发动机快速热试台架研究
2013-03-01 07:30:25李迪
柴油机设计与制造 2013年2期
李迪
(上海汽车集团股份有限公司商用车技术中心,上海200438)
发动机快速热试台架研究
李迪
(上海汽车集团股份有限公司商用车技术中心,上海200438)
发动机热磨合试验系统采用模块化设计,所有的组件都可以快速方便地替换和升级,能很好地满足柔性化生产的需要,同时基于网络化设计的思想,热试系统中的每台台架PLC和工控机均通过网络彼此相连,从而可以实现整个热试过程的自动数据采集和控制,提高了试验稳定性和生产效率。
发动机热磨合试验台架
1 引言
发动机热磨合试验是每一台发动机在装配后出厂前所必须进行的一道工序。通过发动机热磨合可以对发动机的整体性能进行检测分析,从而判断发动机的质量是否达到了要求。
目前,随着市场竞争的激烈,越来越多的厂商开始采用发动机柔性生产线,实现不同型号的发动机在同一条生产线上的共线生产,这就对发动机热磨合试验台提出了更高的要求。本文研制的发动机热磨合试验系统,软硬件均采用模块化设计,能够很好地满足发动机柔性生产的需要[1]。
2 工作原理
发动机在装配线上装配完毕后,运送到热磨合试验台上进行热磨合试验。在连接水、油、电、气接口后,点火起动发动机。在满足生产节拍的前提下,按工艺要求完成发动机各转速工况下的测试,并且对测试数据进行记录和分析,以保证发动机达到相应的质量要求。发动机出厂测试的时间转速控制曲线如图1所示。
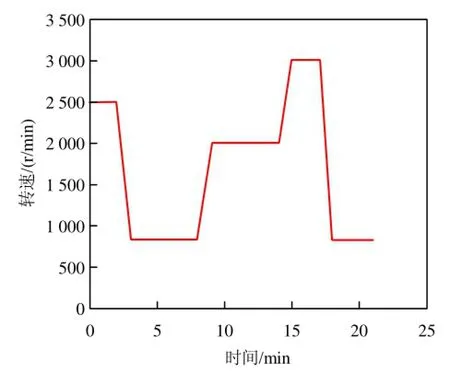
图1 时间转速控制曲线示意图
来稿日期:2013-03-04
3 系统硬件结构设计
3.1 热试台架结构
发动机快速热试台架结构如图2所示。该试验台架由台架底座、进出件动力辊道、自动对接定位机构、油水气自动对接模块、台架升降机构、排气管自动对接模块等组成。台架底座用于支撑试车托盘和发动机,底座下安装有减振器,减少了试车台架振动对车间区域造成的影响。进出件积放辊道用于发动机进出件输送。进件到位后,由台架升降机构将试车托盘和进出件动力积放辊道下降定位至台架上并同时夹紧,再由自动对接定位机构和油水气自动对接模块将发动机辅助系统管路与辅助系统柜的辅助系统管路进行自动对接。
