塑铝贴面板
2013-02-01 06:59:26
中国建材科技 2013年6期
目 次
前言................................................................................II
1 范围..............................................................................1
2 规范性引用文件....................................................................1
3 术语和定义........................................................................1
4 分类、规格尺寸和标记..............................................................2
5 要求..............................................................................2
6 试验方法..........................................................................4
7 检验规则..........................................................................8
8 标志、包装、运输、贮存和随行文件.................................................10
前 言
本标准按照GB/T 1.1-2009给出的规则起草。
本标准由住房和城乡建设部标准定额研究所提出。
本标准由住房和城乡建设部建筑制品与构配件产品标准化技术委员会归口。
本标准负责起草单位:中国建筑材料检验认证中心。
本标准参加起草单位:东莞华尔泰装饰材料有限公司、江阴利泰装饰材料有限公司、广州市吉鑫祥装饰建材有限公司、上海吉祥塑铝制品有限公司、上海吉祥科技(集团)有限公司、常州双欧板业有限公司、联合金属科技(杭州)有限公司、山东吉祥装饰建材有限公司、山东乐化铝塑制品有限公司。
本标准主要起草人:蒋荃、马丽萍、刘婷婷、徐晓鹏、刘玉军、赵春芝、刘翼、郑雪颖。
塑铝贴面板
1 范围
本标准规定了塑铝贴面板(以下简称贴面板)的术语和定义、分类、规格尺寸和标记、要求、试验方法、检验规则、标志、包装、运输、贮存和随行文件。
本标准主要适用于以粘贴形式应用的、双面厚度小于0.20mm的铝及铝合金箔(以下简称铝箔)的室内外装饰用塑铝贴面板,不适用于幕墙及装饰幕墙用塑铝贴面板。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标准(GB/T 191-2008,ISO 780:1997,MOD)
