
多边型稀油密封储气柜壁板补焊
2013-03-11 01:49:32张善明龚飞
冶金动力 2013年7期
张善明,龚飞
(1.宁波钢铁有限公司能源环保部,浙江宁波315807;2.上海宝冶集团有限公司,上海200940)
燃气
多边型稀油密封储气柜壁板补焊
张善明1,龚飞2
(1.宁波钢铁有限公司能源环保部,浙江宁波315807;2.上海宝冶集团有限公司,上海200940)
通过对多边型稀油密封储气柜壁板漏油原因的分析,采用合理的焊接工艺,控制立柱变形,解决了气柜壁板漏油问题。
多边型稀油密封储气柜;壁板漏油;补焊,立柱变形
1 前言
宁波钢铁有限公司是2007年5月全面投产,公司配套建设的16.5万m3高炉煤气柜为多边型稀油密封储气柜于2007年5月投入使用。投运后不久就出现导轨板与侧板之间的焊缝多处出现渗油甚至漏油现象,公司分别在2009年、2011年进行局部补焊,但补焊后不久继续出现渗油(或漏油),同时渗油(或漏油)范围扩大,经现场勘查渗漏点都分布在柜位7~12.5万m3之间即经常运行的区间段。
2 原因分析
2.1 施工进度过快
由于在公司建设阶段,高炉煤气柜的施工进度已滞后于公司的总体建设进度,为在高炉投产时高炉煤气柜同步投运,施工时抢进度现象尤为突出,侧板的安装进度超过行业内公认进度,大于3段甚至达到7段。当出现不利于侧板安装的环境条件时,没有采取有效措施仍继续安装。
2.2 安装质量及焊接质量不过关
由于过分地追求施工进度,部分焊缝表面成型差,存在咬边、焊瘤等缺陷,特别是两段侧板与导轨板间的三角焊缝。主要表现为安装时侧板折边部分倒角不到位,有强行安装的现象,焊肉不饱满,焊缝内夹渣、气孔较多,应力集中来不及释放。
2.3 活塞导轮与立柱间间隙过紧
一方面由于立柱安装垂直度存在偏差,部分立柱存在:是“S”型弯现象,造成立柱部分区间段(特别是环形走道处)与活塞导轮间的间隙过紧;另一方面活塞上部的配重块大部分是死配重(即商品混凝砼现场浇注),钢结构热胀冷缩空间受限制,部分活塞导辊与气柜立柱间隙过小。导致活塞导轮与立柱产生挤压。漏油点集中表现在气柜立柱两侧的焊缝处。
3 补焊工艺的选择
渗漏点都分布在柜位7~12.5万m3之间,是活塞经常运行的部位。由于本身焊接质量差,如局部对渗漏点进行补焊,则不能从根本上解决问题。因此,决定对气柜整个柜体在30-83带壁板区间壁板与导轨板的焊缝进行补焊。如此大面积的补焊,控制气柜立柱的变形,保证气柜活塞正常运行是技术难点和要点。故选择合理的焊接工艺是关键。
3.1 补焊工艺
对煤气柜导轨板与δ6钢板之间的角焊缝裂纹进行处理,修复前需对现有焊缝及裂纹处进行碳弧气刨,分段施工,每刨完一段则修复一段,先处理边焊缝,后处理立焊缝;对于不漏油的位置,刨开焊缝表层后重新盖面。
(1)补焊流程:着色检测→气刨清除缺陷→原焊缝修理及清理→焊接→检验。
(2)补焊前需将缺陷部位清除干净,由专职气刨人员清除补焊处焊缝的缺陷,必要时可采用表面探伤检验确认。待补焊部位刨出宽度均匀、表面平整、便于施焊的凹槽,且两端有一定坡度,用砂轮机或直线磨光机清除渗碳层,然后进行补焊。
(3)焊接方法采用手工电弧焊,焊前进行坡口修整与清理,坡口应圆滑过渡便于焊接,清除渗碳层,打磨露出金属光泽。
(4)焊缝同一部位的补焊次数,不超过两次。(5)焊缝补焊要做好补焊记录。
3.2 焊缝形式
焊缝形式为角焊缝,焊角高度6 mm。
3.3 焊接顺序
为严格控制立柱的变形量,焊工分为6组均匀地分布在气柜四周,统一按顺时针或逆时针方向、从上往下反向的顺序同步焊接。按照从上往下次序每次焊接两带,焊接开始、结束都在每带的中部;焊接时采取先间断焊、后满焊,满焊时需注意与间断焊缝的连接。在焊接过程中,并用锤击法消除焊接应力。焊接位置示意见图1。

图1 补焊位置
3.4 焊后
焊接完毕,焊工及时清理焊缝表面的熔渣及两侧的飞溅物,检查焊缝外观质量。检查合格后在规定部位打上焊工钢印或做好记录。
3.5 焊接参数
3.5.1焊接工艺参数如下:
(1)焊接方法:SMAW;
(2)焊焊材料:型号J422;规格Ø3.2;
(3)焊接工艺参数:电流90~110 A;电压23~26 V;焊速6~9 cm/min。
3.5.2碳弧气刨
