
多层钢结构框架安装多个大型设备一次性吊装
2012-12-23 04:40虞海廉
石油化工建设 2012年2期
虞海廉
中国化学工程第七建设有限公司 四川成都 610100
多层钢结构框架安装多个大型设备一次性吊装
虞海廉
中国化学工程第七建设有限公司 四川成都 610100
为了减少在多层钢结构框架里的尿素多台设备的安装时间,并缩短多层钢机构框架组对间断性,我们采用多层钢机构框架预留的方法。用大型吊车一次性吊装尿素多台设备,有效的缩短了工期,提高了经济效益,同时也增加了施工中的安全性。
起升高度 回转半径 额定重量
1 概况
2009年我公司在重庆涪陵建峰二化肥45万t合成氨.年产80万t尿素装置承建中,承担了80万t尿素钢结构框架里多台主要大型设备的吊装工作,这些设备主要的形状尺寸(见表1)。

表1 重量及安装高度例表
由于设备是安装在多层尿素钢结构框架里,而钢结构框架组对量大,钢结构框架安装时采用塔吊进行吊装组对(由三化建负责设备安装和钢结构框架组对),该项目工程的建设工期为2009年1月至2009年11月。建设过程中,大部分设备是载船通过长江经离厂区几十公里外的涪陵河运输到涪陵建峰厂区专用码头进行卸船,采用大型拖车运输到1km的厂区尿素钢结构框架场地,整个安装过程中施工时间较短。
2 吊装方案的选择
开工前由业主,监理公司组织施工单位按照合同分类进行讨论,在合同中位号为R-201.E-201.E-205三台由500t以上的履带吊车为主进行吊装,其余的设备分别以250t、150t履带吊车为主进行吊装。由于场地的狭小,且设备是由外地运输到现场,设备在运输过程中可能出现不到位或采购设备不急时等各方面的原因,都可能出现设备安装泄后现象。