
三菱FX2N系列PLC对T68镗床的改造
2013-02-28 02:30刘红平
装备制造技术 2013年2期
刘红平
(长沙师范学校(专科),湖南 长沙 41000)
三菱FX2N系列PLC对T68镗床的改造
刘红平
(长沙师范学校(专科),湖南 长沙 41000)
介绍了利用三菱FX2N系列PLC对T68镗床的改造,阐述了系统改造方案,同时根据T68镗床的控制要求和特点,确定PLC的输入输出分配,在继电器控制线路的基础上,设计出梯形图并进行现场调试。
PLC;镗床;改造
镗床是冷加工中使用比较普遍的设备,有卧式镗床、坐标镗床、金刚镗床等。其中以卧式镗床使用最普遍,其主要用于镗孔、铰孔、钻孔、加工端面等,属于精密机床,在加工时,将工件固定在工作台上,由镗杆或压平旋盘上固定的刀具进行加工。T68镗床是其中较为常见的一种,其原控制电路为继电器控制,具有接触触点多,线路复杂,故障多,操作人员维修任务较大的缺陷,针对这些情况,我们用PLC控制改造其继电器控制电路,克服了以上缺点,降低了设备故障率,提高了设备使用效率,运行效果良好。
1 确定改造方案
保持原镗床的工艺加工方法不变,在保留主电路的原有元件的基础上,不改变原控制系统电气操作方法。电气控制系统控制元件包括按钮、行程开关、热继电器、接触器,其作用与原电气线路相同;同时,主轴和进给起动、制动、低速、高速和变速冲动的操作方法不变,将改造原继电器控制中的硬件接线,改为PLC编程实现。
2 利用三菱FX2N系列PLC对T68镗床的改造
T68镗床通常具有下列运动:主运动及辅助运动。其中,主运动就是主轴和平旋盘的旋转运动;辅助运动就是镗杆的轴向移动,平旋盘刀架的径向移动,主轴箱垂直移动及工作台纵向、横向移动,对刀要求快速方便,除机动进给外,还可手动进给和快速移动,坐标尺寸要求准确,还应有点动,以便于镗床调整。
2.1 主电路
镗床由主轴电机M1和进给电机M2拖动,其中,主轴电机M1为双速电机,可以正反转,高低速启动运转,还能反接制动及点动,进给电机M2可以正反向运转。
2.2 T68镗床PLC改造I/O分配
T68镗床PLC改造I/O分配,如图1所示。
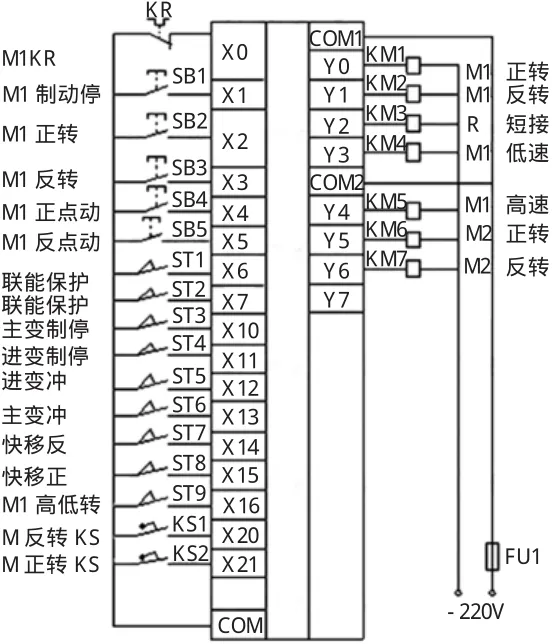
图1 PLC改造I/O分配图
2.3 T68镗床PLC改造梯形图
T68镗床PLC改造梯形,如图2所示。
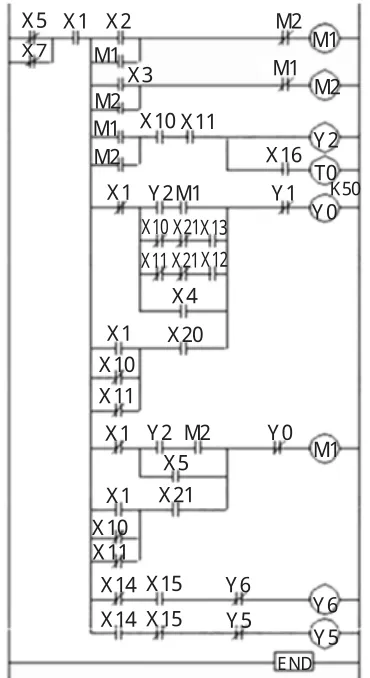
图2 T68镗床PLC改造梯形图
3 改造后镗床的PLC调试过程
3.1 主轴电动机M 1的控制
(1)主轴电动机M1的正、反转控制
主轴电动机M1低速控制:将T68卧式镗床高、低速手柄扳到“低速”挡位置,行程开关ST9断开。
按下主轴电动机M1正转启动按钮SB2,中间继电器K1通电闭合,继而接触器KM3通电闭合;K1和KM3的常开触点闭合,使接触器KM1线圈通电闭合,KM1常开触点接通接触器KM4线圈电源,主轴电动机M1低速正转。按下主轴电动机M1的停止按钮SB1,主轴电动机M1反接制动停止。
按下主轴电动机M1的反转启动按钮SB3,中间继电器K2通电闭合,继而接触器KM3通电闭合;K2和KM3的常开触点闭合,使接触器KM2线圈通电闭合,KM2常开触点接通接触器KM4线圈电源,主轴电动机M1低速反转。按下主轴电动机M1的停止按钮SB1,主轴电动机M1反接制动停止。
主轴电动机M1高速控制:将T68卧式镗床高、低速手柄扳到“低速”挡位置,ST9压合。
按下主轴电动机M1正转启动按钮SB2,中间继电器K1通电闭合,继而接触器KM3、时间继电器KT、接触器KM1和KM4通电闭合,主轴电动机M1低速正转启动。经过一定的时间,时间继电器KT动作,接触器KM4失电释放,接触器KM5通电闭合,主轴电动机M1高速正转运行。
接下主轴电动机M1的反转启动按钮SB3,中间继电器K2通电闭合,继而接触器KM3、时间继电器KT、接触器KM2和KM4通电闭合,主轴电动机M1接成低速反转启动。经过一定的时间,时间继电器KT动作,接触器KM4失电释放,接触器KM5通电闭合,主轴电动机M1高速反转运行。
(2)主轴电动机M1制动停止控制
