
TiC-Al2 O3 颗粒增强钢基复合材料的制备及耐磨性研究①
2013-02-02 10:14焦玉凤夏春艳金大明
佳木斯大学学报(自然科学版) 2013年3期
焦玉凤, 夏春艳, 金大明
(1.佳木斯大学材料科学与工程学院,黑龙江 佳木斯154007;2.佳木斯市特种设备检验研究所,黑龙江 佳木斯154003)
0 引 言
铸造与自蔓延高温合成反应(SHS)的基本原理是将增强相的组分原料与金属粉末按一定比例充分混合,压坯成预制块,用高温熔融的钢水引燃预制块,使组分之间发生放热化学反应,放出的热量开始蔓延,引起粉末邻近部分继续燃烧反应,直至完成,最终制得复合材料[1]. 通过高温自蔓延合成反应制备TiC-Al2O3增强钢基复合材料的最大优点是:原位自生的增强相与基体材料具有良好的界面结合性能和良好的浸润性能以及增强相的均匀弥散分布特征,制备成本低廉,是提高复合材料强韧性及耐磨性的有效途径[2]. 因此本文采用铸造与自蔓延高温合成反应制备原位自生TiC -Al2O3增强钢基复合材料具有重要的现实意义.
1 复合材料的制备
本实验所选用的原材料、原料纯度、粒度及产地见表1.
通过热力学原理分析,选择Ti - C - Al -Fe2O3反应体系,以4:1:1:3 比例对粉末进行配比,配比后的粉末与钢球一同放入密封良好的不锈钢球磨罐中,在QM-1SP4 型球磨机上以200r/min的转速进行3 小时的混合球磨.球磨后取适量粉末置于DY-20 台式压片机上进行压制,预制块直径为20mm,将制出的预制块在101A-2 型电热鼓风干燥箱中进行干燥、预热,处理后的预制块放置在浇注钢液砂型中陶瓷颗粒增强的部位,用10Kg 中频感应炉熔炼钢液.在1600℃钢液成分均匀后,将钢液浇入砂型中,利用高温钢液的热量直接引燃预制块的自蔓延高温合成反应,原位生成Al2O3,TiC颗粒.
2 磨损试验
磨损试验机采用国产ML-100 干式销盘磨料磨损机,实验参数为:试样为10mm×10mm 的标准试样,选用粒度为120μm 的刚玉砂布固定在实验圆盘上,分别加以7N、14N 和21N 的载荷,磨损行程为200 m.先将标准试样表面预磨成一个平面,用德国赛多利斯(Sartorius Genius ME215P)十万分之一电子天平测量称量试样的质量,然后换一张新砂布待圆盘转动200m 后停机,称量磨损前后质量差即为磨损失重量. 由于本研究制备的是TiC、Al2O3局部增强钢基复合材料,不是整体增强的,为了减少实验误差,因此用试样的真实失重量来考查试样的相对耐磨性的问题.相对耐磨性能评定常使用如下公式[3]:
相对耐磨性

图1 添加剂CeO2 含量不同对增强区磨损失重的影响(21N 载荷)
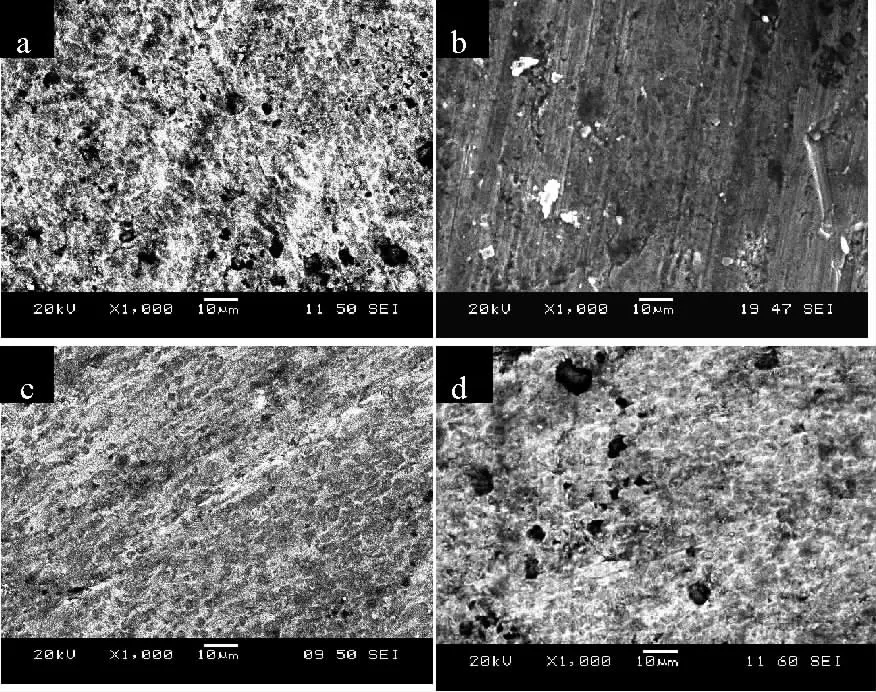
图2 添加剂CeO2 含量不同的复合材料磨损形貌图(21N 载荷)

3 试验结果及分析
3.1 稀土CeO2 对耐磨性的影响
图1 是CeO2含量对TiC 和Al2O3局部增强铸造钢基复合材料增强区磨损后的失重量曲线图,图2 是增强区磨损后的形貌图.