按照组对一层钢结构,安装一层设备的方法进行,有可能与设备的到场安装时间和顺序不相不符合,设备运输时受到河水和设备出厂时间的条件限制,都有可能无法按照设备安装时间到达现场,给设备安装带来时间上的拖延,吊装单位提出采用多层钢机构框架预留的方法,用大型吊车750t履带吊车为主一次性吊装作业.其原因是解决设备不能按时到现场因素.得到了业主,监理的同意和批准。
2.1 设备的吊装顺序和方法
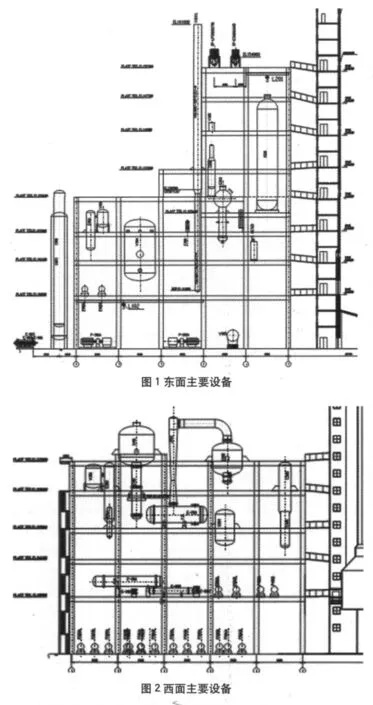
(1)根据设备在尿素钢结构框架安装位置,我们把设备分为东西两侧
在东面吊装的设备位号
E-201.E-205.R-201.E-203.E-703.E-702.V-904.E-804.(见图 1)。
在西面吊装的设备位号(见图2)。
C-303/E-302.S-402/E-402.S-401/E-401.E-303.
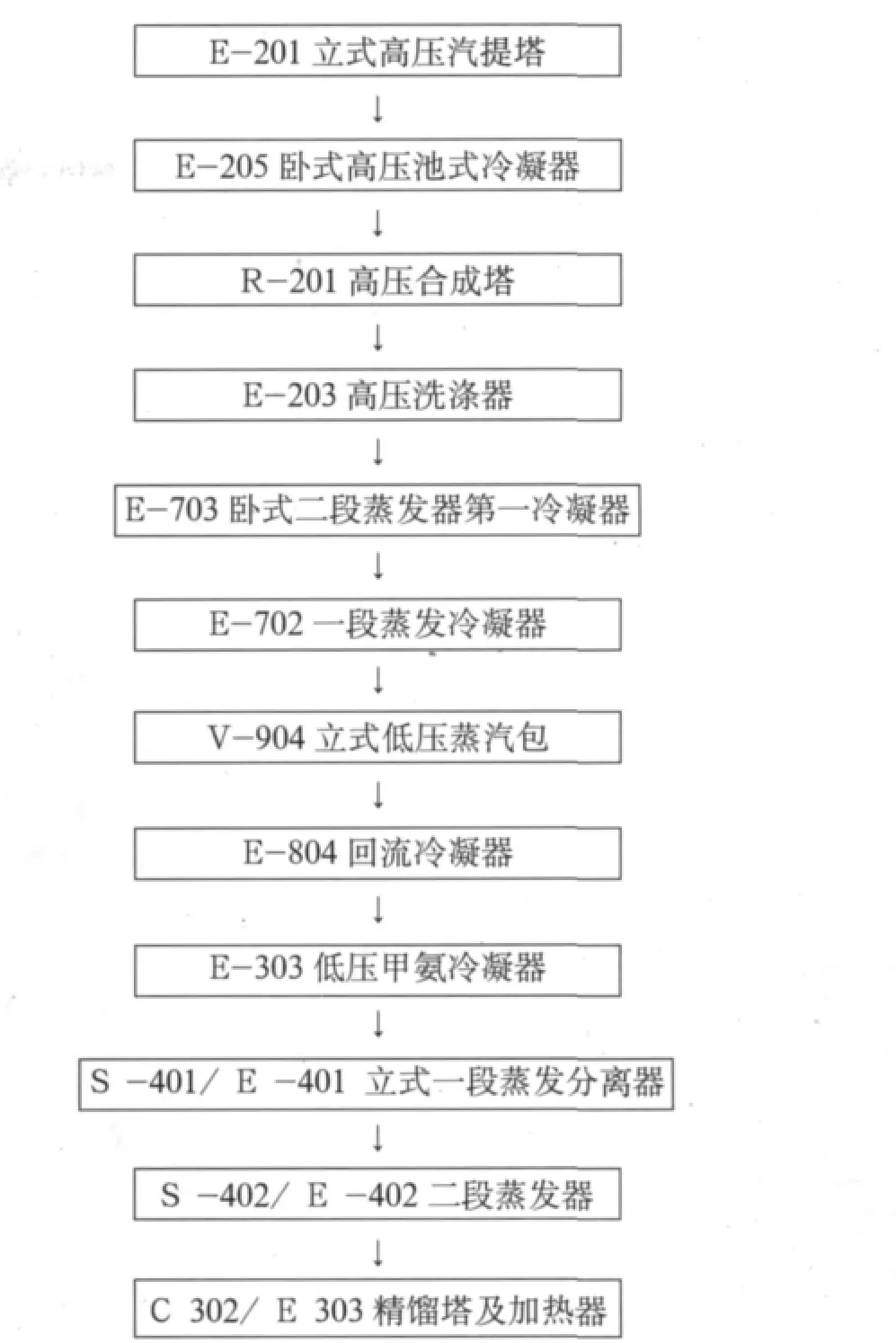
(2)吊装顺序
由尿素钢结构框架安装组对情况和设备安装位置,吊装时的先后顺序如下进行:
3 设备的堆放按排
为了不影响钢结构和西面储罐的组对,合理安排设备的摆放,是关系到钢结构组对和设备吊装工作顺利进行的主要因素。我们按照设备的吊装顺序进行摆放,分为东西两面,(见图3)。

3.1 预留情况
根据设备的重量及安装位置,首先确定设备吊装中吊车所需要的回转半径和最大起重量。设备吊装中采用750t履带吊车,臂杆长度为70m,由750t履带吊车性能,可得设备安装在尿素钢结构框架位置时需用下列的回转半径和最大起重量是安全的。(见表2)钢结构框架设备吊装时的主要参数和要求。