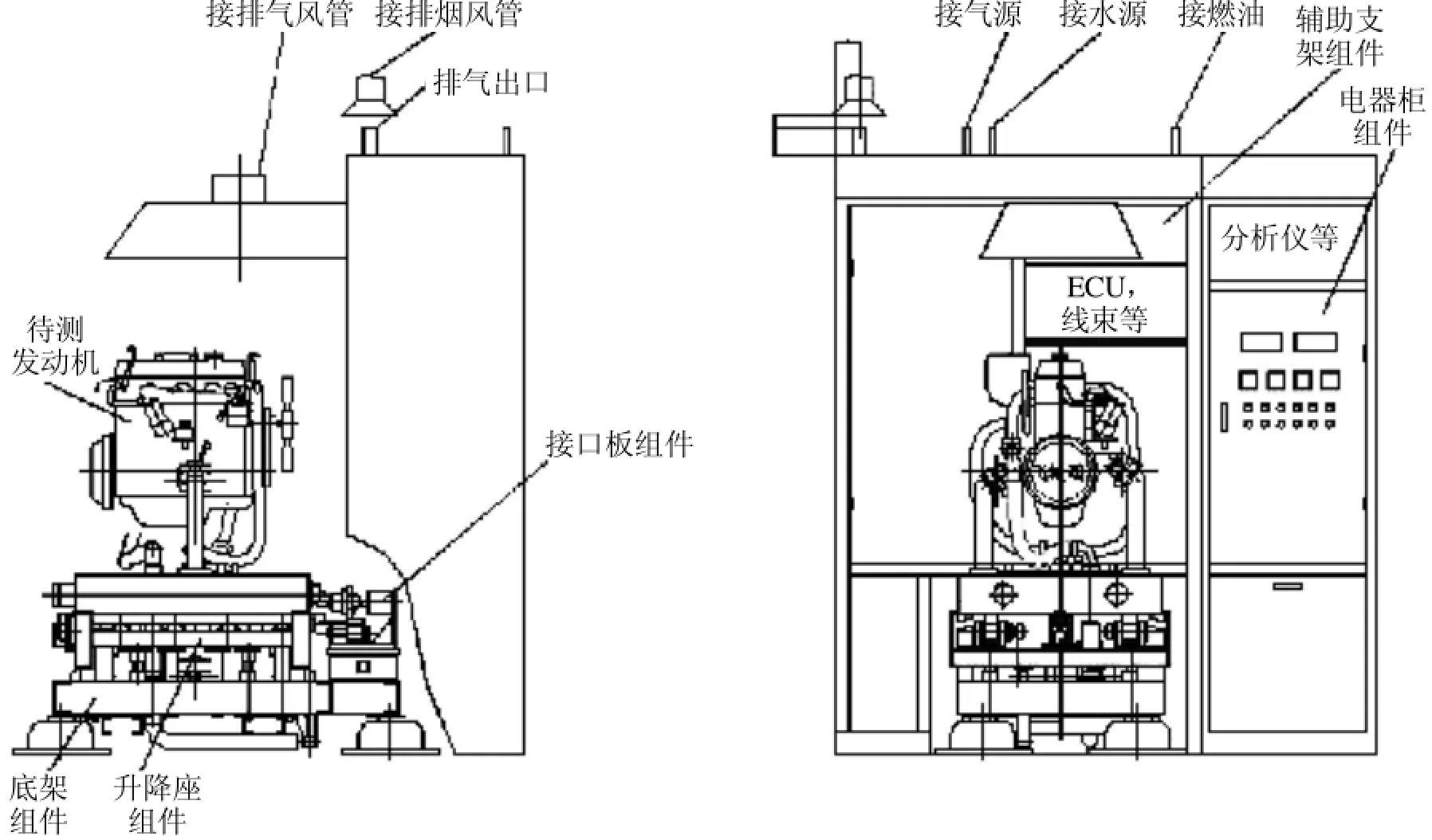
图2 发动机热试台架结构图
3.2 冷却水循环系统
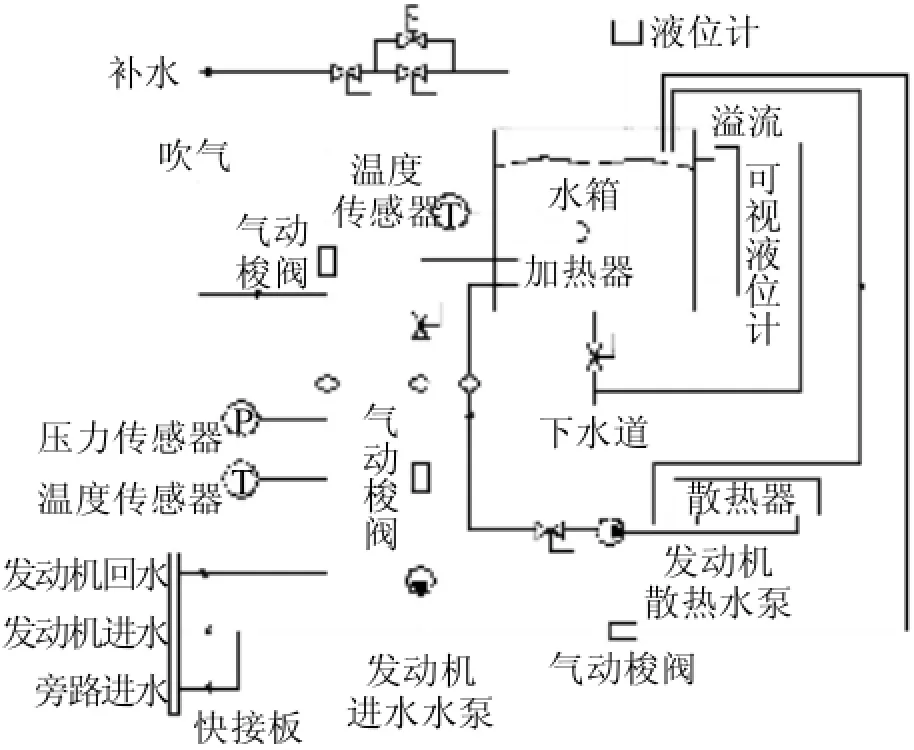
图3 热试台架冷却水循环系统结构图
冷却水系统采用热试台架上带自动调温小水箱的方式,见图3。小水箱上装有电加热器,使得小水箱的水尽快升温到要求的温度,以缩短热机的时间。当小水箱的水温达到一定温度时,通过车用散热器对小水箱进行降温,保证发动机进水温度恒定在规定范围内(80~95℃)。冷却水箱上设有放水阀、溢流管,冷却水管道回流出口处装有压力开关。当压力开关无动作时,设备不允许工作。冷却水装置与对接板的连接采用自动对接接头连接。考虑到发动机水温会出现异常情况,因此在发动机冷却水的进出口处装有温度传感器,对温度进行检测。
3.3 燃油供给系统
热试台架的燃油供给系统采取集中供油方式,如图4所示。台架上设有小油箱,起到供油缓冲作用。工厂的燃油总管与台架小油箱连接,小油箱上设有通气孔。发动机停机后,能将燃油管路中的燃油抽回燃油箱。供油系统与发动机进出油管的连接采用快换接头连接。在每个热试台架的进油口前端安装有燃油溢流安全阀,保证阀后燃油压力在工作范围内。
3.4 测控系统
该热试台架测控系统由6个台架电气单元和一个主控单元组成,每一台热试台架都由一台PLC对该台架的热试过程进行检测和控制。主控单元由工控机组成,所有的试验台架都可以由主控单元进
行检测和控制。各热试台架之间采用欧姆龙公司的Controller Link方式进行连接。主控系统则采用RS-232连接,实现对Controller Link网上的PLC进行监控,见图5。
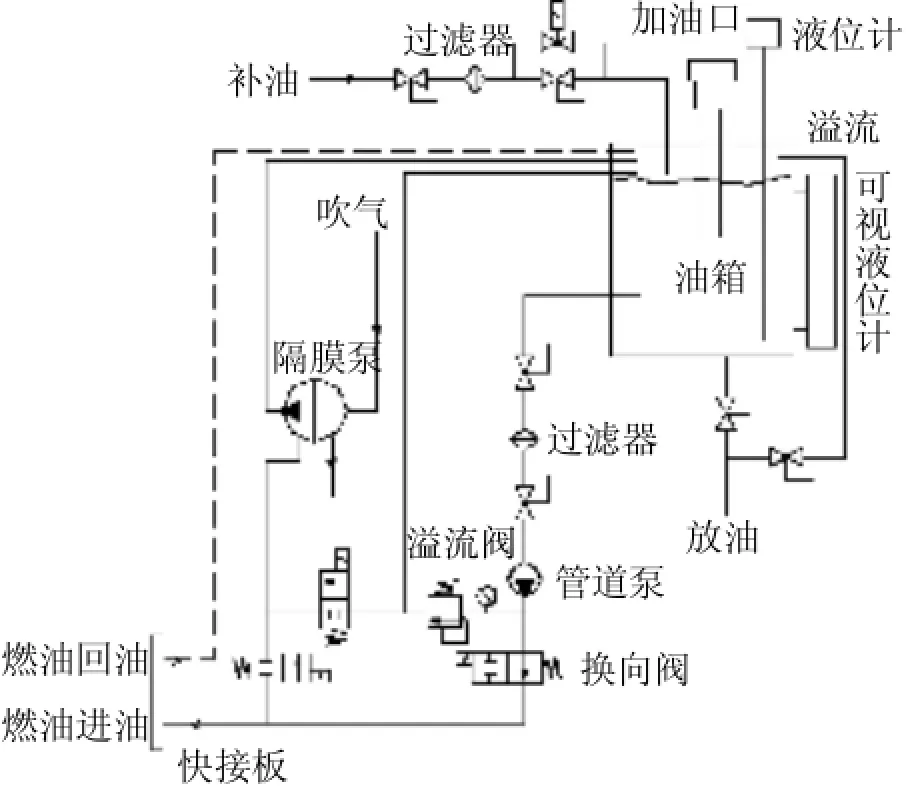
