
大数据下纺织制造执行系统的构建
2013-01-09 09:04:10邵景峰崔尊民王进富白晓波
纺织器材 2013年6期
邵景峰,崔尊民,王进富,白晓波
(1.长安大学 信息工程学院,西安 710064;2.西北一棉纺织股份有限公司,陕西 咸阳 712000;3.西安工程大学 管理学院,西安 710048)
0 引言
在国外,如古巴、韩国、德国、日本,以及美国等,对纺织制造执行系统的研究相对较早。1991年,Colorni A M[1]等人,构建了一种面向纺织企业的制造执行系统模型,并对制造过程提出了一种分布式蚁群优化方法;1998年,Tanju Yurtsever[2]等人为纺织企业构建了一种电脑制造过程监控与调度系统;1995年,Geroge Coppus等人为纺织企业开发了一种制造信息系统(MIS);1996年,Dorigo M[3]等人,对纺织制造执行系统进行了深入研究,并针对制造过程提出了一种基于合作代理的克隆优化方法。相应地,直到2005年,Michael N Huhns[4]等人,对纺织制造执行系统所需的先进技术和规则进行了介绍,使制造执行系统在纺织企业中的应用趋于成熟。
在我国,对纺织企业制造执行系统的研究始于20世纪80年代初[5]。当初的研发主要是面向纺织部分设备的监测系统,如织机生产监测系统、服装厂车间生产物流系统、印染厂生产过程集中管理系统等,属于制造执行系统的范畴,由于长期被看作不同的应用系统,不能做到综合集成,往往成为信息孤岛,作用没有得到充分发挥,最终未形成面向整个纺织企业的制造执行系统(MES)。近年来,随着理论分析、系统框架和实现方法研究的不断深入,设计方案也越来越复杂。如 Cheng Fantien[6]等人,在1998年提出了一种面向纺织企业的制造执行系统框架;郑永前[7]等人,构建了一种基于UML的面向服务的MES模型,同时董玉倩[8]等人,以及于冬青等人,对制造执行系统在纺织企业中的实际应用进行了深入分析;台达电子集团[9]对纺织制造执行系统进行了研究,为制造执行系统在纺织企业中的应用提供了研究基础。
笔者通过文献回顾,发现国内纺织学者对纺织制造执行系统的研究目前还处于理论分析、系统框架和实现方法方面的研究阶段。这种背景下,中国纺织工业联合会在《纺织发展纲要》中[10],将面向制造层面的制造执行系统(MES)的研制重点提到了日程,使之成为重点研发对象。为此,我们选择面向制造层面的纺织制造执行系统为切入点,将各个车间的监测系统,以及部门的信息管理系统等通过通用数据接口进行有效集成,在制造层面上搭建一个信息共享平台,实现所有生产数据、工艺数据等的共享共用,以解决企业“信息孤岛”问题。
1 主要目标
