
立式同步电机卡环间隙超标原因分析及处理措施
2013-02-08 08:17戴启璠
江苏水利 2013年10期
戴启璠
(江苏省灌溉总渠管理处,江苏淮安 223200)
1 概述
大型立式同步电动机是大型电力抽水站最重要的设备,而推力轴承又是同步电动机的心脏,因此,国家和行业规范对同步电动机推力轴承的安装有严格和明确的标准。《SD288-88》标准规定“在推力轴承承受转动部分重量后,用0.03 mm塞尺检查卡环的轴向间隙,其有间隙的长度不得超过周长的20%,且不得集中在一处。间隙过大时,应当处理,不得加垫”,而南水北调某容量为5000 kW的同步电动机,在安装过程中发现推力头与卡环的间隙有不均现象,靠近键槽侧测量间隙为最小,在与键槽180°位置上测量间隙为最大,间隙差达0.07 mm。
2 原因分析
为了查明情况,分析原因,在现场测量了推力头和轴颈尺寸,见表1和图1。
根据所测尺寸分析,推力头和轴颈存在2个问题:一是推力头内孔呈喇叭口状,二是轴的过盈量偏大。按照常理,现在精密数控机床加工的部件,误差不应该有那么大,初步分析,造成喇叭口的原因可能是由于轴的过盈量太大而往两边挤压造成的。因现场无法处理,只能将推力头返厂。
3 处理措施
推力头返厂后上机床校验,校验步骤如下:
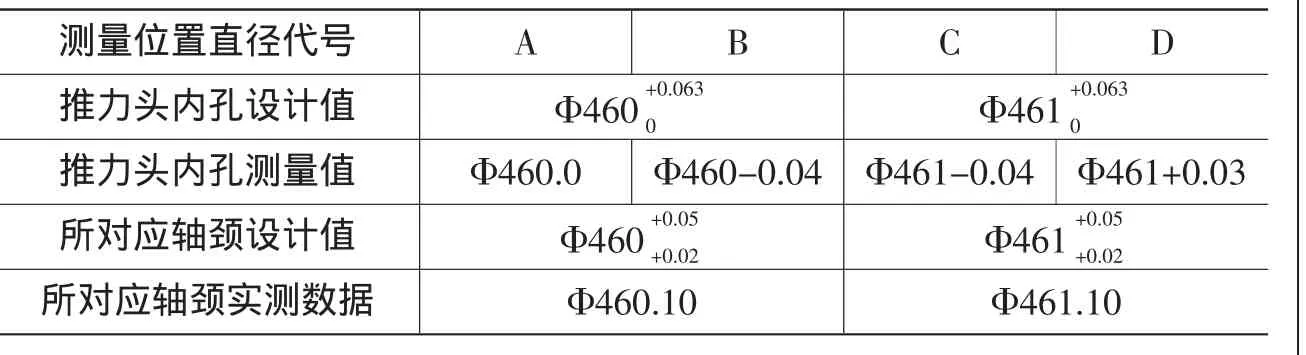
表1 推力头和轴颈设计值与测量值
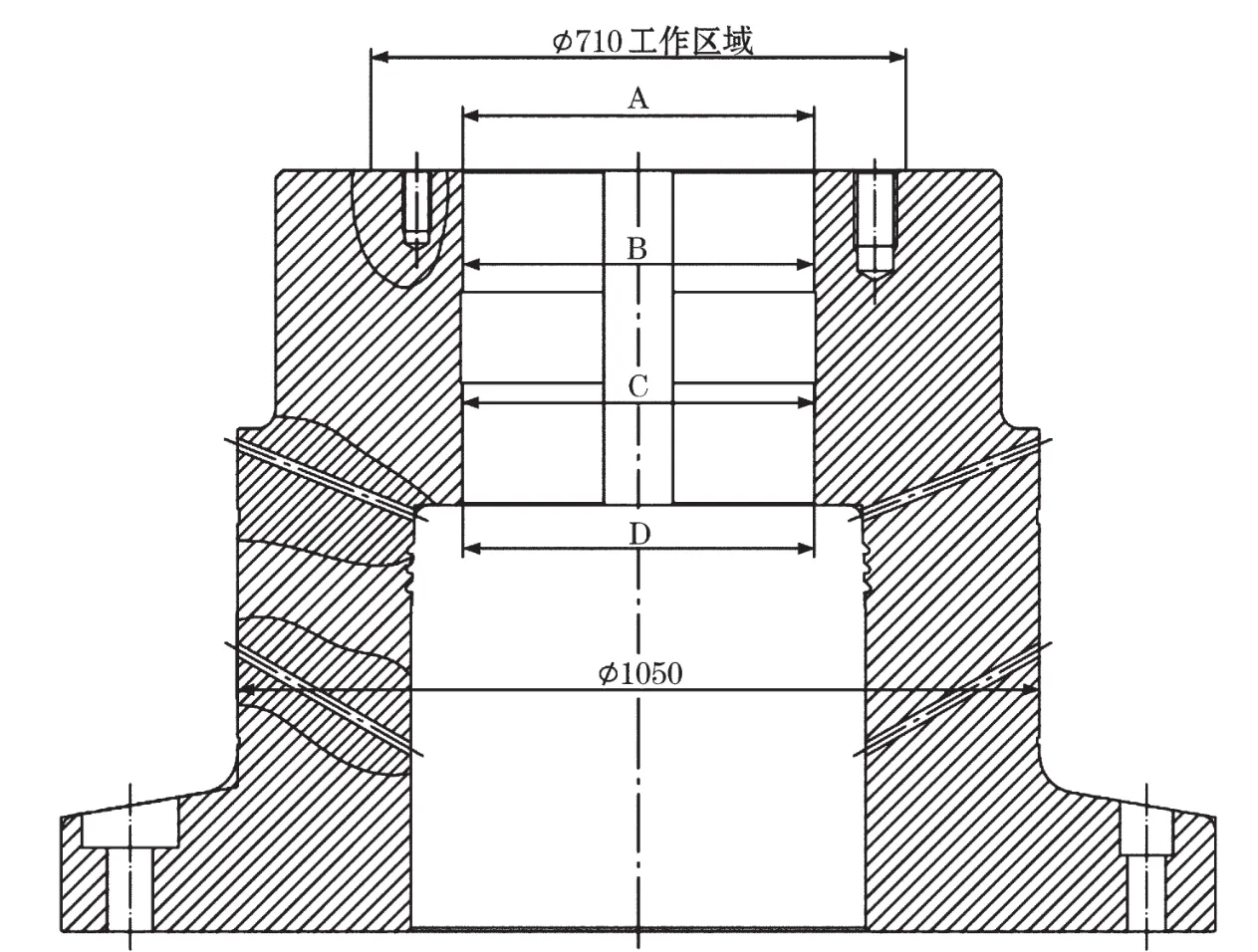
图1 推力头和轴颈的剖面图
在立车工作台上放4个等高块,为保证等高块等高,先将上平面光一刀,然后将推力头放置在等高块上,用百分表测量推力头下端面,旋转工件1圈,误差在0.01 mm以内,再用卡盘固定推力头,用百分表拉推力头外圆(直径为Φ1050这一段)直线,误差在0.01 mm以内。
