
V法铸造工艺的研究
2013-03-13 10:44
水泥技术 2013年5期
V法铸造工艺的研究
刘 旭,胡 斌,向东湖,刘智涛
本文介绍了一种铸造工艺——V法铸造,通过中材装备集团有限公司热工分公司冷却机设备的凹凸密封件和挡料板的制作,解析了V法铸造的工艺流程。
V法;铸造工艺;凹密封件;凸密封件;挡料板
1 前言
用于水泥生产的冷却机、预热器等设备,由于工况恶劣,很多重要零部件,如凹凸密封、充气篦板、推料板、挡料板和挂片等都处于高温环境中,因此,这些重要零部件都须由耐热钢铸造而成。
按传统工艺这些零部件多采用砂型铸造法铸造。随着产品的升级换代,这些零部件的结构也更为复杂,外形和尺寸的精度要求相当高(如凹凸密封、挡料板等),若仍采用传统砂型铸造,很难达到铸造质量要求。为此,必须采用更先进、更可靠的铸造工艺方法来制作。
V法铸造亦称负压铸造,取英文Vacuum(真空)一词的字头“V”而得名。相对于传统砂型铸造,其最大优点是不使用粘合剂,利用塑料薄膜密封砂箱,靠真空抽气系统抽出型内空气。铸型内外有压力差,密实干砂,形成所需型腔,经下芯、合箱、浇注抽真空使铸件凝固,解除负压,型砂随之溃散而获得铸件[1]。

V法铸造与传统的砂型铸造相比,具有以下优点:
(1)采用负压浇注,铸件砂眼气孔少、密实度高、表面光洁、轮廓清晰、尺寸准确。
(2)采用负压造型、浇注,砂型的强度较高,能够保证薄壁工件的直线度。
(3)节能高效、清洁生产。采用V法铸造,造型用干砂可反复利用,虽然真空机长期作业,耗电量稍有增加,但大大地减少了粉尘,节约了人力资本,降低了劳动强度,使得铸造工作更加有效。另外,在浇注过程中产生的有害气体较少,真正实现了环保生产。
目前,热工分公司冷却机设备的凹凸密封件和挡料板件均采用V法铸造。
2 V法铸造工艺
(1)制作带有抽气箱和抽气孔的模具。
(2)将烘烤呈塑性状态的塑料薄膜覆盖在模具上加热、真空泵抽气使薄膜密贴在模具上成型。
(3)将带有过滤抽气管的砂箱放在已覆好塑料薄膜的模具上。
(4)向砂箱内填充没有粘结剂与附加物粒度为100~200目的干石英砂,借微震使砂紧实、刮平,放上密封薄膜、打开阀门抽去型砂内空气,使铸型内外存在压力差(约40~53.3kPa)。由于压力差的作用使铸型成型并具有较高的硬度,湿型硬度计读数可达95左右。
(5)解除模具内的真空进行拔模,铸型继续抽真空直到浇注的铸件凝固为止,依上法制下型。
(6)下芯、合箱、浇注。

图1 带连体底箱的模具
(7)待金属凝固后,停止对铸型抽气,型内压力接近大气压时,铸型自行溃散。
其中,真空抽气系统是由真空泵、稳压罐、除尘罐及阀门链接管道组成。真空泵的真空度及抽气量的选择为V法造型的关键。生产中一般 最 高 真 空 度 在 -66500Pa(-500mmHg)左右即可。
稳压罐是一个密封容器,其作用主要是稳定真空系统压力,缓冲系统压力对造型的影响,过滤粉尘。
长时间回用砂箱及浇注铁水极易造成砂箱过滤网破损,砂子被吸入真空泵内,造成损坏。最好在进入真空泵前增加除尘器,连接除尘罐,最后进入真空泵,以保证真空泵的使用寿命。
3 V法铸造流程
V法铸造的工艺如上所述,下面以冷却机的凹凸密封、挡料板的制作流程来详细解析V法铸造的流程。
3.1 制作模具及连体底箱
按照凹、凸密封件和挡料板的图纸和工艺要求制作模具,其中凹密封和挡料板采用木模,凸密封由于较薄采用钢模(见图1),使用寿命在1.5年左右。无论是木模还是钢模,在其凹处及夹角处均布有微透气孔,目的是和底箱气腔相连,在烘烤、覆盖塑料薄膜时,能够和木模紧密、无间隙地粘贴在一起(图1)。
3.2 模具上覆膜及喷涂、烘干涂料
首先,将底箱接上真空泵抽负压(木模和底箱组合成一体)。
其次,将延展性好、塑性变形率高的塑料薄膜用加热器加热到80~120℃之间。
第三,将软化的薄膜覆盖在模具表层上,在26.7~53.3kPa的真空吸力和薄膜加热自身延展的共同作用下,紧密均匀地贴合在模具和底箱上。
最后,在覆膜上均匀喷涂上一层水机涂料(主要成分是锆英粉耐火材料),并将其热烘烤干(图2)。
涂料要求高强度(防止搬运和浇注过程中脱落)、高透气性(在浇注抽负压过程中,塑料膜燃烧产生的气体能够及时排除)、耐火度较好(防止铸件热态时粘砂)。
3.3 放砂箱、加砂振实、覆膜
在木模覆膜、涂料烘干后,将砂箱放置在木模上,将填充效率较好、粒度为100~200目的干砂加入砂箱内,振实、刮平。
在砂的上表面覆上一层塑料膜,用于封闭砂箱(图3、图4)。