为中国的纺织企业开发一种基于局域网的制造执行系统,将企业资源计划(ERP)层和车间生产控制层有机结合,实现纺织数据信息的共享共用,起到承上启下的作用[11]。具体而言,纺织制造执行系统在功能上一方面实现接收ERP系统的订单信息、计划任务等信息,并对其进行细化、分解,通过数据总线将细化分解后的数据信息、操作指令传递给车间控制层;另一方面,通过数据接口,实时链接、读取、处理和存储车间控制层所实时采集的设备生产数据,以及设备运行状态信息等;同时,将这些数据信息同步回送到上层ERP系统,实现有效集成,实现系统间的集成化管理和生产数据在企业内的共享共用[12]。
2 总体设计
2.1 数据流程图设计
在纺织大数据环境下,要实现上述主要目标,则首先需对纺织企业的整个业务流程进行分析,进而对纺织制造过程中每个工艺流程(清棉、梳棉、精梳、并条、粗纱、细纱、络筒、整经、浆纱、穿筘、织造、整理)所产生的数据信息进行梳理,设计相应的数据流程图,详细表示纺织企业从获取订单、工艺设计、计划任务下达、生产等,直到形成成品的整个过程中数据的流动过程,明确表达纺织制造执行系统中各类数据(如业务数据、生产数据与计划任务数据等)的外部来源与去处,从而找出这些数据间的品种相关性,以利于系统功能的详细设计和生产数据的有效集成。
图1为设计的各工序间的数据流程图,详细展示了系统间的数据流向,绘制出了制造过程中的信息流向,是整个系统设计过程中的核心步骤。
2.2 系统体系结构设计
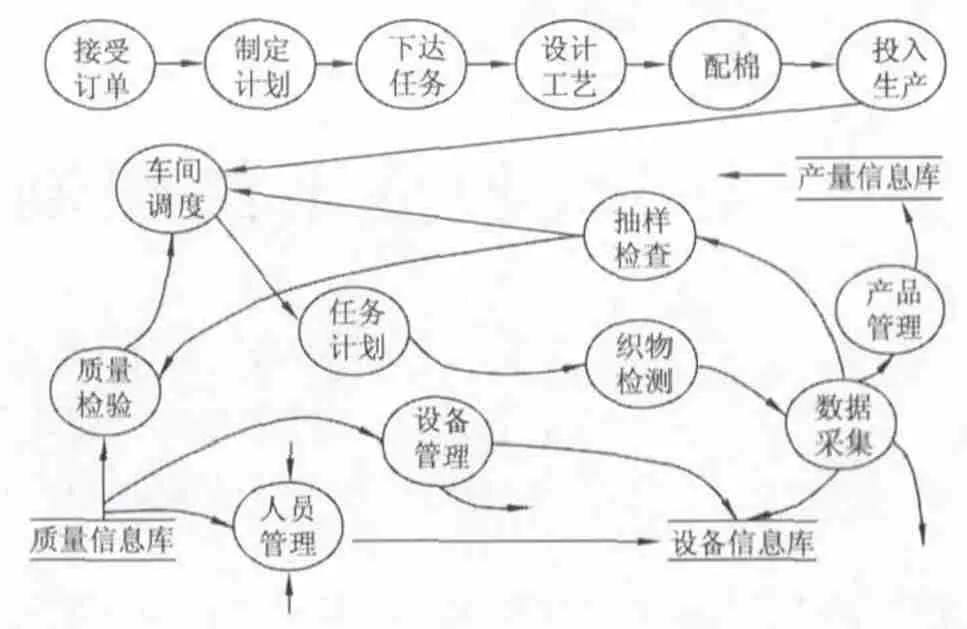
图1 数据流程设计
为实现纺织制造执行系统在企业资源计划(ERP)层与车间生产控制层(PCS)之间起到承上启下的作用,根据数据流程的优化设计,将其定位为集贸易、生产、研发、设计、销售等功能为一体的创新服务平台;最终目的是实现企业内部各类数据的共享共用,以解决企业信息“孤岛”问题。具体的实现方法是针对日益剧增的制造层面的海量数据信息,要实现底层制造层面基础数据的有效融合,首先通过增量聚类算法进行聚类,并从中抽出潜在的知识规则;然后,通过数据表名称及字段的冲突处理,实现异构数据库间数据表中相应信息(如字段命名、字段名称、字段长度、数据类型等)的统一;其次,借助数据接口,从各异构数据库中获取实时数据,建立多数据表间的品种数据信息链接,其目的是通过品种数据信息建立多数据表间的相关性,可以增强底层生产控制层数据的采集、处理、分析和存储能力;最后,通过这种关系规则,实现生产计划层与车间制造层之间数据的有效对接,进行数据的融合处理,从中“挖掘”出纺织企业管理创新所需的有用知识。
这样,在系统结构构建过程中,将其设计为数据集成层、数据应用层、生产控制层三部分。其中,数据集成层的主要作用是将各类车间监控系统中的异构数据进行集成,并进行数据的通信、存储以及加工。具体而言,就是实时地接收生产控制层所回送的各类生产数据,经过数据融合处理后,将其结果一方面存储在本地数据库TextileDB中,另一方面同步转储给上层ERP系统。
数据应用层的主要目的是进行各异构数据库(如工艺管理系统、计划调度系统、劳资信息管理系统等)记录的冲突处理,并通过数据接口进行数据的融合、存取和链接。
