氧化钇弥散强化钨基复合材料的制备及其性能评价
2012-12-31 13:36:04周张健骆学广屈丹丹
中国钨业 2012年1期
谈 军,周张健,钟 铭,骆学广,屈丹丹
(1.北京科技大学 材料科学与工程学院,北京 100083;2.北京天龙钨钼科技有限公司,北京 101117)
钨及其合金具有高熔点、高热导率、高密度、低热膨胀系数、优良的耐蚀性、优异的抗热冲击和抗中子辐照性能以及热电子发生能力强等性能,从而在航空航天、核工业、电子、化工等领域得到广泛的应用[1-3]。然而,由于W具有低温脆性,界面结合力小、较高的韧脆转变温度、低的再结晶温度以及辐照硬化和脆化等特性,从而限制了钨的广泛应用[1]。
氧化物(ThO2[4],La2O3[5-6],HfO2[7],Y2O3[7-9]等)熔点高,高温稳定性好,且它们在钨基体中的固溶度小,因而常常被用作钨的弥散强化相。在烧结过程中,弥散相的钉扎效应阻碍了高温回复及再结晶过程,提高了再结晶温度,抑制了钨晶粒的长大,从而提高钨合金的高温强度和蠕变性能,改善钨的低温延性,降低了钨的韧脆转变温度。在细化晶粒和促进材料致密化上,Y2O3是最佳的氧化物弥散强化相,它能显著的细化W晶粒和提高钨合金的穿甲和自锐化能力[7,10]。
研究表明,随着Y2O3含量的增加,钨合金在高温固相烧结时产生部分液相,从而促进了钨的烧结致密化,进而提高了钨的力学性能。当Y2O3的添加量为5%(质量分数)时,W的晶粒可细化至3.7μm[7-8]。但当Y2O3含量过高时,W-Y2O3合金的高温力学性能显著降低,从而限制了钨在高温结构材料方面的应用[9]。此外,由于钨对氧具有较高的敏感性,钨粉体及其制备工作过程中引入的氧极易引起钨的脆化,为了降低钨中的氧。Veleva[11]和Avettand-Fenoel[12]等人采用Y代替Y2O3加入到W中,利用Y的高活性,在高能球磨的过程中夺取钨中的氧,从而降低钨合金中的氧含量,提高材料的性能。
在Y2O3弥散强化钨合金中,Y2O3以W-Y-O化合物形态填隙在W合金的残余气孔中。若向在W-0.5Y2O3中加入一定量的固溶强化相(Ti),则有助于促进W的致密化及其晶粒细化[13-14]。
本文采用高能球磨、通氢烧结和后期热轧处理制备了ODS-W合金(W-0.5%Y2O3-1%Ti),研究了球磨时间对ODS-W粉体及其性能的影响。在此基础上,采用EDS和XRD分析了Y2O3和Ti在钨中的存在方式及其后加工热处理变形工艺对W的显微组织结构及其力学性能的影响。
1 实验
1.1 原料
实验所用的商品钨粉平均粒度2μm,纯度99.9%(氧含量另计),Y2O3平均粒度50nm,纯度为99.99%。Ti粉平均粒度为64μm,纯度为99.9%。
1.2 制备工艺
按Y2O3的质量分数为0.5%,Ti的质量分数为1%的质量配比称取Y2O3粉、Ti粉和钨粉放入TZM球磨罐中,再加入一定量的TZM磨球(球料比为5:1),在氩气(99.9999%)保护气氛,球磨机转速为380r/min下机械合金化30h。然后将机械合金化后的粉体置于充有Ar气体的手套箱中,取出800g左右的钨粉装填在直径为80mm的钢模中进行压制成型,其成型压力为200MPa,然后将干压成型后的钨坯置于中频感应炉中,于2 300℃的高温下通氢气烧结5h后获得氧化物弥散强化钨块体。再在1500℃左右经正交轧制3道次后获得厚度为3.5mm的钨板,轧制总变形量为56%,最后经1 150℃下退火1h获得ODS-W板。
1.3 性能测试和结构分析
采用Archimedes排水法测定样品的体积密度。样品经切割、粗磨、细磨、抛光后加工成3mm×2mm×20mm的单面抛光的样品,利用三点弯曲法测定材料的抗弯强度,跨距为15mm,压头的移动速度为0.5mm/min。