图2 用于烘烤的加热器和烘干机

图3 抽负压的砂箱

图4 充砂、覆膜后的砂箱

图5 造好型后型腔的内貌
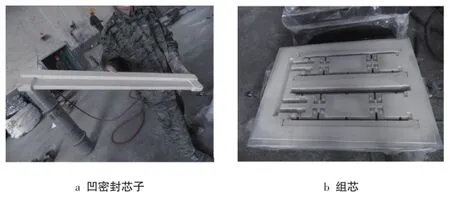
图6 在型腔内放入芯子

图7 喷丸处理
3.4 去除底箱负压、翻箱
去除底箱负压、翻箱,见图5。砂箱和木模的连体底箱均在抽负压时(见图4),在两端负压的作用下,木模和砂箱无法顺利脱离,只有将底箱的负压撤去,才能将砂型翻转。
图5中从上到下依次是:覆在木模上的塑料薄膜、白色的水机涂料、型砂。覆在木模上的塑料薄膜和木模分离,留在型腔内表面。
3.5 下芯子、合箱、浇注
运到浇注场地后,为了使凹密封成型,在腔内下树脂砂芯子,放好后检查型腔尺寸和质量。芯子是提前做好的,并刷好涂料(图6)。
同时,在浇注场地进行负压管转换,先插上浇注场地用的真空负压管,然后将造型区的负压管道拔掉,并堵塞抽气孔,将上型箱和下型箱对接好并锁死,放上浇口杯,等待浇注。
冶炼采用500kg中频感应电炉,经炉前检验金属液成分合格且冶炼温度达到1650~1680℃时,出炉浇注。钢液从冶炼炉里倒入钢包中,需要进行净化,再注入型腔中并及时点火引气。由于一直在抽负压,氧气不充分,塑料薄膜燃烧不充分,此时需要点火,让其燃烧充分,排出型腔,保证铸件质量。
3.6 凝固、清砂落箱
由于整个过程是在抽负压中进行的,故在浇注完毕后,应及时将浇口杯去除,将浇口用砂覆盖,再用塑料薄膜覆盖,并用砂压住。目的是保证铸件在负压状态下凝固,防止铸件在冷却过程中变形。
浇注、凝固30min左右,将砂箱吊装到落砂区,将负压撤去,砂箱里的型砂立即塌陷下来,无需用落砂设备处理,砂子冷却后可再重复使用。
3.7 喷丸处理、检查入库
喷丸处理后,表面致密度较好,没有发现疏松、气孔、裂纹等铸造缺陷,尺寸及直线度和平整度符合要求的,即为合格铸件(图7)。
将工件切割、打磨后,外观检查并使用工装进行尺寸检测,合格的即可打包入库。
4 结语
实践证明:采用V法铸造工艺对类似篦冷机等热工设备的特殊机件进行铸造生产,可确保产品的高、精质量,且环保高效。
(1)采用负压浇注的铸件砂眼气孔少、产品密实度高、表面光洁、轮廓清晰、尺寸准确、变形量微小。
(2)节能高效清洁生产。
(3)针对中材装备集团有限公司热工分公司的凹凸密封、挡料板等铸件,该工艺较为实用、有效,解决了铸件质量和变形量控制的难题。
[1]周德钢.V法铸造工艺设备和质量[J].铸造技术,2008,29(7):942~944.
Study on the Casting Technique of Vacuum Casting
LIU Xu,HU Bin,XIANG Dong-hu,LIU Zhi-tao
(Sinoma Technology&Equipment Group Co.,Ltd.-Pyrology Subsidiary Company,Tianjin 300400,China)
The article introduced the vacuum casting technique.The process flow of vacuum casting would be analyzed through producing the concave-convex sealing plates and retainer plate.Both of them were belong to the equipment of cooler which was from Sinoma Technology&Equipment Group Co.,Ltd-Pyrology Subsidiary Company.
Vacuum;casting technique;concave sealing plate;convex sealing plate;retainer plate
TQ172.622.29
A
1001-6171(2013)05-0027-03
材装备集团有限公司热工分公司,天津 300400;
;2013-01-17 编辑:吕 光
猜你喜欢
铸造设备与工艺(2022年3期)2022-07-13
中国铸造装备与技术(2022年3期)2022-05-27
装备制造技术(2021年1期)2021-05-21
玻璃(2020年2期)2020-12-11
玻璃(2020年2期)2020-12-11
中小企业管理与科技·上旬刊(2019年9期)2019-11-26
科技创新与应用(2019年2期)2019-01-28
少儿科学周刊·少年版(2015年5期)2015-11-23
建筑工程技术与设计(2015年21期)2015-10-21
山东水利(2015年1期)2015-04-05