生产控制层用来统一管理制造层面的车间生产数据,主要通过实时数据与历史数据的分离方法来有效保证生产数据的实时性、完整性和正确性。这样,所构建的系统体系结构如图2所示。
3 关键技术
3.1 数据量计算与数据分析
现以图3所示的织机监测系统为例,来估算织机每天产生的数据量,以此拓展到制造执行系统中每天形成的数据量。

图2 系统体系结构图
图3 织机监测系统界面
据调研,通常纺织企业至少拥有织机300台,并根据在机品种的不同织机的转速需调整,现以机台编号为X408为例,其在机品种为CJ 4.2×4.2 155 cm贡22,转速为460r/min,即在给定的工艺条件下,织机控制系统每秒钟产生7.67个脉冲信号,也就是每秒钟织机产生的数据记录为7条(7.67取整)。况且,织机除正常检修和维护或其它异常情况外,每天按四班三运转24h不停机工作,这样每个班(8h)300台织机产生的数据记录为:300×8×60×60×7=60 480 000条,则一天三个班产生的数据记录为3×60 480 000=18 144万条。同时,根据生产数据表中每个字段的数据类型可以计算出每条记录共需要500个字节,则织布车间每天产生的数据量为:记录数×每条记录所占存储空间字节数×织机数=181 440 000条×500字节=88 593 750 kB≈84.5GB。
从制造层面而言,纺织企业的八大车间每天产生的数据量约为:
84.5GB×8=676GB。
纺织企业的数据量每天以GB数量级倍增,形成了纺织“大数据”。在这种大数据环境下,纺织数据间还具有高维性、非线性、强相关,以及多噪声等[11-13]的特点,加之纺织制造执行系统又是一种非线性、时变的多变量系统[14],使得生产过程数据中常伴有不可测的不确定性因素,这种扰动容易导致数据量的激增,数据量的激增最终导致纺织品质量与产量数据的正确性难以保证。因此,在纺织制造执行系统的总体设计阶段,应从生产制造与数据管理两方面入手。首先,对制造层面的高维数据进行降维处理,以低维数据处理方式进行集成;同时,对集成后的数据进行分类,从中分类出有用的数据信息;然后,以快速、准确地定位出大量数据间隐藏的依赖关系,并从中“挖掘”出有益的信息和知识,从而为工艺优化以及产品品质的提高提供数据依据。
如何在纺织“大数据”环境下获取对生产管理决策有用的数据,是近两年国内外学者研究的热点问题。诸如Kehry S.和Uhl H.通过智能数据的管理来提高纺织机械效率[15],刘佩全探讨了知识挖掘在纺织行业信息化建设中的作用[16],詹俊等人利用改进的Apriori算法分析了质量指标超标与纱线质量不合格之间的关联规则[17],以及李荟萃等人通过产品进化关系和数据模型完整表达了纺织产品的工艺进化过程[18]等。要实现纺织大数据的聚类分析,就纺织制造执行系统而言,其属于一种典型的分布式系统,要进行数据的聚类分析,首要解决的问题是数据准备,即对纺织生产过程的数据来源进行分析,因为纺织数据大多以数据库、数据文件、生产记录等形式存在,其包含了与原料(如棉花、人造纤维等)、计划任务、机器、生产过程相关的许多规律性知识和生产决策,以及挡车工的操作决策和控制经验等。然后,需要将数据中的闲置数据进行划分,以提高数据的分析和处理能力。