采用维氏显微硬度计进行测试材料的显微硬度,载荷为200g,保持时间15s。采用带有Tracor Northern能谱仪(EDS)的LEO-1450型扫描电子显微镜(SEM)对试样的表面及断口进行显微分析,利用EDX分析第二相的成分。采用D/MAX-RB型X射线衍射仪(XRD)对高能球磨后的W-0.5%Y2O3-1%Ti粉体和烧结后的样品进行物相分析。
2 结果和讨论
2.1 球磨时间对粉体性能的影响
图1为不同球磨时间下W-0.5%Y2O3-1%Ti粉体的XRD谱。从图1可以看出,高能球磨5h后,钨粉体中的Y2O3峰消失,但是粉体仍然还存在着少量的Ti,同时钨峰也未见宽化现象。当球磨至15h后,粉体中的Ti峰消失。因此可以推测经高能球磨15h后,Y2O3和Ti与钨发生了机械合金化并固溶到钨的晶格。且当球磨时间增加至30h时,钨峰呈现明显的宽化,这表明随着球磨时间的增加,粉体的粒径也随着降低。
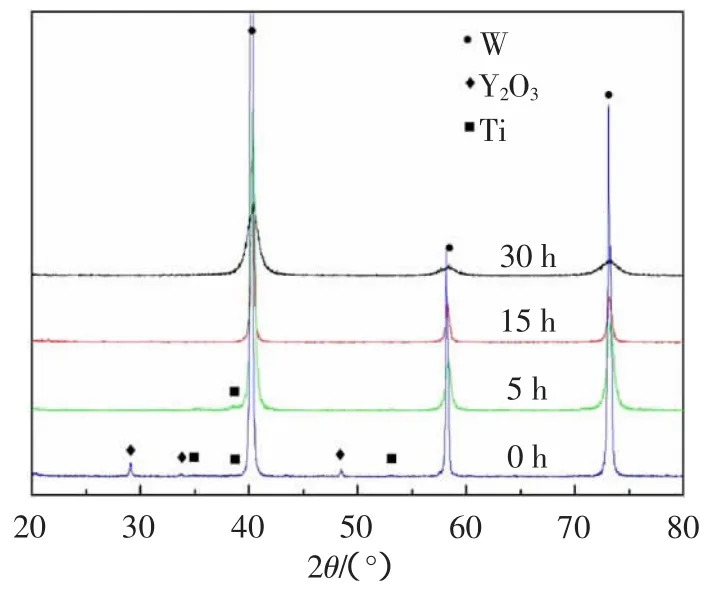
图1不同球磨时间下W-0.5%Y2O3-1%Ti粉体的XRD谱
图2为原始W粉和高能球磨30h后W-0.5%Y2O3-1%Ti粉体的形貌图。从图2(a)可以看出,原始钨粉呈规则的球形或者多面体形貌,粉体粒径约在2μm。经过高能球磨30h后,在磨球的剧烈碰撞及摩擦作用下,粉体颗粒表面发生强烈塑性变形,钨颗粒的形貌发生明显的改变,部分钨颗粒之间产生了明显的焊合黏结现象,从而导致部分钨的颗粒粒径变大。从图2(b)可以看出,钨颗粒的平均粒径约2μm。但从XRD的分析结果可以看出,经高能球磨30h后粉末的衍射峰呈现明显的宽化,由于在高能球磨的过程中,存在着晶粒细化以及应变,因此采用Hall方法计算球磨后W粉体晶粒的大小,经计算可得,经高能球磨30h后,钨粉的晶粒大小在82nm左右,微观应变为0.1484%。

图2 粉体形貌图
2.2 显微组织
图3为经2 300℃通氢烧结后W-0.5%Y2O3-1%Ti的表面形貌及其能谱图,从图3(a)可以看出,采用高能球磨工艺可使得第二相颗粒均匀地分布在钨基体中,且主要弥散分布在钨晶粒的三角晶界处,其颗粒大小在1~3μm之间,如图3(b)所示。此外,同时也发现有少量细小的第二相颗粒分布在钨的晶内。经EDS分析,可知第二相颗粒为富Ti的Y-Ti-O化合物,其中,当Ti含量较高时,第二相颗粒呈黑色。此外,XRD分析表明(图4),W-0.5%Y2O3-1%Ti中存在着少量的α-Ti。这表明在烧结过程中,一方面Ti和Y2O3颗粒形成Y-Ti-O化合物,另一方面,过量的Ti以α-Ti形式存在于钨基体中。

图3 W-0.5%Y2O3-1%Ti的表面形貌及EDS图
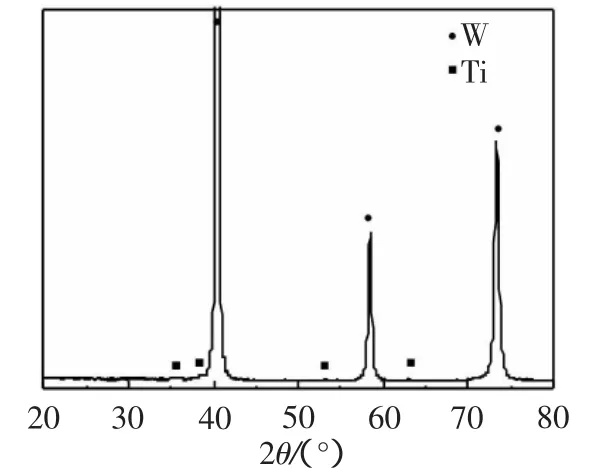
图4 W-0.5%Y2O3-1%Ti的XRD谱
图5为烧结后ODS-W的断口形貌图,未经过热加工变形前,钨的晶粒为等轴晶状,晶粒大小在10μm左右,颗粒相互结合较差。当受到外力作用时,裂纹沿着W晶粒的晶界进行扩展,显示出典型的沿晶脆性断裂模式。
为了改善材料的性能,提高W-0.5%Y2O3-1%Ti(ODS-W)的致密度,将烧结后的ODS-W在1 500℃左右经正交热轧处理,最后经1 150℃退火处理1h。经热加工处理后样品(ODS-WR)的表面及其断口形貌图如图6所示。从图6可以看出,经热轧制加工变形后,钨的晶粒形貌发生了明显的改变,材料的断口存在着大量的穿晶断裂,同时存在着一定的韧窝。这表明经过轧制变形加工后,材料的断裂方式由沿晶断裂模式变为沿晶断裂和穿晶断裂的混合断裂模式,同时材料的韧性也有着一定的提高。
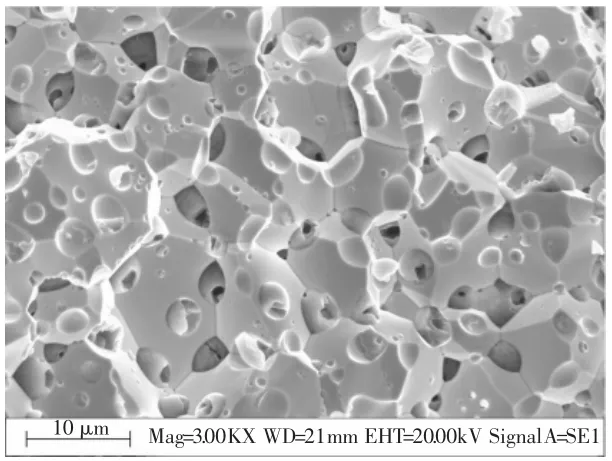
图5 W-0.5%Y2O3-1%Ti的断口形貌图

图6 ODS-WR的断口形貌图
2.3 力学性能
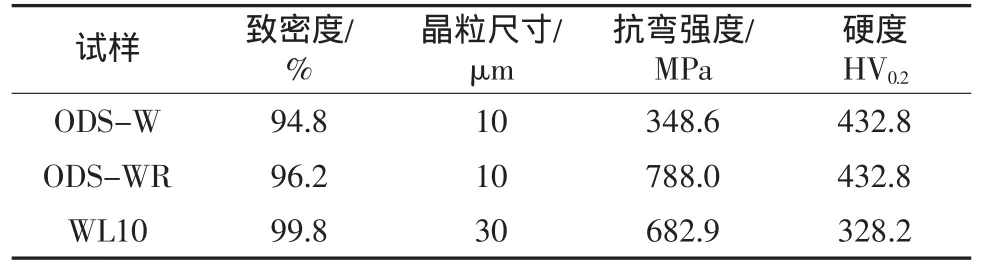
表2 氧化物弥散强化钨的力学性能