GB/T 1040.1 塑料 拉伸性能的测定 第1部分:总则(GB/T 1040.1-2006,ISO 527-1:1993,IDT)
GB/T 1040.2 塑料 拉伸性能的测定 第2部分:模塑和挤塑塑料的试验条件(GB/T 1040.2-2006,ISO 527-2:1993,IDT)
GB/T 1740 漆膜耐湿热测定法
GB/T 1766 色漆和清漆 涂层老化的评级方法
GB/T 1771 色漆和清漆 耐中性盐雾性能的测定(GB/T 1771-2007,ISO 7253:1996,IDT)
GB/T 2790 胶粘剂180°剥离强度试验方法 挠性材料对刚性材料(GB/T 2790-1995,ISO 8510-2:1990,IDT)
GB/T 2918 塑料试样状态调节和试验的标准环境(GB/T 2918-1998,ISO 291:1997,IDT)
GB/T 3198 铝及铝合金箔
GB/T 4957 非磁性金属基体上非导电覆盖层 厚度测量 涡流方法(GB/T 4957-2003,ISO 2360:1982,IDT)
GB/T 6388 运输包装收发货标志
GB/T 6739 涂膜硬度铅笔测定法(GB/T 6739-2006,ISO 15184:1998,IDT)
GB 8076 混凝土外加剂
GB 8624-2006 建筑材料及制品燃烧性能分级
GB/T 9286 色漆和清漆 漆膜的划格试验(GB/T 9286-1998,ISO 2409:1992,IDT)
GB/T 9754 色漆和清漆 不含金属颜料的色漆漆膜之20°、60°和80°镜面光泽的测定(GB/T 9754-2007,ISO 2813:1994,IDT)
GB/T 9780 建筑涂料涂层耐沾污性试验方法
GB/T 11942 彩色建筑材料色度测量方法
GB/T 16259-2008 彩色建筑材料人工气候加速颜色老化试验方法
GB/T 22412-2008 普通装饰用铝塑复合板
3 术语和定义
GB/T 22412-2008界定的以及下列术语和定义适用于本文件。
3.1
塑铝贴面板plastic-aluminium veneer
普通装饰装修工程中以粘贴形式应用为主,采用连续热复合工艺生产的,以塑料为芯层,双面复合铝箔且铝箔厚度小于0.20mm,并在产品表面覆以装饰性和保护性的涂层作为装饰面的三层复合板材。
4 分类、规格尺寸和标记
4.1 分类
按燃烧性能分为:
a) 普通型,代号为G;
b) 阻燃型,代号为FR。
4.2 规格尺寸
贴面板的常用规格尺寸:
a) 长度:2440mm、3200mm;
b) 宽度:1220mm、1250mm;
c) 厚度:1mm、2mm、3mm。
注:贴面板的规格尺寸也可由供需双方商定。
4.3 标记
4.3.1 标记方法
按塑铝贴面板代号PAV、燃烧性能、规格尺寸(长×宽×厚)、铝箔厚度,以及标准号顺序进行标记。

4.3.2 标记示例
示例:规格为2440mm×1220mm×3mm、铝箔厚度为0.12mm的普通型贴面板,其标记为:PAV G 2440×1220×3-0.12 JG/T ×××-××××。
5 要求
5.1 外观质量