为此,在k-means聚类算法[19]的基础上,提出了一种分布式聚类算法Dk-means算法,该算法无需传送大量的纺织生产数据,只传送聚簇过程中的中心点和纺织数据对象的总数,很大程度上提高了聚类分析的效率。
3.2 聚类算法设计与实验
引入如下定理:
定理:分布式聚类算法Dk-means的聚类结果等同于利用k-means算法对分布式数据进行集中聚类的结果[20]。

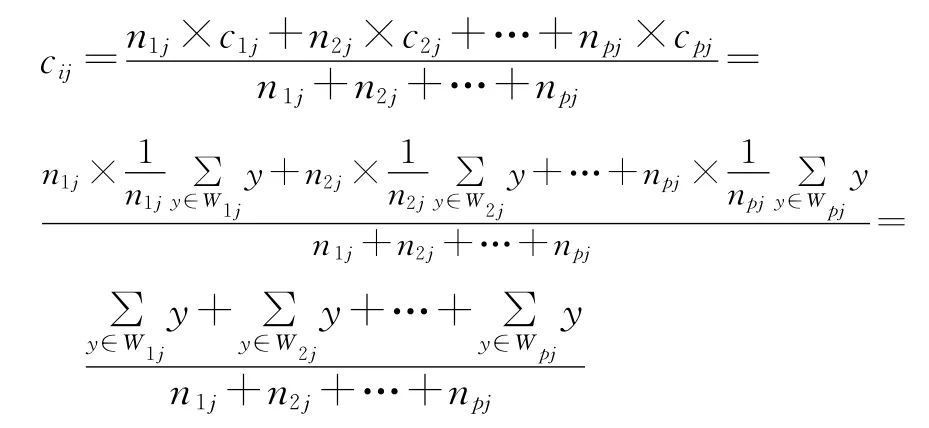
利用算法k-means对分布式数据进行集中聚类,得到k个聚簇,则聚簇中心点cs(1≤s≤k)为:
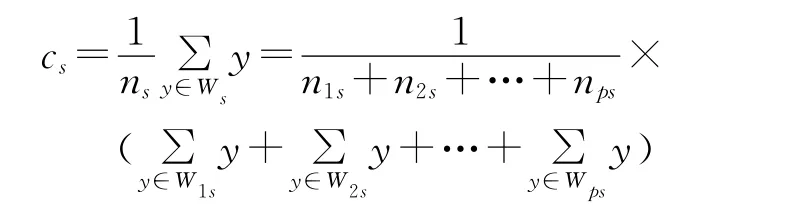
故cij=cs,证毕。
借助上述定理,所设计的Dk-means算法的基本思路为:纺织制造执行系统在数据集成过程中,假设存在q个面向制造层面的车间监测系统,即站点,现从中任意选定一站点Ms作为主站点,并令q-1个站点为从站点Si,则Dk-means聚类算法的描述过程为:
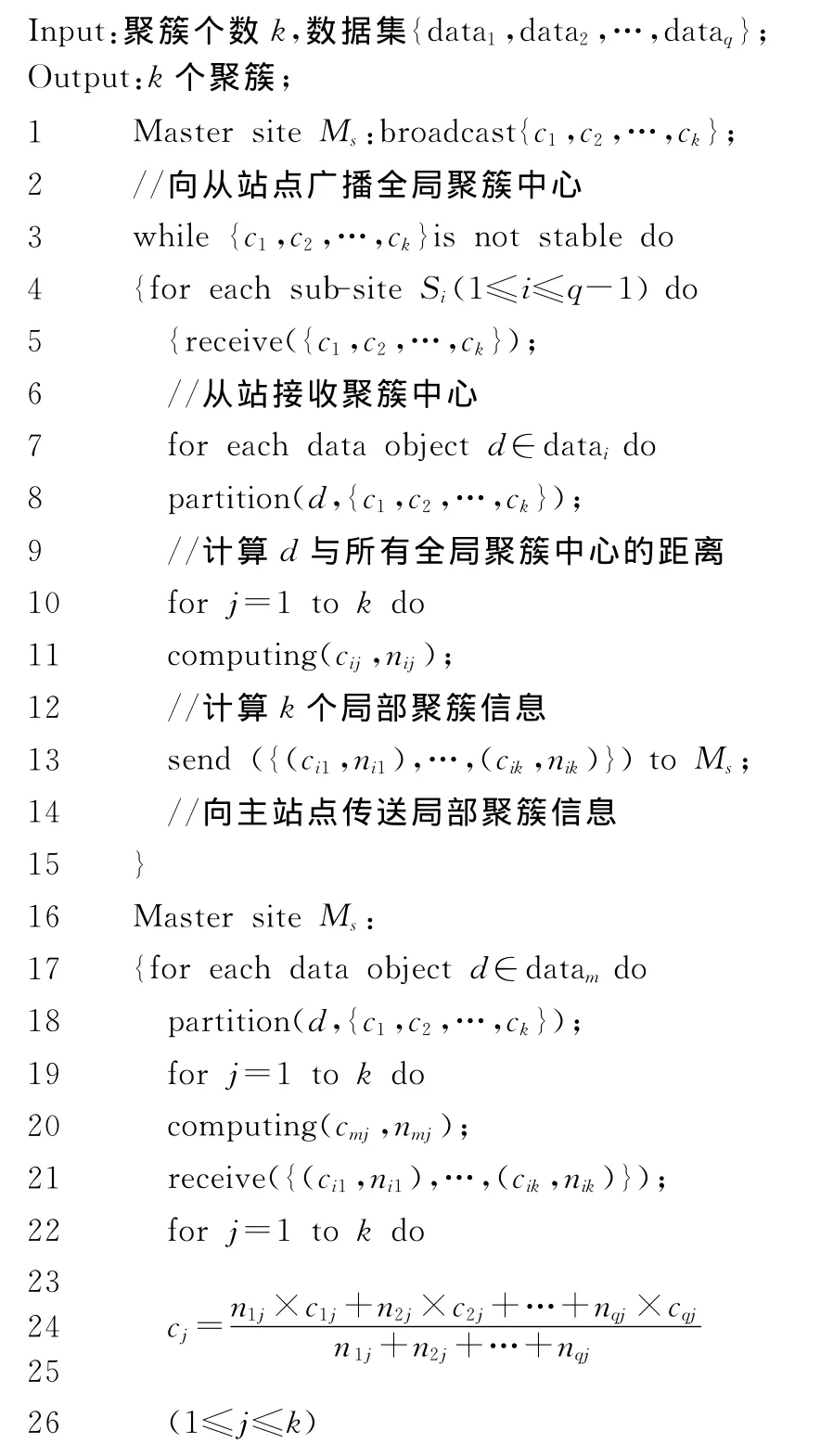

为验证所构建Dk-means聚类算法的可行性,在100/1000M局域网环境下,利用Intel Pentium IV/2.8G/768M/120G,Windows XP SP3版的PC机作为实验平台,通过VS2008算法编程并进行测试。这样,为保证测试效果的正确性,特选取纺织制造执行系统的3个子系统的数据集作为3组实验数据。其中,第1组100个二维数据,分为4类,群体规模设为4,最大迭代次数均为20,聚类效果如图4所示。在相同的3组数据中分别使用k-means算法和纺织生产数据集成后的Dk-means算法做比较,实验结果如表1所示。
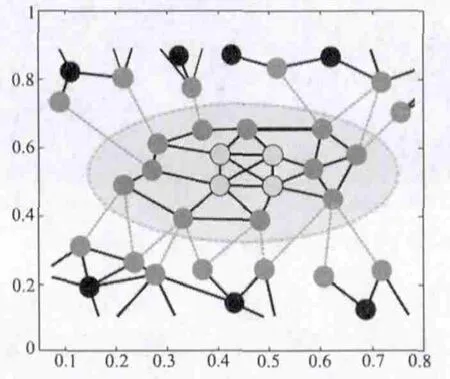
图4 100个数据点及聚类效果

表1 3个数据类内离散度和
由图4可见,k-means算法与Dk-means算法在处理少量且分类明显的数据时,均有很强的局部寻优能力。
第2组为500个二维数据,群体规模设为6,最大迭代次数为50,数据分布如图5所示,实验结果为表2所示。可知,k-means易陷入局部最小值,虽k-means的初次实验的结果比Dk-means稍好,但Dk-means在处理大量数据时,具有较强的全局寻优能力,能更快地收敛到较优点。