用同样的方法拉内孔直线也在测量范围之内(从上到下,Φ460这一段误差为0.02 mm,Φ461这一段为0.03 mm左右),说明此时放置的推力头中心与底面是垂直的。
接着用百分表检测上端面,首先将百分表放置在不同直径上的几个点,旋转工件1圈,误差都在0.02 mm以内,然后再从外圆往内圆方向拉直线,外圆到Φ710工作区域附近误差为0.05 mm,从Φ710到内圆误差为0.01 mm左右。说明推力头上端面工作区域和内外圆的垂直度及与底平面的平行度误差都在0.02 mm以内。
通过上面的检测,可以认定出现问题的主要原因就是推力头配合过盈量太大导致推力头材料往外挤压造成的。
根据要求,应当保证推力头与轴最大过盈量不超过0.02 mm,故须将推力头内孔加工至Φ460见表2。
检测结果:加工后的内孔通过百分表检测与底面垂直度误差为0.01 mm,内孔加工后实际尺寸为Φ460.095和Φ461.09,满足加工要求。将处理后的推力头运回现场重新组装后,测量推力头上端面工作区域与卡环间隙,0.02 mm塞尺不能塞进,满足规范要求。
4 结语
大型立式同步电动机是由若干零部件组装而成的,其制造和安装需经过多道工序。对于设备制造过程中关键的工艺和数据,不仅需要监理旁站监督,而且在出厂检验时,业主应当组织专项验收,确保设备质量,避免返工,影响工期。

表2 推力头和轴颈的加工尺寸
猜你喜欢
大众标准化(2022年17期)2022-09-27
科学技术创新(2021年16期)2021-06-26
哈尔滨轴承(2020年2期)2020-11-06
传动技术(2019年4期)2019-05-20
科技视界(2017年1期)2017-04-20
中国新技术新产品(2017年7期)2017-03-18
微特电机(2015年1期)2015-07-09
质量技术监督研究(2015年5期)2015-02-10
时代农机(2014年11期)2014-09-23
河南科技(2012年18期)2012-12-19