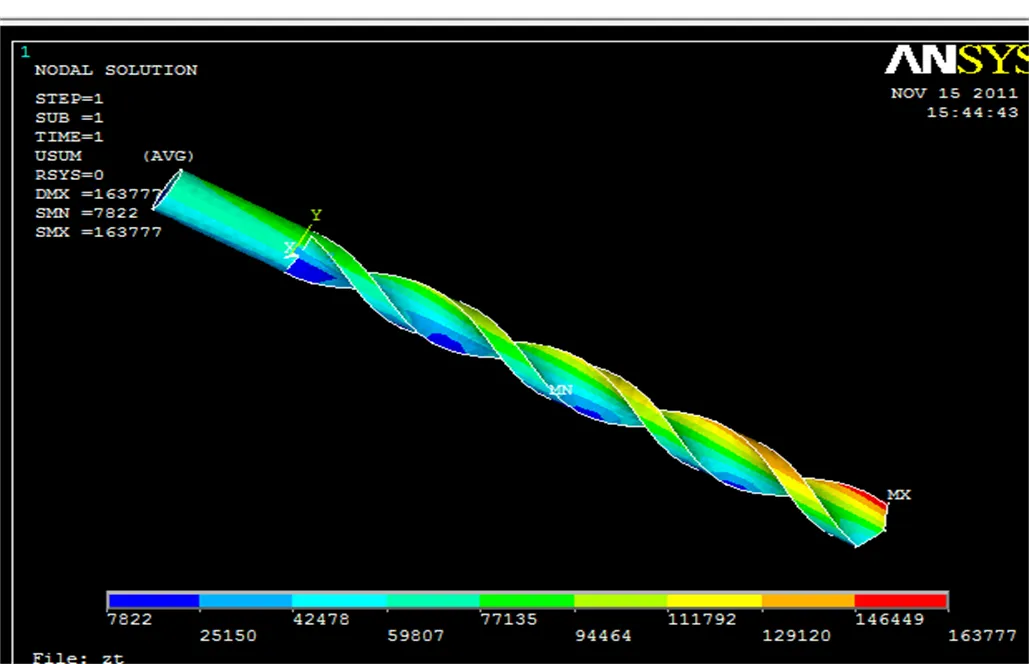
图4 应力

图5 等效应力图
5 小结
通过Ansys10对普通麻花钻的热应力、振动频率、钻芯位移等分析,与现场加工数据进行比对获取了切削用量及冷却条件,保证在切削效率及刀具的最大使用寿命。参照机械加工工艺手册[2]计算并定制如表1所列举的现场加工切削用量表。
表1 实际加工中使用的切削用量
Table 1 the actual processing used in cutting

利用SKDX70100数控铣床进行加工,同时对实验状况的验证及加工过程控制[7],可以看出加工效果及效率,如图6所示;产品加工效果如图7所示。本文通过对产品的孔加工工艺实施的渐进过程,得出在加工中必须进行加工前期的有限元分析,来调整切削用量、切削液、刀具、工装、加工程序等,使得效率最高、成本最低。
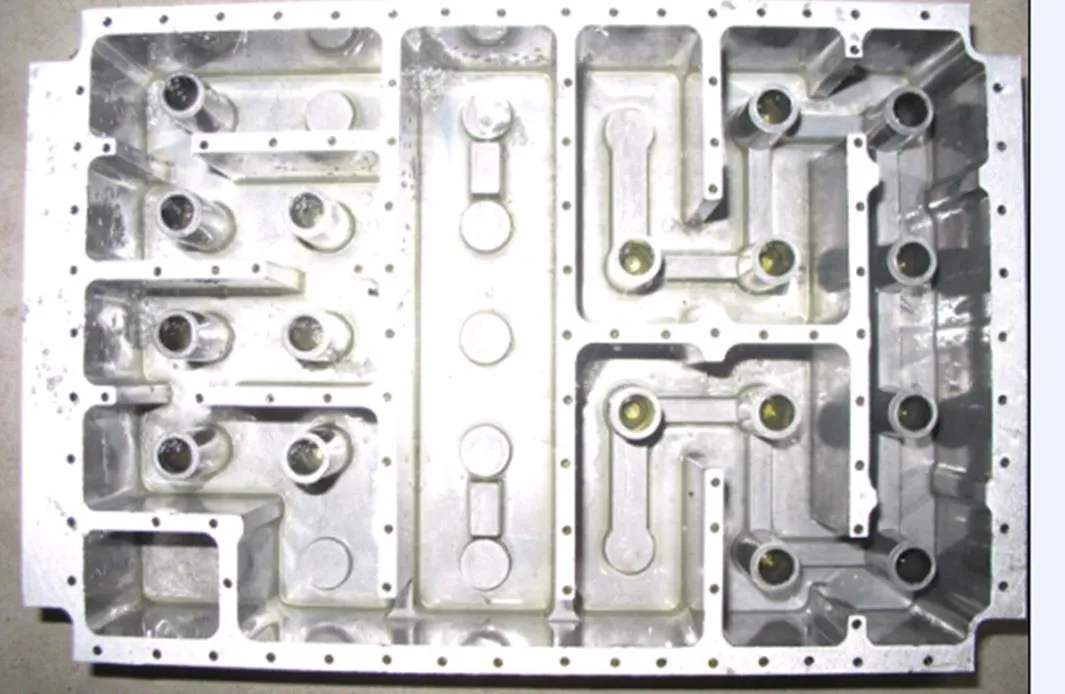
图7 产品加工
[1] 哈尔滨工业大学,上海工业大学.机械制造工艺学(第一分册)[M].上海:上海科学技术出版社,1980.
[2] 李洪.机械加工工艺手册[M].北京:北京出版社,1990.
[3] 李红云,赵社戌,孙雁. ANSYS 10.0基础及工程应用[M].北京:机械工业出版社,2011.
[4] 张洪信,管殿柱.有限元基础理论与ANSYS应用[M]. 北京:机械工业出版社,2010.
[5] 盛和太,喻海良,范训益. ANSYS有限元原理与工程应用实例大全[M].北京:清华大学出版社,2006.
[6] 张朝辉. ANSYS热分析教程与实例解析[M].北京:中国铁道出版社,2007.
[7] 魏平,耿慧莲.基于四开数控雕铣机床深孔件的数控程序设计[J].机床与液压,2010(22):36-36.
Based on the ANSYS deep hole and porous workpiece of drilling tool life analysis
*WEI Ping1,2,HAN Jiang2
(1.Anhui Technical College of Mechanical and Electrical Engineering, Wuhu, Anhui 241000, China;2.HeFei University of Technology, Hefei, Anhui 230009, China )