第3组数据为500个四维数据,分为6类,实验结果为表3所示。由实验结果可知,针对纺织生产数据融合过程中的数据量大、维数高和数据类型分布广的情形,Dk-means算法更能体现出全局寻优能力强、收敛平稳、速度快的特点。
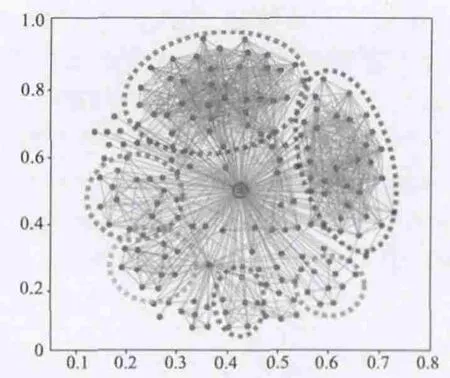
图5 500个二维数据的分布
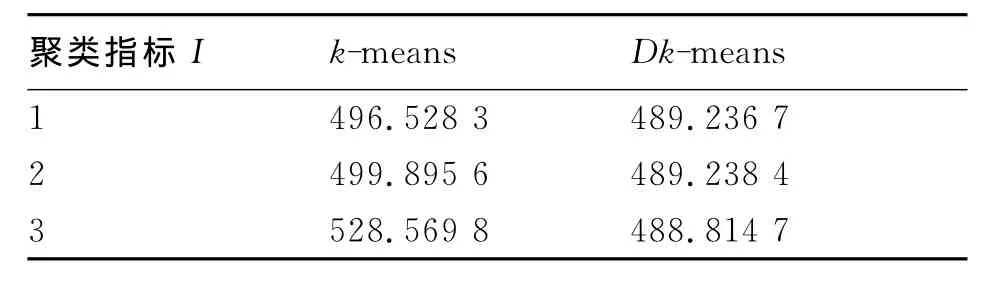
表2 500个二维数据类内离散度和
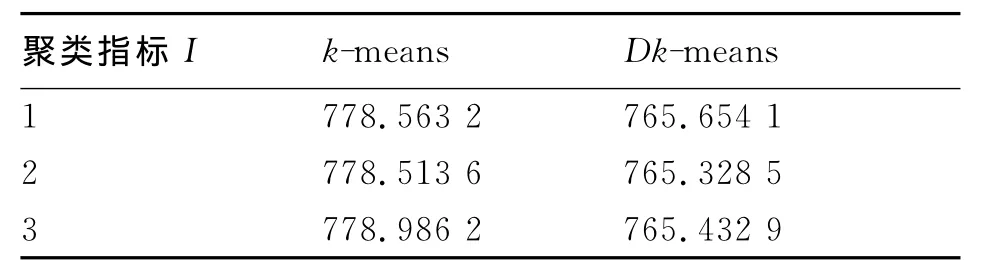
表3 500个四维数据类内离散度和
3.3 多级访问控制
如何有效保证整个制造执行系统的稳定性,以及系统中各类数据的完整性、安全性,则成为系统设计过程中的又一个技术难点。
从访问控制的视角而言,纺织制造执行系统中主要包括两大类数据:一是业务数据(如订单数据、计划数据、工艺数据、品种数据、轮班数据等);另一类为生产数据(如织物的产量、质量数据,设备运行参数及状态数据,以及成品与半成品的纱织疵数据等)。其中,业务数据在整个生产制造过程中属于一种静态数据,即无需变动;而生产数据属于一种动态数据,不但利用率高,而且还需要经过连续的处理才能永久性存储。
目前,国内外纺织学者对纺织生产信息系统访问控制问题的研究已趋于成熟,达成了广泛共识。如刘辉[21]以角色访问控制为基础,设计了一种基于角色的访问控制模型,颜超[22]提出了一种基于角色访问控制模型中的授权约束机制以及授权规则定义,并给出了模型中各要素的形式化描述等。但还有很多问题有待解决,需要人们去解答。诸如:①由于纺织制造执行系统是处于其他车间监测系统的上层,其集成了多个车间、部门的系统用户、角色,基于RBAC的访问控制方法虽使用户与权限的分离,但在增、删用户时多系统间的用户、权限关系易出错;② 在上述文献中,虽有人应用了基于RBAC的访问控制方法,但RBAC的受控对象主要是静态的文档、属性数据表(如品种计划、机台运行参数、系统用户、轮班信息等),而未涉及纺织动态数据的访问控制;③RBAC控制的力度一般只能到某一数据库的某一数据表,而不能细化到具体数据表的某一具体字段、记录等,如细化到品种信息表的英制名称、公制名称等字段,使具有访问控制权限的用户可对其进行读写操作,相反,对其权限透明公开。
为此,在 RBAC四元组(U,R,O,P)[23]的基础上将其扩展为六元组,构建了一种多级数据访问控制模型,如图6所示。其中,U表示用户,R表示用户的角色,P表示权限,O表示受控对象,如果纺织制造执行系统中存在四元组(U,R,O,P),则表明用户U拥有角色R,可在对象O上执行权限P。否则,提示错误。具体设计过程如下。
a)增加了C、F两个元素,其中C表示用户权限的有效期控制,目的在于提高用户权限设置的灵活性,适应纺织企业系统管理人员变动快的特点;F表示授权状态有效性的控制,其与用户的角色和权限相关联,相互间形成了一种耦合关系,最后形成的六元组为(U,R,O,P,C,F)。