表2 经计算其尿素钢结构框架设备吊装时的主要参数和要求
3.2 经核算,吊装前尿素钢结构框架应预留如下列
我们在东面吊装时钢结构预留情况为:
(1)B~C⑤~⑥12m以上内横梁;
(2)C⑤~⑥41m以上的横梁;
(3)D⑤~⑥25.6m以上的横梁;
(4)D④~⑤48.7m以上立柱;
(5)C~D/④~⑤47.3m以上横梁;
(6)B~C⑤和B~C④以上的横梁(E-205卧式高压池式冷凝器设备就位时上方横梁)进行预留;
(7)D②~③22m以上的横梁;
(8)A~B③22m以上的横梁 (二段蒸发器第一冷凝器设备就位时上方横梁)进行预。
在西面,设备安装上方框架立柱内的横梁进行预留。
4 吊装方法
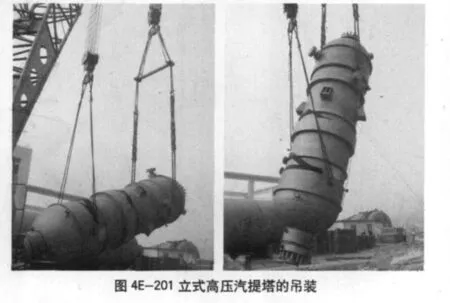
4.1 E-201立式高压汽提塔的吊装
根据吊装顺序,对立式设备E-201立式高压汽提塔,750t履带吊车主吊车站在钢结构框架东面轴线⑤~⑥之间离安装位置中心24m处,在基本配重下回转半径为12内,起重量为264t,副吊车采用260履带吊车,副吊车采用基本臂杆24m起重量为124t,回转半径为10m抬尾部.如图4所示.设备起吊垂直后副吊车脱钩,主吊车转向钢结构框架边缘,同时组对钢结构的塔吊臂杆随主吊车方向转动,使塔吊臂杆不碰击750t履带吊车臂杆,750t履带吊车开始加超提配重,使起重量达到341t,起吊E-201立式高压汽提塔吊入位置。
在吊装中使用的平衡梁采用Φ273×8无缝钢制作,长度为3500mm,钢丝绳采用6×61+1,抗拉强度为185kg/mm2Φ90双股兜在设备的管式吊耳上。平衡控制钢丝绳采用6×37+1,抗拉强度为185kg/mm2Φ30双股,卡环20T两个.副吊车使用钢丝绳采用6×37+1,抗拉强度为185kg/mm2Φ52(机索具计算略去),设备就位后再卸下超提配重。
4.2 E-205卧式高压池式冷凝器的吊装
根据设备的堆放位置,E-201立式高压汽提塔吊装工作结束后铺设路基板,750t履带吊车行走至东面轴线④~⑤之间,回转半径在离卧式高压池式冷凝器就位中心24m处,钢丝绳采用6×61+1,抗拉强度为185kg/mm2Φ90双股兜,在吊装前为了防止设备左右摆动碰击钢结构框架和吊车臂杆,采用Φ16的麻绳作控制绳栓在设备的两端.起吊前加好配重,使起重量达到 341t.(见图 5)。
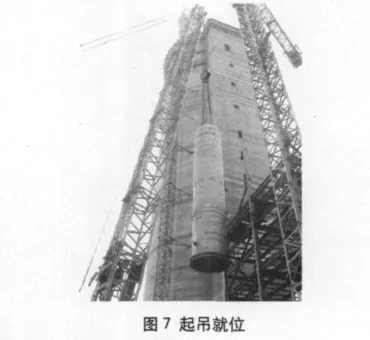
4.3 R-201高压合成塔的吊装
卧式高压池式冷凝器吊装就位后卸下超提配重,然后脱钩起杆,铺路基板行走至东面轴线⑤~⑥之间离高压合成塔就位中心18m处,再转向设备堆放处。副吊车采用260履带吊车抬尾,副吊车采用基本臂杆24m起重量为124t,吊装方法与立式设备E-201立式高压汽提塔相同.吊绳采用6×61+1,抗拉强度为185kg/mm2Φ90双股兜在设备的管式吊耳上,抬吊时使主吊车不动,副吊车边起吊边行走,吊绳采用6×37+1,抗拉强度为185kg/mm2Φ52(机索具计算略去)。(见图 6)。

设备垂直后,副吊车吊钩脱钩,主吊车起吊设备转向钢结构框架边缘,同时安装钢结构的塔吊臂杆随主吊车方向转动,主吊车加好超提配重,使起重量达到415t,然后起吊就位,(见图7)。
4.4 E-203高压洗涤器的吊装
R-201高压合成塔的吊装就位脱钩后,同样的方法将吊车走至轴线④~⑤之间之间离高压洗涤器设备就位中心18m处,吊车采用150t履带吊车配合。(见图8)。