表2列出了经正交轧制变形处理前后ODS-W和采用相同工艺制备的商用WL10材料的相对密度、晶粒尺寸及其力学性能。从表2可以看出,热轧制加工变形前,ODS-W的相对密度为94.8%,经过正交轧制变形处理后ODS-W的致密度提高到96.2%。这表明通过热加工变形处理工艺可以明显地提高ODS-W的致密度。同时从表2可以看出,热加工变形前,材料的抗弯强度为348.6MPa,经热轧处理后,ODS-RW样品沿轧制方向的抗弯强度提高到788.0MPa,比未经轧制变形前W的力学性能提高126%。钨合金密度的提高及其材料在热轧的过程中引入的位错等缺陷是材料力学性能提高的一个重要因素,大量体积分数的穿晶断裂赋予了ODS-RW样品较高的力学性能。然而,由于ODS-W在热加工变形前后钨的晶粒尺寸都在10μm左右,从而使得钨的显微硬度保持在一个恒定的数值。与采用相同方法制备的商用WL10相比,采用Y2O3和Ti复合掺杂可获得力学性能优异的氧化弥散强化钨。
3 结论
(1)球磨时间影响着W-Y2O3-Ti粉体的表面形貌。XRD分析结果表明,高能球磨15h后,Y2O3和Ti与钨发生了机械合金化并固溶到钨的晶格中。且当球磨时间增加至30h时,钨峰呈现明显的宽化。经采用Hall方法计算可得,高能球磨30h后,钨粉的晶粒大小在82nm左右,其应变为0.1 484%。
(2)经过高温烧结后,Y-Ti-O化合物均匀地分散在钨基体中,其颗粒大小在1~3μm左右。此外,同时也发现有少量细小的第二相颗粒分布在钨的晶内。XRD分析表明,钨基体中存在着少量的Ti。
(3)经过热轧处理后可获得晶粒尺寸为10μm,相对密度为96.2%,抗弯强度和维氏硬度分别为788.0MPa,HV432.8的氧化物弥散强化钨。
[1]LassnerE,SchubertW D.Tungsten-Properties,Chemistry,Technology of the Element,Alloys and Chemical Compounds[M].New York:Kluwer-Academic/Plenum Publishers,1998.
[2]张启修,赵秦生.钨钼冶金[M].北京:冶金工业出版社,2005.
[3]Smid I,Akiba M,Vieider G,et al.Development of tungsten armor and bonding to copper for plasma-interactive components[J].Journal of NuclearMaterials[J],1998,253-263:160-172.
[4]King G W,Sell H G,The effect of thoria on the elevated temperature tensile properties of recrystallized high-purity tungsten[J].Transactions of the Metallurgical Society of AIME,1965,233:1104-1113.
[5]Saito N,Mabuehi M,Nakamura M,et al.Effects of the La2O3particles addition on grain boundary character distribution of pure W[J].Journal ofMaterials Science Letters,1998,17:1495-1497.
[6]Mabuchi M,Okamoto K,Saito N,et al.Deformation behavior and strengthening mechanisms at intermediate temperature in W-La2O3[J].Materials Science and Engineering A,1997,237:241-249.