正转制动控制:当主轴电动机M1高、低速正向启动运行,其转速达到120 r/min时,速度继电器KS2正转动作常开触点闭合,为主轴电动机M1的制动作好了准备。按下主轴电动机M1停止按钮SB1,接触器KM1失电,接触器KM2及KM4得电闭合,主轴电动机M1串电阻R反转反接制动。当转速下降至100 r/min时,KS2正转动作常开触点断开,接触器KM2、KM4断电释放,主轴电动机M1完成正转反接制动控制。
反转制动控制:当主轴电动机M1高、低速反转启动运转,其转速达到120 r/min时,速度继电器KS1反转动作常开触点闭合,为停车反接制动作好了准备,其它的过程同正转制动控制。
主轴电动机M1点动、变速控制:分别按下按钮SB4或SB5,主轴电动机M1可正向或反向点动运转。
当拉出主轴变速操作盘时,行程开关ST3复位,KM3失电释放,使得KM1或KM2及KM4或KM5失电释放,主轴电动机M1停转。转动主轴变速操作盘,调整转速后,将操作盘压回原位。若主轴变速齿轮不能很好啮合,则将压下行程开关ST6,主轴电动机M1作短时冲动,使主轴变速齿轮啮合良好。
3.2 进给电动机M2的控制
(1)机床工作台的纵向和横向进给
将快速手柄扳至快速正向移动位置,行程开关ST8被压下,常开触点闭合,接触器KM6线圈得电闭合,进给电动机M2启动正转,带动各种进给正向快速移动;将快速手柄扳至反向位置时压下行程开关ST7,接触器KM7线圈得电闭合,进给电动机M2反向启动运转,带动各种进给反向快速移动。
(2)进给变速控制
进给变速控制的控制过程与主轴变速控制过程基本相同,只不过拉出的变速手柄是进给变速操作手柄,将主轴变速控制中的行程开关ST3换成ST4,而进给变速冲动的行程开关为ST5。
4 结束语
将以上设计好的PLC程序输入到FX2N-48MR主机后,连接好输入输出分配和主电路,按照以上的步骤进行调试,调试过程全部通过,完全满足镗床的控制要求。T68镗床原继电器电路经三菱FX2N系列PLC改造后,虽然一次性投资较大,但改造后的设备大大降低了运行的故障率,提高了设备运行的稳定性和效率,减轻了工人的劳动强度,降低了日常维护成本,并可避免因误操作而引起的事故,改造后的设备经使用运行,结果表明效果非常好。
[1]陈远龄.机床电气自动控制[M].重庆:重庆大学出版社,2010.
[2]廖常初.PLC的编程方法与工程应用[M].重庆:重庆大学出版社,2011.
[3]贺哲荣.流行PLC实用程序及设计[M].西安:西安电子科技大学出版社,2010.
MitsubishiFX2N Series PLC Reform ing to T68 Boring Lathe
LIUHong-ping
(Changsha Normal College,Changsha 41000,China)
Introduces the fact that itmakes use of Mitsubishi FX2N series PLC to T68 boring lathe,and states the system reforming scheme,andmeantime,according to the its requirements and characteristic of T68 boring lathe,it confirms attribution of PLC input and PLC output.it designs out a ladder diagram and runs it that bases on the controlling circuit.
PLC;boring;reform
TM 571;TG53
B
1672-545X(2013)02-0037-02
2012-11-08
刘红平(1972—),副教授、高级工程师,硕士,主要研究方向:计算机控制,电气自动化。
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
环球市场(2021年11期)2021-01-15
军民两用技术与产品(2020年8期)2020-09-07
新商务周刊(2019年24期)2019-12-22
汽车维护与修理(2019年11期)2019-12-03
山东工业技术(2019年13期)2019-05-30
电子制作(2019年7期)2019-04-25
电子制作(2018年13期)2018-07-27
数码世界(2018年6期)2018-07-12
中国科技纵横(2014年16期)2014-09-28