b)将受控对象O根据系统功能设计的需要,进一步细化到具体对象O的某一具体操作。如织布车间的某用户Uloom,通过局域网访问制造执行系统数据库(TextileDB)中实时生产数据表(Real-DataTable)的数据时,将安全控制权限需细化到实时数据表(RealDataTable)中的每个字段(如品种编码、机台编号、机台名称、品种英制名称、品种公制名称等)或记录(如ID、品种编号、机台编号、品种英制编号、品种公制编号、生产日期、生产时间、轮班、挡车工编号等)。这样,O将表示为(TextileDB,RealDataTable,Record),对应的六元组为(U,R,(TextileDB,RealDataTable,Record),P,C,F)。基于六元组的访问控制优点在于:即可以实现系统数据的动态授权,也可以实现系统数据对象的多级控制,有效保证了系统数据信息的安全性。
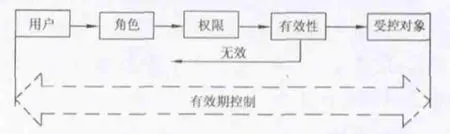
图6 多级数据访问控制模型
4 系统的实现
针对系统设计的主要目标,在各个纺织车间监测系统、部门信息管理系统等的基础上,结合纺织生产过程的业务流程和数据流程,借助U/C矩阵(过程/数据矩阵)[24]划分系统子功能的方法,将纺织制造执行系统的主要功能划分为:计划管理、资源管理、设备维护管理、产量质量管理、机台数据采集、生产调度、职工管理、资料管理及生产过程跟踪管理。而各个功能模块又可通过业务工序与生产数据之间的关系,继续划分为若干子功能模块,并在纺织数据融合的基础上通过相互间的信息共用来实现系统的主要功能,其功能模块间的相互关系如图7所示。

图7 系统主要功能模块
4.1 系统管理
主要对系统运行所需的基础数据进行维护,其包括用户数据、角色数据以及权限数据等,同时可对系统数据库进行数据表的结构、字段、类型等的维护操作,每一种系统数据的维护都包括数据的录入、修改和查询等功能。
4.2 资源管理
该功能主要对企业内部的车间、机台、品种以及设备等实体进行管理与维护,同时进行系统数据的统一编码,以保证系统数据库中所有基础数据的一致性和正确性。
4.3 计划分配
该功能的主要作用是为了纺织企业制造执行系统能够实现良好的作业顺序,最大限度减少生产过程中的准备时间,并对生产制造过程中出现的异常情况进行及时处理与反馈,通过生产中的交错、重叠和并行操作来准确计算出设备生产品种和调整时间,从而提高设备利用率和生产率。
4.4 生产调度
该功能的主要目的是通过调整车间已制订的生产进度,对生产过程中的纱织疵、设备异常情况进行处理,并以作业、订单、批量和工作单等形式管理生产单元间的工作流。
4.5 过程管理
该功能主要用于生产过程的管理,通过数据采集接口,实现设备与制造执行系统之间的数据交换,以及机台生产数据的实时跟踪管理,同时,可对机台在生产过程中易出现的异常情况进行判断和处理,在机品种信息的翻改、轮班班次的修改,以及设备运转状态和生产数据的动态查询等功能。