贴面板外观应整洁,非装饰面应无影响产品使用的损伤,装饰面外观质量应符合表1的要求。

表1 外观质量
5.2 尺寸允许偏差
5.2.1 铝箔的平均厚度不应小于其名义厚度,局部厚度偏差应符合GB/T 3198的规定。
5.2.2 贴面板的尺寸允许偏差应符合表2的要求,特殊规格尺寸允许偏差可由供需双方商定。
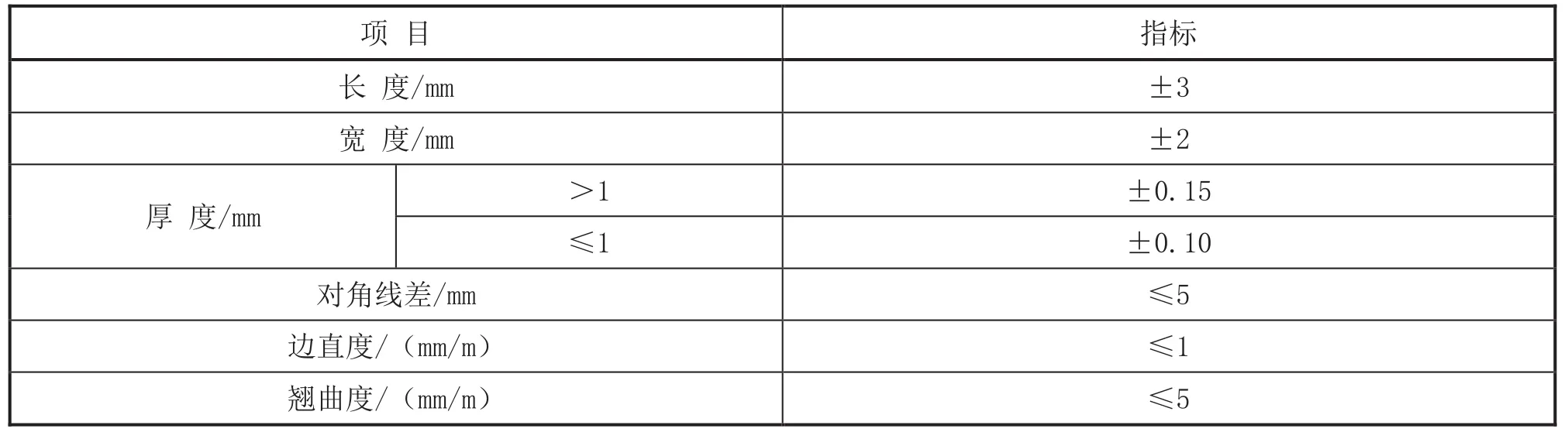
表2 尺寸允许偏差
5.3 性能
贴面板的性能应符合表3的要求。
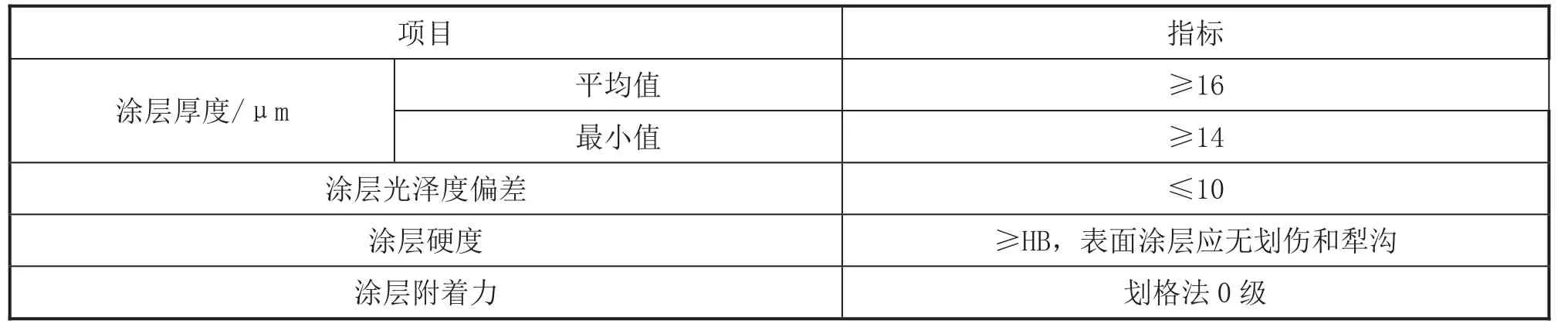
表3 性能

表3 性能
6 试验方法
6.1 外观质量
试样应在温度(23±2)℃,相对湿度(50±5)%的条件下放置24h。在非直射阳光的自然光或等效光源下,将三张整板按同一生产方向并排侧立拼成一面,板与水平面夹角为70°±10°,距拼成的板面中心3m处目测。
对目测到的各种缺陷,使用分度值为1mm的直尺进行测量。抽取和摆放试样者不应参与试验。
当目测色差结果有争议时,应按GB/T 11942的方法进行色差试验,试验中应保持试样生产方向的一致性。
6.2 尺寸允许偏差
6.2.1 铝箔厚度
从试样上取下3个尺寸为100mm×100mm的铝箔作为试件。用分度值为0.001mm的厚度测量器具测量铝箔的厚度(不应包含涂层、粘结层等的厚度)。每块试件的测量不应少于四角和中心五个部位。以全部测量值的算术平均值和全部测量值与名义值之间的极限值偏差作为检验结果。
6.2.2 长度(宽度)
用分度值为1mm的钢卷尺测量长度和宽度。取3张整板进行检测,以长度(宽度)的全部测量值与标称值之间的极限值偏差作为检验结果。
用分度值为0.01mm的厚度测量器具,测量从板边向内20mm处的厚度,测量点应包括四角部位和四边中点部位的多处厚度。取3张整板进行检测,以全部测量值与标称值之间的极限值偏差作为检验结果。
6.2.4 对角线差
用分度值为1mm的钢卷尺测量并计算同一张板两对角线长度之差值,取3张整板进行检测,以测得的全部差值中的最大值作为检验结果。
6.2.5 边直度
将板平放于水平台上,用1000mm长的钢直尺的侧边与板边相靠,再用塞尺测量板的边沿与钢直尺的侧边之间的最大间隙。取3张整板进行检测,以各边全部测量值中的最大值作为检验结果。
6.2.6 翘曲度
将板凹面向上平放于水平台上,用1000mm长的钢直尺侧立于板上面,再用分度值为0.5mm的直尺测量钢直尺与板之间的最大缝隙高度。取三张整板进行检测,以全部测量值中的最大值作为检验结果。
6.3 性能
6.3.1 试验环境
试验前,试件应在GB/T 2918规定的标准环境即温度23℃±2℃、相对湿度50%±5%的条件下放置24h,除特殊规定外,试验应在该条件下进行。
6.3.2 试件制备
试件的制备应考虑到产品性能在正反面和纵、横方向上要求具有一致性。试件的制取位置应在距产品边部50mm以里的区域内,试件的尺寸及数量应按表4的要求。
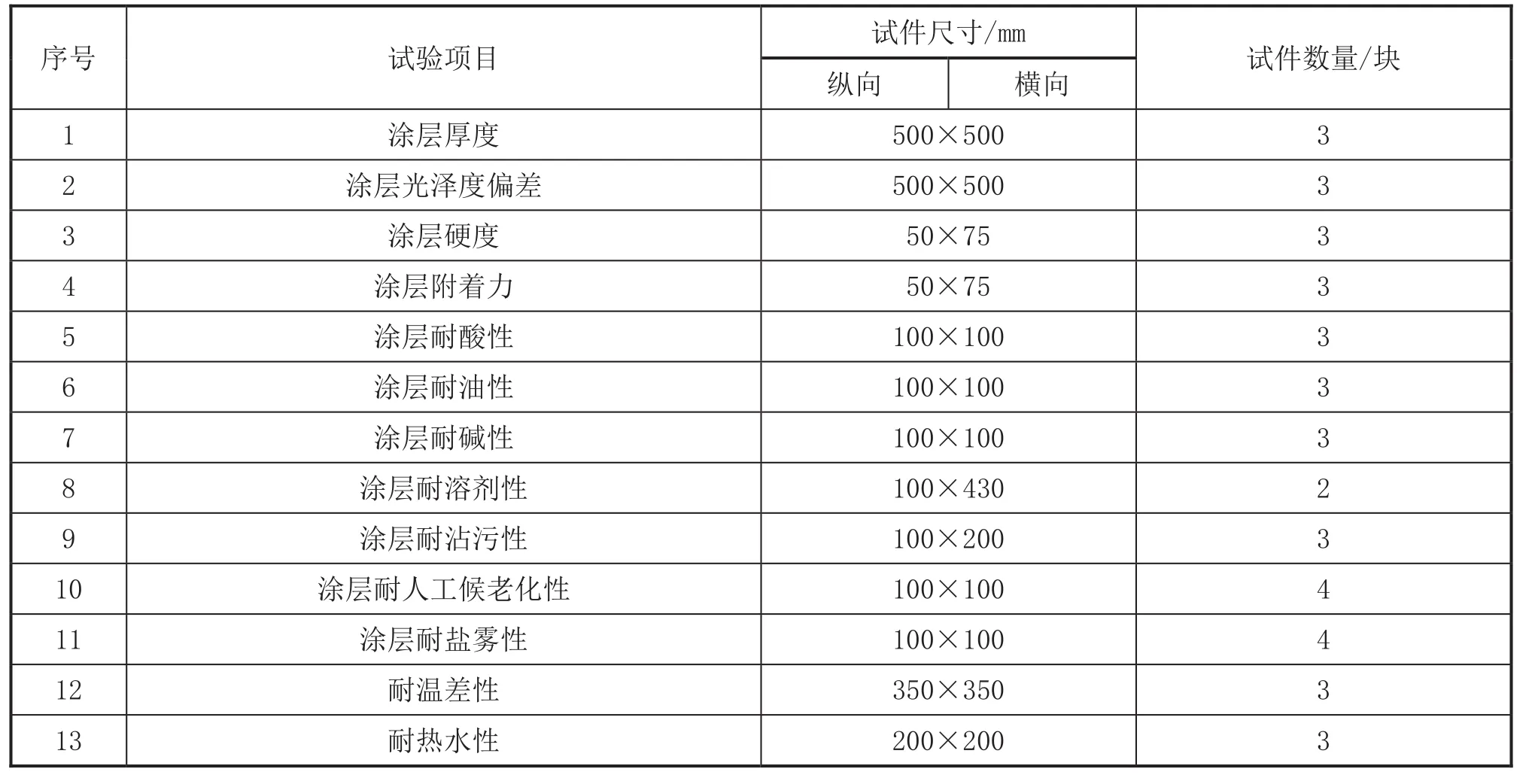
表4 试件尺寸及数量