[7]Kim Y,Lee K H,Kim E P,et al.Fabrication of high temperature oxides dispersion strengthened tungsten composites by spark plasma sintering process[J].International Journal of Refractory Metals and HardMaterials,2009,27:842-846.
[8]Kim Y,Hong M H,Lee S H,et al.The Effect of Yttrium Oxide on the Sintering Behavior and Hardness of Tungsten[J].MetalsMaterials International,2006,12:245-248.
[9]Itoh Y,Ishiwata Y.Strength properties of yttrium-oxide-dispersed tungsten alloy[J].JSME International Journal Series A,1996,39:429-434.
[10]马运柱,黄伯云,熊 翔.稀土钇对纳米粉90W-7Ni-3Fe合金烧结特性的影响[J].中国有色金属学报,2005,15:882-887.
[11]Veleva L,Oksiuta Z,Vogt U,et al.Sintering and characterization of W-Y and W-Y2O3materials[J].Fusion Engineering Design,2009,84:1920-1924.
[12]Avettand-Fenoel M N,Taillard R,Dhers J,et al.Effect of ball milling parameters on the microstructure of W-Y powders and sintered samples[J].International Journal of Refractory Metals and HardMaterials,2003,21:205-213.
[13]Aguirre M V,Martín A,Pastor J Y,et al.Pareja R.Mechanical properties of Y2O3-doped W-Ti alloys[J].Journal of NuclearMaterials,2010,404:203-209.
[14]Monge M A,Auger M A,Leguey T,et al.Characterization of novel W alloys produced by HIP[J].Journal of NuclearMaterials,2009,386-388.
猜你喜欢
无机盐工业(2022年12期)2022-12-22 04:17:04
山东冶金(2022年4期)2022-09-14 08:59:00
小哥白尼(军事科学)(2022年4期)2022-07-08 07:03:38
广东建材(2022年1期)2022-01-28 15:08:18
粉末冶金技术(2021年3期)2021-07-28 06:26:40
陶瓷(2021年3期)2021-04-23 10:21:04
意林彩版(2020年3期)2020-11-22 20:54:12
中国钼业(2018年5期)2018-11-02 07:40:18
大众电视(蓝天下)(2018年8期)2018-10-26 01:00:40
中国钨业(2018年5期)2018-02-27 09:05:54