4.6 维修管理
该功能对机台的生产能力和日常维修行为进行跟踪,以提高设备的利用率。
4.7 数据采集
该功能通过数据采集接口,来实时集成各个车间监测系统、部门信息管理系统中各类数据,并更新与生产管理功能相关的各种数据和参数,其中,包括产品跟踪、维护产品历史记录以及其它参数等。
5 结论
针对纺织企业计划层与车间制造层之间信息断层的问题,首先在原有车间监测系统、部门管理信息系统以及工艺管理系统的基础上,利用D-S证据、增量聚类理论方法,提出了相应的数据分类与融合方法,并通过纺织企业内部局域网,构建了一种大数据环境下的制造执行系统,实现了各类异构纺织业务与生产数据的有效集成。
系统测试结果表明:该系统运行稳定,数据集成结果准确,而且系统结构简洁、易维护。同时,所提出的数据分类与融合方法有效解决了纺织企业上层计划层与底层车间制造层之间信息无法衔接的现实问题,并通过强调制造过程的整体优化来帮助企业实施完整的闭环生产,同时也为企业信息化的建设提供了良好的技术支撑。但是,随着技术研究的不断深入和方案设计的不断细化,如下课题有待进一步研究。
5.1 在“两化融合”政策的指导下,深入探究纺织企业如何通过信息技术的进步来驱动纺织行业的管理创新和转型升级。尤其是,如何从交叉学科的角度,将纺织企业生产过程中的数据利用起来,即如何从数据中获取有价值的信息,为企业的管理创新决策提供数据依据,这是纺织制造执行系统设计过程中有待进一步考虑的重点。
5.2 如何通过数据融合结果进行纺织品加工过程质量的预测与控制,并对制造过程中的异常事件进行实时预警,从而保证整个生产过程的连续化,是一个系统实现与应用过程中值得深入探究的课题。
[1]COLORNI A M,DORIGO V.M.Ant system for jobshop scheduling[J].Belgian Journal of Operation Research,Statistic and Computer Science,1993,34(1):39-53.
[2]TANJU Y,PIRECE N G.Computerized manufacturing monitoring and dispatch system[J].Computers and Industrial Engineering,1998,35(1-2):137-140.
[3]DORIGO M,MANIEZZO V,COLORNI A.The ant system:optimization by a colony of cooperating agents[J].IEEE Transactions on Systems,Man and Cybernetics,Part B,1996,26(1):29-41.