从图1 中可以看出,随着CeO2含量的增加,磨损失重量呈现下降的趋势,增强区耐磨性增加.CeO2含量0wt.%时,失重量为11.6mg,随着CeO2含量增加,失重量也随之减小,失重量为10.9mg,增强区的相对耐磨性缓慢上升,由8.35 上升到8.42.当CeO2的含量达到0.8wt.%时,失重量达到最小值,最小失重量为9.5mg,相对耐磨性为10.2,达到最大值. 但是,当CeO2含量继续升高为1.2wt.%时,磨损失重量有小幅的上升,失重量为9.8mg,相对耐磨性为9.89.CeO2含量不同对磨损失

图3 载荷不同对基体和增强区磨损失重的影响

图4 不同载荷下Q235 钢基体和增强区的磨损后形貌图
重量的影响规律可以从以下几个方面来分析:由于稀土化合物CeO2为高熔点物质,成为结晶晶核,有效细化晶粒,提高形核率,形成的细小化合物起到弥散强化的作用,细小的晶粒减少位错塞积数量,降低应力集中,减少裂纹扩展的几率,同时晶界的增多也增加裂纹扩展的阻力,使磨损能力显著提高[4];另一方面CeO2的原子半径较大,在制备过程中微溶入固溶体中,产生晶格畸变进而起到固溶强化的作用;稀土还具有净化作用,能够减少铸件的气孔和夹杂,提高致密性,进而提高耐磨性;在CeO2加入量为0.8wt.%时,增强区的显微组织明显细化,提高了强韧性,这也是材料获得高耐磨性的基础.但是当CeO2过量时,一方面由于CeO2易团聚的特性,另一方面由于过量添加增大夹杂物的数量,在晶界上偏析,而且氧化稀土易吸潮,使增强区空洞增多,致密度下降,降低颗粒间结合强度,导致耐磨性下降.
3.2 载荷不同对耐磨性的影响
在研究同一材料载荷不同对耐磨性的影响时,预制块中Ti-C-Al-Fe2O3各元素的质量配比为4:1:1.3:3,添加剂CeO2含量为体系元素总质量的0. 8wt.%,预制块紧实率为60%. 选用粒度为120μm 的刚玉砂布固定在实验圆盘上,载荷分别为7N、14N 和21N,磨损行程为200m.图3 是载荷不同对Q235 钢基体和增强区磨损失重曲线图.从图中可以看出,基体随着载荷的增加,磨损失重量呈现急剧上升的趋势. 基体从载荷7N 增加到21N时,失重量从36.1mg 快速增加到96.9mg. 从增强区磨损失重曲线可以看到,载荷为7N 时,磨损失重量为5.1mg,相对耐磨性为7.08,载荷进一步增加为14N 时,磨损失重量为6.2mg,此时的相对耐磨性增加到9.10,当载荷继续增大到最大值21N时,增强区的失重量也随之达到最大值,最大磨损失重量为9.5mg,这时基体在同一载荷下的失重量也达到了最大,同样载荷情况下,增强区的磨损失重量远远小于基体磨损失重量,所以增强区的相对耐磨性达到了最大值,相对耐磨性为10.2.