图4 热试台架燃油供给系统
热试台架电气系统由节气门控制系统、数据测量采集系统和人机操作界面、操作板等组成。
台架PLC选用欧姆龙公司的CJ1M-CPU21型,结构紧凑,性能稳定,并且支持Controller Link通信模块。
节气门控制系统采用由功放驱动闭环控制回路组成的脉冲调制方式通过PLC进行。
数据测量采集系统由压力采集子系统(机油压力、燃油压力、进气真空度等)、温度采集子系统(进水温度、出水温度、排气温度等)、转速信号采集子系统组成。各采集子系统通过相应的传感器进行采集,均满足精度要求。其结构见图6。
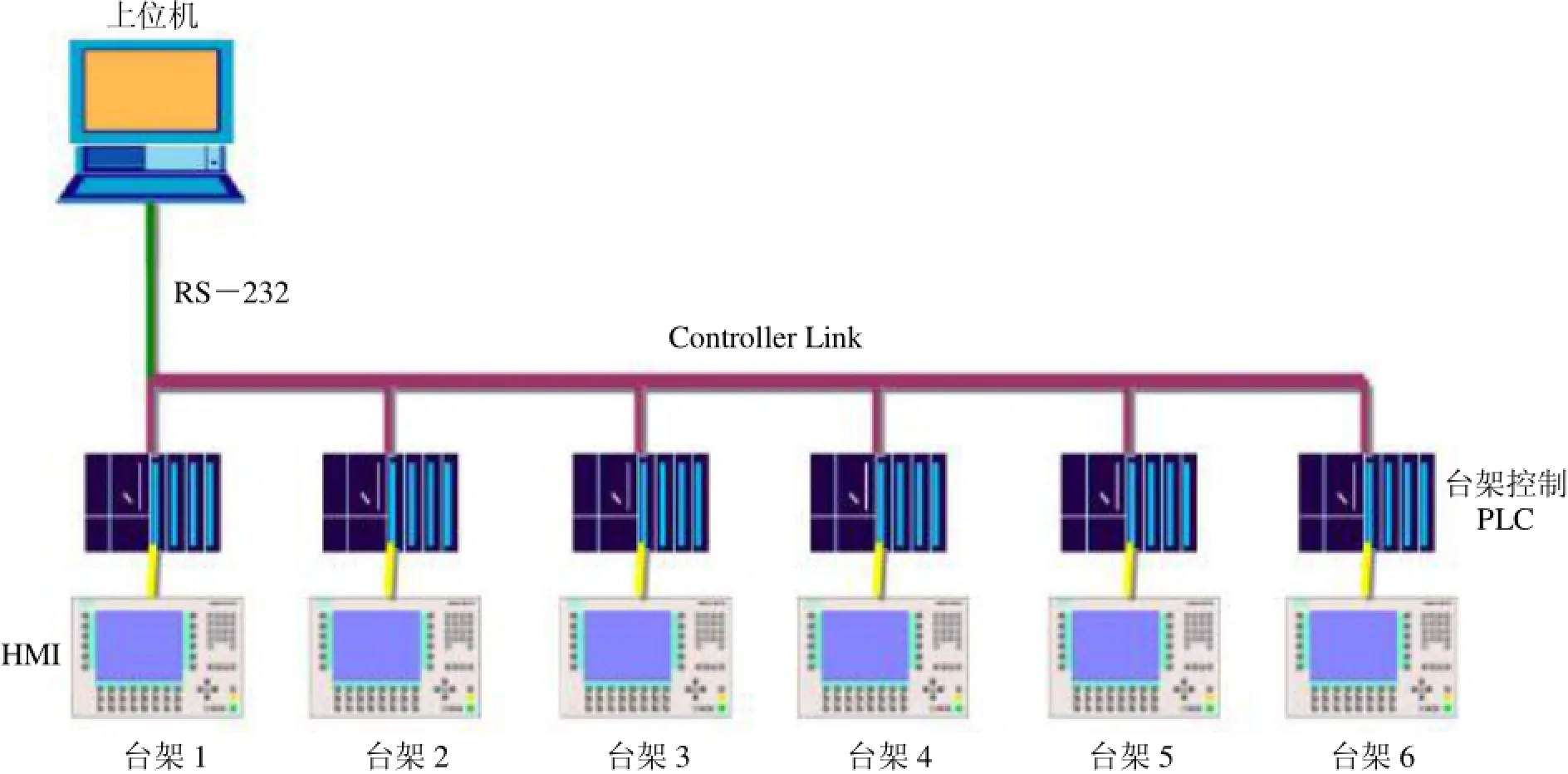
图5 发动机热试系统结构图

图6 台架PLC结构图
人机界面选用西门子公司的TP270系列。其显示的内容有机型、发动机机号、发动机转速、机油压力、燃油压力、冷却循环水压力、进气真空度、进水温度、出水温度、排气温度、磨合时间等。同时还可根据试验工况要求进行自动控制、自动数据测量、自动数据采集等。
工控机选用研华610系列,具有防磁、防静电、抗震等特点,电源具有极高的抗干扰能力。
线缆型Controller Link单元选用欧姆龙公司的CJIW-CLK21-V1型,通过特殊的双绞线电缆实现台架PLC之间的同位连接,满足PLC之间的数据交换和上位机对PLC测控的需要。
4 系统软件设计
工控机程序采用Visual Basic 6.0,根据面向对象的思想编写,其主要分为数据采集与发送、数据实时显示与报警、数据存储3个主要模块[2]。
数据采集与发送模块主要是利用串行口通过VB的MSComm控件,采用欧姆龙HOST Link通信方式实现与台架PLC之间的数据交换[3]。其通信的顺序是上位机先发出命令信息给PLC,PLC再返回响应信息给上位机,每次通信发送/接受的一组数据称为一“帧”。其发送帧格式如下:
@机号识别码正文FCS终止符
其中,
@:帧开始标志;