用一柔性擦头裹4层医用纱布,吸饱二甲苯溶剂后在试件涂层表面同一地方以1000g±10g的压力来回擦拭100次,目测擦拭处有无露底(即显露内层涂层或铝材)现象。擦拭行程约100mm,频率为100次/min,擦头与试件的接触面积为2cm2,擦拭过程中应使纱布保持二甲苯浸润。以全部试件中性能最差值作为检验结果。
6.3.10 涂层耐沾污性
应按GB/T 9780的规定进行试验。取全部试件测试值的算术平均值作为检验结果。
6.3.11 涂层耐人工候老化性
老化时间为600h,累积总辐射能为1200MJ/m2,黑板温度为55℃±3℃,相对湿度为65%±5%。应按GB/T 16259-2008中A法的规定进行。
应按GB/T 11942、GB/T 9754和GB/T 1766测量试件相同位置相同方向涂层老化前后的色差、失光等级及其它老化性能。色差和失光等级以所有试件测试值的算术平均值作为检验结果,其它老化性能以所有试件中性能最差值作为检验结果。
6.3.12 涂层耐盐雾性
耐盐雾时间为720h,应按GB/T 1771的规定进行盐雾试验。应按GB/T 1740的方法进行评级。以全部试件中性能最差值作为检验结果。
6.3.13 耐温差性
将试件在-20℃±2℃下恒温放置不应少于2h,取出立即放入80℃±2℃下恒温放置不应少于2h,为一个循环,共进行20次循环。样品在试验箱中的放置应有一定间距。试验结束后,目测试件外观上的异常变化,以全部试件中性能最差值作为检验结果。
6.3.14 耐热水性
将试件浸没在98℃±2℃蒸馏水中恒温放置2h,应避免试验中试件相互接触和窜动。取出让试件自然冷却至室温,取出时应注意保护涂层不受损伤。目测试件外观上的异常变化,距离试件边缘不超过5mm内的铝材与芯材的开胶可忽略不计。以全部试件中性能最差值作为检验结果。
6.3.15 剥离强度
应按GB/T 2790的规定进行试验,以6个试件为一组,分别测量正面纵向、正面横向、背面纵向、背面横向各组试件中每个试件的平均剥离强度和最小剥离强度。分别以各组试件的平均剥离强度的算术平均值和最小剥离强度的最小值作为该组的检验结果。
6.3.16 拉伸强度
应按GB/T 1040.1和GB/T 1040.2的规定进行拉伸试验。试件应为1B型的哑铃型试样,见图1。试验机加载速度为20mm/min,其余按GB/T 1040.1和GB/T 1040.2的规定进行。以全部试件测试值的算术平均值作为检验结果。

图1 贴面板哑铃型拉伸试验试件
6.3.17 弯曲试验
将试件紧裹半径为250mm的刚性圆柱体表面进行弯曲,或用三辊机将试样加工成半径为250mm的弧形,测定试件有无开裂。以三个试件为一组,分别对正面纵向、正面横向、反面纵向、反面横向各组试件进行弯曲试验,以全部试件的性能最差值作为检验结果。
6.3.18 燃烧性能
应按GB 8624-2006的规定进行试验。
7 检验规则
产品检验包括出厂检验和型式检验两种。
7.1 检验项目
7.1.1 每批产品均应进行出厂检验。出厂检验项目应符合表5的规定。
7.1.2 型式检验项目应符合表5的规定。有下列情形之一者,应进行型式检验:
a)新产品或老产品转厂生产的试验定型鉴定;