图3 为不同载荷下基体和增强区磨损后的形貌图.从图中看到产生“犁沟”是基体在磨损过程中的主要失效形式,为“犁削”磨损.基体由于缺少TiC、Al2O3陶瓷颗粒的支撑和保护,在同样的磨粒粒度条件下,磨粒刺入(压入)基体的深度随载荷的加大而变大,增加磨损失重量.随着载荷的加大,犁沟相对宽而深,磨损失重量随之增大.图3(b)、(d)和(f)是增强区在不同载荷下的磨损形貌图.由于TiC、Al2O3增强颗粒的存在,磨损的过程中会有效抵御Al2O3磨料刺入(压入)的深度,因而“犁沟”变得浅而窄,同时陶瓷颗粒对Al2O3磨料的显微切削作用也直到了阻碍作用,磨损失重量减少,表明TiC、Al2O3陶瓷颗粒可以有效的抵抗磨粒侵入,并承担载荷进而强化基体.
从增强区的显微组织角度看,磨损表面是由基体材料和TiC、Al2O3陶瓷颗粒组成,由于大量陶瓷颗粒的存在,极大的减少了基体与Al2O3磨料的接触面积,当磨料作用在TiC,Al2O3表面时,磨料很难刺入TiC,Al2O3之中,TiC,Al2O3陶瓷颗粒反而会钝化Al2O3磨料尖角,降低了磨料刺入材料的深度,复合材料的磨损失重量减少,耐磨性提高.结合图3 磨损失重图综合分析:在低载荷下复合材料增强区耐磨性优于基体;载荷逐步增加,增强区的耐磨性远远高于基体,分析原因如下:增强区原位自生TiC 和Al2O3颗粒增强了材料的硬度,进而抑制了材料的微切削过程,同时基体中的延性相Fe 颗粒弥散分布,吸收了Al2O3磨料在磨损时所产生的应力,阻止了裂纹在脆性硬质陶瓷相中的继续扩展;
当位错遇到整齐排列的质点时,位错会围绕质点有所弯曲从而延长位错线.因位错的能量与其长度相关,延长位错线必然要增加额外应力,要让位错持续运动,需要逐步提高外加应力[5]. 随着TiC和Al2O3颗粒周围增加的位错,相应增加晶格畸变能,从而使材料抵抗变形的能力得到加强.故铸造/SHS 制备TiC,Al2O3增强钢基复合材料增强区具有较高的抗耐磨性能.
4 小 结
(1)选取Ti -C -Al -Fe2O3体系采用铸造/SHS 两种工艺相结合,成功制备原位自生TiC,Al2O3两种陶瓷颗粒增强钢基复合材料.
(2)稀土CeO2加入量从0wt.% 增加到1.2wt.%时,当含量为0. 8wt.% 时,相对耐磨性为10.2,达到最大值;
(3)同一材料在载荷不同时,随着载荷从7N增到21N 时,相对耐磨性也增加,载荷为21N 时,相对耐磨性达到10.2.
[1] 焦玉凤,金大明. 铸造/SHS 法制备TiC -Al2O3钢基表面复合层的研究[J]. 佳木斯大学学报(自然科学版),2012,30(3):387 -389.
[2] 赵玉谦.TiC 颗粒局部增强铸造钢基复合材料的制备[D].吉林:吉林大学,2005,12.
[3] Lakshmi S,Lu L,Gupta M. In Situ Preparation of TiB2Rein Forced A1 Based Composites[J].1998,20(13):206 -209.
[4] Galgali R K,Chakrabarti A K,Ray H S.Abrasive Wear Characteristics of Cast Tic Reinforced Steel Composites[J]. 1998,26(5):367 -370.
[5] 宁海霞. WC 颗粒增强钢基复合材料的制备及耐磨性研究[J].铸造技术,2009,30(4):503 -505.
猜你喜欢
石材(2022年3期)2022-06-01
陶瓷学报(2021年4期)2021-10-14
文苑(2020年6期)2020-06-22
模具制造(2019年3期)2019-06-06
中国安全生产科学技术(2018年11期)2018-11-30
振动与冲击(2018年10期)2018-05-25
科技视界(2016年11期)2016-05-23
筑路机械与施工机械化(2014年7期)2014-03-01
筑路机械与施工机械化(2014年3期)2014-03-01
筑路机械与施工机械化(2014年2期)2014-03-01