机号:指定与上位机通信的PLC(在PLC的DM6653中设置);
识别码:该帧的通信命令码(2个字节);
正文:设置命令参数;
FCS:帧校验码(2个字符),它是从@开始到正文结束的所有字符的ASCⅡ码按位异或运算的结果;
终止符:命令结束符,设置“*”和“回车”2个字符表示命令结束。
响应帧的格式与发送帧相似,只是在识别码后增加了结束码,以显示返回命令结束有无错误等状态。
数据实时显示与报警模块主要实现各个参数的实时监控和计算。对于超出正常波动范围的数据立即报警,以提醒操作人员采取必要的措施,而且也可以根据实现对检测数据的打印。其界面如图7所示。
数据存储模块将每一个试验台架的检测数据通过ADO(ActiveX Data Objects)技术存储在Access数据库中,并且可以根据要求生成相应的Excel报表,从而为对发动机进行质量监控和追溯提供了数据。

图7 发动机热磨合试验系统上位机显示界面
5 结论
该系统现已经过调试并且投入了生产。通过快速更换试车托盘上的定位夹具,该系统能够对4种机型的发动机进行热磨合试验,很好地满足了柔性化生产的需要。而且使得整个热磨合试验的各个组件,无论软件还是硬件,都采用模块化设计,有效地降低了系统升级和维护成本。
1郑力,陈恳,张伯鹏.制造系统[M].北京:清华大学出版社,2001.
2赵思恩.Visual Basic数据库编程技术与实例[M].北京:人民邮电出版社,2004.
3欧姆龙(中国)有限公司.SYSMAC CJ1可编程控制器产品样本.2005.
Design and Manufacture of Engine Hot Test System
Li Di
(SAIC MOTOR Corporation Limited Commercial Vehicle Technical Center,Shanghai 200438,China)
Engine hot test is a necessary step for engine quality control.The hot test system designed in this paper is on the basis of modularization.Each component can be easily changed and updated to satisfy the requirement of flexible production.All equipment including PLCs and industrial PC connect each other with network so that hot test process is controlled automatically and test stability and efficiency are improved.
engine,hot test,test bench
李迪(1980-),男,大学本科,主要研究方向为发动机装配总线。
10.3969/j.issn.1671-0614.2013.02.008
猜你喜欢
汽车实用技术(2022年7期)2022-04-20 11:45:04
装备制造技术(2021年4期)2021-08-05 07:39:22
小哥白尼(野生动物)(2021年3期)2021-07-21 02:28:38
装备制造技术(2020年11期)2021-01-26 00:39:04
石油化工建设(2020年1期)2020-08-24 07:02:04
能源(2016年2期)2016-12-01 05:10:40
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27 06:31:55
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:08:08
汽车维护与修理(2015年6期)2015-02-28 12:17:16
汽车维护与修理(2015年2期)2015-02-28 12:15:44