b)正常生产时,每年进行一次型式检验,其中燃烧性能每两年进行一次型式检验;
c)产品的原材料、工艺有较大变化,可能影响产品性能时;
d)产品停产半年以上,恢复生产时;
e)出厂检验结果与上次型式检验有较大差异时;
f)国家质量监督机构提出型式检验要求时。

表5 出厂检验与型式检验项目
7.2 组批与抽样
7.2.1 组批
以连续生产的同一品种、同一颜色的产品3000m2为一批,不足3000m2的按一批计算。
7.2.2 抽样
从同一检验批中随机抽取3张板进行出厂检验。从出厂检验合格批中随机抽取3张板进行型式检验,若为阻燃型则抽取6张板。
7.3 判定规则
检验结果全部符合标准的指标要求时,判定该批产品合格。若有1项或1项以上不合格项,再从该批产品中加倍抽取试件对不合格项进行复检,复检结果全部达到标准要求时则判定该批产品合格,否则判定该批产品不合格。
8 标志、包装、运输、贮存和随行文件
8.1 标志
8.1.1 每张产品均应标明产品标记、颜色、生产方向、厂名厂址、商标、批号、产品外观质量等级、生产日期、执行标准及质量检验合格标志。
8.1.2 产品包装标志应符合GB/T 191及GB/T 6388的规定。在包装的明显部位应有下列标志:
a) 公司名称;
b) 产品名称;
c) 生产批号;
d) 内装数量;
e) 产品规格;
f) 执行标准。
8.2 包装
8.2.1 产品装饰面应覆有保护膜,保护膜不应对产品表面产生任何腐蚀、污染等不良影响。
8.2.2 包装箱应有足够的强度和刚度,以保证堆垛、搬运及运输过程中不被损坏,应避免产品在箱中移动。
8.2.3 包装箱内应有产品合格证、装箱单。
8.2.3 .1 合格证应有下列内容:
a) 公司名称;
b) 产品名称;
c) 生产批号;
d) 执行标准;
e) 产品外观质量等级;
f) 检验部门或人员代号。
8.2.3 .2 装箱单应有下列内容:
a) 公司名称;
b) 产品名称、颜色;
c) 产品标记;
d) 生产批号;
e) 产品数量;
f) 包装日期。
8.3 运输
运输和搬运时应轻拿轻放,不应摔扔,防止产品损伤。
8.4 贮存
产品应贮存在干燥通风处,避免高温及日晒雨淋,应按品种、规格、颜色分别堆放,并防止表面划伤。
8.5 随行文件
随行文件宜包括产品应用指南。
猜你喜欢
广东建材(2022年5期)2022-06-10 08:48:20
机械工业标准化与质量(2021年10期)2021-11-19 09:17:52
模具制造(2019年4期)2019-06-24 03:36:50
常州工学院学报(2019年5期)2019-03-24 05:43:56
上海建材(2018年4期)2018-11-13 01:08:52
摄影之友(影像视觉)(2017年1期)2017-07-18 11:12:16
制造技术与机床(2016年7期)2016-08-31 08:37:03
汽车与新动力(2014年4期)2014-02-27 12:10:32
汽车与新动力(2014年2期)2014-02-27 12:10:20
中国工程咨询(2014年1期)2014-02-16 06:21:22