碳弧气刨基本技术要求:碳弧气刨要严格控制起弧点,在气刨区内引弧;电弧长度按规定2~3 mm控制,电弧太短,易造成短路,形成夹碳缺陷;经常调节碳弧气刨干伸长度,使其达到规定值;刨槽的成型不能出现焊接电弧到不了的尖角和阴面,要圆滑过渡。
4 安全及预防措施
4.1为配合做好补焊工作对运行方式进行调整,煤气柜退出运行。油泵停止运行,将活塞油沟的油存放至柜底油沟。并对活塞油沟进行覆盖,保护活塞密封机构。
4.2当油泵停止运行后,组织人员对补焊部位的油污采用清洗剂进行清洗,将油污清洗干净,露出老焊缝。并对老焊缝进行分析,进一步明确气刨、补焊工艺的具体要求。
4.3补焊前对全体参加施工作业的焊工进行焊接模拟考试,统一气刨、焊接标准。重点强调每一次气刨的起止点、气刨深度、气刨速度、焊接顺序、焊接速度等具体要求。
4.4 登高工具
由于漏点位置位于第二层回廊至第三层回廊之间,为方便施工作业时人员站位,采用搭设电动吊篮,在煤气柜顶部框架焊接吊篮钢丝绳用吊耳,作吊笼起吊固定点。同时为防止作业人员在施工作业时吊笼晃动,利用气柜侧板的联接角钢与立柱间的间隙,进行吊笼固定。吊篮形式见图2。
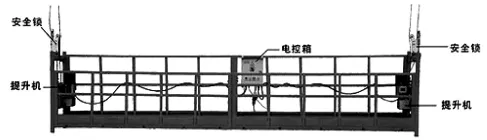
图2 吊篮示意图
5 结论
补焊结束后,通过活塞升降试验,发生活塞通过补焊区间段时,导轮与立柱的间隙普遍偏紧,活塞运动时各立柱上不断出现异音。通过对所有弹簧导轮进行调整,普遍收紧半圈后,活塞运动的异音基本消失,并再次进行导轮微调。活塞基本上运行正常。并通过气柜检修补焊前后测量的数据对比前后两次气柜立柱测量数据对比,分析侧板立焊缝气刨、补焊后变形量很轻微,基本上控制在0.04 mm范围内,达到了预期的目的。
此次多边型稀油密封储气柜大面积补漏国内尚属首次,此次补漏成功为今后气柜的补漏提供了经验。
Wall Repairing of Polygonal Thin Oil Sealed Gas Holder
ZHANG Shanming1,GONG Fei2(1.Department of Energy Sources and Environmental Protection,Ningbo Iron&Steel Co.,Ltd.,Ningbo, Zhejiang 315807;2.Shanghai Baoye Group Corp.,Ltd.,Shanghai 200940,China)
The causes of wall leakage of polygonal thin oil sealed gas holder are analyzed.The reasonable welding process is adopted to control deformation of column.The leakage of the gas holder wall has been solved.
polygonal thin oil sealed gas holder;leakage of wall;welding;deformation of column
TQ547.9
B
1006-6764(2013)07-0021-02
2013-02-16
张善明(1965-),男,1991年毕业于华东冶金学院煤化工专业,高级工程师,现从事煤气技术管理工作。
猜你喜欢
氯碱工业(2022年1期)2022-07-02 11:13:20
化工管理(2020年35期)2020-01-14 09:47:54
石油地质与工程(2019年3期)2019-09-10 08:28:00
轨道交通装备与技术(2019年3期)2019-07-29 00:41:28
石油钻探技术(2018年6期)2018-12-25 01:33:58
能源研究与信息(2017年4期)2018-02-26 16:41:19
石油化工建设(2017年2期)2017-06-05 08:52:54
石油化工建设(2016年4期)2016-02-27 15:03:14
中国自行车·骑行风尚(2015年6期)2016-01-28 02:49:20
轴承(2012年1期)2012-07-24 05:24:38