Based on the analysis of typical products, the typical product development process was studied and analyzed. In the continuous experiment and practice, some processing methods of key problems were obtained. Aiming at low processing efficiency characteristics of the deep hole, small hole and the porous member field, if through the test methods, it would be waste materials and time. Based on the ANSYS software, we analyze the general twist drill mode, thermal stress, static structure, dynamic model, the optimization of cutting parameters to solve before processing, improve processing efficiency, save cost.
deep hole drilling; finite element analysis; drilling process; optimization of cutting parameters
1674-8085(2013)02-0082-04
TG659
A
10.3969/j.issn.1674-8085.2013.02.019
2012-04-18;
2013-01-16
*魏 平(1976-),男,安徽芜湖人,讲师,硕士生,主要从事机械设计与制造、数控工艺及多轴加工研究(E-mail: ahjdwp@126.com);
韩 江(1960-),男,安徽合肥人,教授,博导,主要从事现代集成制造与数控装备(CIMS)研究所所长(E-mail: hanjiang626@126.com).
猜你喜欢
装备制造技术(2022年6期)2022-10-02 05:05:46
防爆电机(2020年3期)2020-11-06 09:07:36
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:37:05
潍坊学院学报(2016年6期)2016-04-18 13:56:50
石油知识(2016年2期)2016-02-28 16:20:21
中国光学(2015年5期)2015-12-09 09:00:39
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:08:07
江西煤炭科技(2015年1期)2015-11-07 03:06:32
空间控制技术与应用(2015年1期)2015-06-05 12:22:16
河南科技(2014年23期)2014-02-27 14:19:02