[4]MICHAEL N H,MUNINDAR P S.Service-oriented computing:key concepts and principles[J].IEEE Internet Computing,2005,9(1):75-81.
[5]于冬青.制造执行系统 MES在纺织行业中的应用[J].针织工业,2006,33(9):65-68,4.
[6]CHENG F T,SHEN E,DENG J Y.Development of a distributed object-oriented system framework for the computer-integrated manufacturing execution system[C]//Proceedings of International Conference on Robotics & Automation Leuven,Belgium.1998:161-166.
[7]郑永前,陈洁.基于UML的面向服务的纺织制造执行系统建模[J].制造业自动化,2010,32(8):1-3.
[8]董玉倩.制造执行系统关键技术研究及在纺织企业的应用[D].天津工业大学,2008.
[9]Li B,Chen Z H,Chen Y.Research on reconfigurable manufacturing execution system[C]//Proceedings of International Conference on Intelligent Mechatronics and Automation,Piscat-away,NJ,USA:IEEE,2004:157-161.
[10]中国纺织报.纺织工业“十二五”科技进步纲要及三大要点[EB/OL].http://www.esilk.net/web/view.aspx?AID=111093,2012-11-08.
[11]邵景峰,李永刚,张勇,等.细纱车间制造执行系统(MES)的研究与实现[J].纺织器材,2010,37(1):60-63.
[12]陈洁,孔庆华,吴晶晶.面向服务的纺织机械制造执行系统研究[J].现代制造工程,2010,32(7):13-17.
[13]NIKNAM T,FARSANI E A.A hybrid self-adaptive particle swarm optimization and modified shuffled frog leaping algorithm for distribution feeder reconfiguration[J].Engineering Applications of Artificial Intelligence,2010,23(8):1 340-1 349.
[14]NHAN N T,INSOO K.An enhanced cooperative spectrum sensing scheme based on evidence theory and reliability source evaluation in cognitive radio context[J].IEEE Communications Letters,2009,13(7):492-494.
[15]KEHRY S,UHL H.通过智能数据管理提高纺织机械效率[J].国际纺织导报,2011,39(3):72,48.
[16]刘佩全.知识挖掘在纺织行业信息化建设中的作用[J].纺织导报,2012(7):160-163.
[17]詹俊,费树岷.基于数据挖掘的纺织企业质量管理系统[J].江苏纺织,2013,31(1):42-46.
[18]李荟萃,吕志军,项前,等.面向产品生命周期的质量控制模型及应用[J].机械设计与制造,2012,50(1):231-233.
[19]XING Zhiqiang,NING Shiyong,LI Wei,et al.Blind localization of multiple primary users without number knowledge[J].Journal of Harbin Institute of Technology(New Series),2012,19(5):113-117.
[20]CHAKRABORTY S,RAY I.TrustBAC:integrating trust relationships into the RBAC model for access control in open systems[C]//Proceedings of the 11th ACM Symposium on Access Control Models and Technologies.New York:ACM Press,2006:49-58.
[21]ABHIJIT M,PRABAL K M,BIJAN S.Application of linear regression,artificial neural network and neurofuzzy algorithms to predict the breaking elongation of rotor-spun yarns[J].Indian Journal of Fibre &Textile Research,2005,30(5):19-25.
[22]CHATTOPADHYAY R,GUHA A.Artificial neural networks:Applications to textiles[J].Textile Progress,2004,135(1):1-42.
[23]MAJUMDAR P K,MAJUMDAR A.Predicting the breaking elongation of ring spun cotton yarns using mathematical,Statistical,and artificial neural network models[J].Textile Research Journal,2004,34(7):652-655.
[24]DEAN J,GHEMAWAT S.MapReduce:simplified data processing on large clusters[J].Communications of the ACM,2008,51(1):107-113.
猜你喜欢
纺织报告(2022年8期)2022-08-25 08:14:38
智能制造(2021年4期)2021-11-04 08:54:28
纺织科学研究(2021年7期)2021-08-14 01:42:34
小学生学习指导(中年级)(2018年11期)2018-11-29 08:56:18
农村农业农民·B版(2018年11期)2018-01-28 13:28:12
科技传播(2017年22期)2018-01-10 00:29:07
中小企业管理与科技·下旬刊(2017年8期)2017-09-13 18:58:33
中国老区建设(2016年12期)2017-01-15 13:54:08
计算技术与自动化(2014年3期)2014-10-28 23:40:34
计算技术与自动化(2003年2期)2003-04-29 19:22:34