4.5 E-703卧式二段蒸发器第一冷凝器V-903立式低压蒸汽包E-804回流冷凝器设备的吊装
E-203高压洗涤器的吊装就位脱钩后,铺设路基板750t履带吊车行走至东面轴线①~③之间,行走时塔吊配合转动塔吊塔杆方向,立式设备使用的副吊车采用150t履带吊车配合,3台设备用同样的方法吊装。V-903立式低压蒸汽包吊装见图9(机索具计算略去)。

4.6 西面设备的吊装
E-303低压甲氨冷凝器S-401/E-401二段蒸发器S-402/E-402立式一段蒸发分离器C303/E302精馏塔及加热设备的吊装。
东面设备吊装完成后开始行走至尿素钢结构框架西北方向,如设备的堆放平面图位置.西面的设备到场时间为5月初,到场后按指定位置摆放在储罐西面进行组对,组对时采用其它吊车进行,同时作好吊装准备工作。(见图10)。


西面设备采用150t履带吊车配合,750t履带吊车站位在西面①~②轴线规定的范围内,设备吊装顺序由E-303低压甲氨冷凝器开始进行。(见图11)。S-401/E-401二段蒸发器S-402/E-402立式一段蒸发分离器采用二段蒸发器第一冷凝器所用的平衡梁,最后吊C303/E302设备(机索具计算略去)。(见图12)。

5 吊装中的要求
为了在吊装中做到万无一失,进行两个单位的协调性,吊装前由业主,监理公司组织施工单位进行严格的吊装程序审核.布属了尿素设备吊装统一协调程序:
接受总指挥的统一协调通知,由吊装总监根据总指挥的指令,层层下达检查,确认指令,在所有检查合格后,确认作业人员全部到位,由起重工程师将检查结果请示总指挥及吊装总监,根据吊装总监指令下达尿素大设备吊装令,吊装作业统一接受“起重指挥”的指挥,包括塔吊配合及设备就位过程,安装协调指挥需要解决的问题,统一汇交起重工程师处,由起重工程师给“起重指挥”下达指令,监理及业主代表的意见和建议,必须汇总的总指挥处,由总指挥评估后,层层下达指令,不得指挥或干涉“起重指挥”的作业,起重指挥及班组,安装协调及班组,有权拒绝除起重工程师外的任何指挥指令.设备工程师.质量.安全的指令,必须通过吊装总监下达,技术.安全及副总指挥,必须向总指挥提供及时,可靠的建议。
6 吊装前的准备
(1)750t履带吊车站位的处理
由于750t履带吊车的自身的重量较重,对地面的硬度要求较高.地面应有足够的承载能力,我们在吊装前应进行处理,方法是在吊车站位处原始地面下铺设一层30cm的大片石,片石上铺设一层10~30沙夹碎石,由压路机反复进行碾压,使地面强度达到40t/m2,在铺上吊车的专用路基板。
(2)吊装前由施工单位的质量安全部组织专业人员对吊车和塔吊的机械进行全面检查,并且由吊车司机和塔吊作业人员每天进行填写好吊车和塔吊的使用安全检查记录,以确保吊装的顺利进行。
(3)吊装前,应对吊装场地进行清理,将尿素钢结构框架组对时预留的钢结构暂时堆放到不影响吊装场地的地方,以保证场地畅通无阻。
(4)吊装前,由施工安装单位进行钢结构框架基础的检查(三化建负责设备安装进行检查),确定基础是否与设备底座安装位置相符合,如不符合的情况下应尽量与设计单位联系修改安装方案,处理好设备基础,以保证安装顺利进行。
7 设备吊装时的安全措施和注意事项
(1)在吊装前,起重技术员对起重作业人员进行全面的技术交底,使全体起重作业人员熟悉吊装方案,在吊装作业过程中做到心中有数,忙而不乱,吊装时选排一名有丰富经验的人员作吊装指挥,指挥人员应穿戴鲜明的标志或特殊颜色的安全帽,并严格执行起重“十不准吊”的安全原则。
(2)设备在起吊前,吊车司机和吊装指挥人员应与塔吊司机采用对讲机或手机联系配合,当吊车方向在尿素钢结构框架东面时,塔吊的臂杆应顺尿素钢结构框架方向,当吊车起吊设备转向尿素钢结构框架时,塔吊的臂杆应转向尿素钢结构框架垂直方向或向设备就位时的斜方向转动,对卧式设备E-205高压池式冷凝器吊装时,为防止设备左右旋转碰击尿素钢结构框架,吊装前应栓好控制绳控制设备左右摆动。(见图13)。

(3)吊装时应做好临边防护工作,设备的安装位置下层没有安装楼层平台板时,应在下方铺设安全网,尿素钢结构框架周围未安装防护栏杆时应在构框架边牵拉?6钢丝绳作安全生命线,作业人员在构框架边作业安全带应栓挂在钢丝绳上,以防止坠落事故的发生。(见图14)。

(4)所有的起重作业人员应熟悉和执行《起重吊运指挥信号》(GB5082).哨音应清楚,响亮,旗语,手式应准确,作业人员不得凭估计,猜测进行操作。吊装中必需严格遵守“十不准吊”的安全原则,严禁违章操作指挥。
(5)文明施工保持现场清洁卫生,在吊装区内拉好警戒线,禁止非作业人员进入吊装现场,做好禁戒区标志。
8 对这种吊装的工期和经济分析
(1)在一般的情况下,我们都是采用组对一层钢结构框架安装一层设备,这样的方式在设备完全到场地的情况下是可行的,而其在大型吊车能保证随叫随到的情况下进行。但组对这样大的尿素钢结构框架和设备的安装需要三四个月的时间,大型吊车需要3、4个月,大型吊车的连续工作时间较短,停留时间长,吊车的费用较高,在设备吊装过程中需要钢结构框架停工配合,耽误组对时间的连续性。另一个方面现场的场地较窄小,对钢结构框架材料的堆放有限,特别是西面的储罐组对安装也不能进行,这也给设备的安装工作带来缓慢影响。实际的工作中设备是由外地采购,存在了运输困难,设备不急时到位现象,设备实际到场地时间(东面设备由2月25日至4月10日)(西面设备5月5日左右)。如果采用这样的方法在短短的一年内完成建设尿素钢结构框架设备的安装工作是很困难的,即时能够完成安装工作也可能保证不了质量,因为后面有复杂的管道和电气仪表安装及保温等工作带来时间上的不充足现象。
(2)我们采用多层钢结构框架里的尿素多台设备一次性吊装,解决了上属的一些不利现象,从吊装的角度来讲,每台设备只需要一天的时间,5月5日开始E-201立式高压汽提塔吊装,5月20最后一台C 302/E 303精馏塔及加热器吊装结束,吊装只用了15天时间就完成,吊车费用减少,同时也增加了多层钢结构框架组对时间,也不影响其它的小设备的安装工作,为其它工种争取了多余的安装时间,安全方面已得到保证。
9 结语
通过实际的吊装工作,这种合理的安排设备吊装方法,减少了施工现场钢结构组对的间断性和吊装交叉作业现象,同时也增加了尿素钢结构框架组对的连续性,缩短了尿素钢结构框架安装的时间,克服了设备不能急时到达现场的现象,得到了业主高度赞扬,保证了其它设备.管道.电气仪表安装和保温工作的顺利进行进,这样的设备吊装具有安全,经济性好,安装进度快的特点,值得在今后的工作中采用。
1从周 等编.机械设备安装计算手册.中国建筑工业出版社,1983.
2华人民共和国石油化工行业标准.SH/T3515-2003.大型设备吊装工程施工工艺标准.北京:中国石化出版社,2004.
3杨文柱 编.重型设备吊装工艺与计算.中国建筑工业出版社,1984.
4罗顶瑞,朱兆华编著.大型吊装组织设计与方案实例分
5蒋智翔 编著.材料力学.北京清华出版社,1985.
6宋寿南.冯怒 编.材料力学.湖南大学出版社.1988
7苏志平 主编.材料力学全程辅导.中国建筑工业出版社,2004.
TE682
B
1672-9323(2012)02-0078-06
2012-03-11)
猜你喜欢
中国设备工程(2023年2期)2023-02-13
绿色建筑(2021年4期)2022-01-20
起重运输机械(2021年22期)2021-12-03
中国特种设备安全(2021年12期)2021-04-26
石油化工建设(2018年2期)2018-07-11
石油化工建设(2017年5期)2018-01-26
幼儿画刊(2017年1期)2017-03-20
学苑创造·A版(2016年9期)2016-10-10
现代工业经济和信息化(2016年12期)2016-05-17
石油化工建设(2015年5期)2015-12-01
