
非标斜铁在离心机安装中的应用
2012-12-23 01:37:24金宝烨包中宇王向东郑春海
纯碱工业 2012年6期
金宝烨,包中宇,王向东,郑春海
(唐山三友化工股份有限公司,河北唐山 063305)
非标斜铁在离心机安装中的应用
金宝烨,包中宇,王向东,郑春海
(唐山三友化工股份有限公司,河北唐山 063305)
由于土建预埋铁平面度没有达到规定标准,影响了离心机的安装精度而增加了振动。设计制作与预埋铁斜度相匹配的非标斜垫铁作为离心机安装斜铁,通过工程实践的检验,取得了良好的效果,也为今后设备安装提供了可借鉴的经验。
非标斜铁;定点测量;制作;安装
唐山三友化工股份有限公司新增4台离心机为德国安德鲁兹公司生产的SZ1000/2型号离心机,该离心机长3 900mm(不包括螺旋进料器),宽2 190mm,高1 900mm,重量11 000kg。底部配重钢板长3 600mm、宽2 600mm、高200mm。配重钢板上部通过10条M36双头螺栓与离心机连接,配重钢板下部通过特殊减震垫与4个方形减震器上部贴合在一起,减震器下部与预埋铁表面通过斜铁和平铁找正并用M20地脚螺栓把紧的方法来达到配重钢板平面度精度和设备标高尺寸。由于土建的施工误差,使预埋铁的平面度超差,同一块预埋铁最高点和最低点相差18mm,同一台离心机基础4块预埋铁的最高点和最低点相差达到25mm。远远高于国家标准HGJ203-83规定的基础水平度每米不超过5mm,全长不超过10mm的要求。
1 以往安装经验
以往小型设备安装遇到预埋铁平面度超标的情况,我们一般都会采用加单块斜铁和铁板相结合、最后将斜铁和预埋铁点焊的方法。如果预埋铁面积大或设备质量大,我们还会在预埋铁和设备底座之间加一些相适应的钢板条,用手捶轻轻打紧后电焊点牢。由斜铁的单独线接触变成多线接触,以提高接触面积。采用此种方法有许多弊病:第一,由于设备底座与斜铁是多线接触,不是面接触,这就加大了设备底座的接触压强,导致设备底座的变形,影响了设备的使用寿命;第二,设备运行一段时间后底座松动,这就需要对底座斜铁打紧和螺栓紧固,由于斜铁的点焊,仅靠螺栓的把紧不能完全达到设备的紧固要求,另外螺栓的过度把紧还容易导致底座的变形;第三,此种方法不适合转速高、振动大、对平面度要求较高的转动设备。
2 非标斜铁制作
结合以往的设备安装经验及离心机的工作特性,我们针对预埋铁平面度超标的特点采用一种全新的斜铁-非标斜铁来完成离心机的安装。非标斜铁是通过精确测量出预埋铁的倾斜度,根据设备标高,将斜铁和平铁相结合,加工出与预埋铁倾斜度相匹配的斜铁。具体的操作过程如下:
2.1 定点测量
首先找出土建的纵横中心线,根据中心线测量预埋铁的位置是否正确。如果误差不大,我们可以通过借料找正的方法予以补救,如误差超出设备安装范围,则需要土建人员重新浇筑预埋铁。预埋铁位置找正后,将预埋铁上的铁锈和毛刺全部打磨掉,露出金属光泽,并用钢板尺和塞尺检查预埋铁的平面度,其平面度允许偏差为1mm/m。如超出允许偏差要用角磨机将高处全部打磨掉,预埋铁周围50 mm范围内的基础表面需要铲平,保证其水平度允许偏差为2mm/m。然后在土建测量人员配合下,用经纬仪和标尺测量出厂房框架标高线。以厂房框架标高线为基准,再依次测量出每个预埋铁4个角的标高,记录在案。在测量预埋铁标高时,要确保测量点都在预埋铁4个角的最高点,周围混凝土高度不超过预埋铁高点。
2.2 制作
根据测量出的预埋铁高度,结合设备安装标高线和厂房框架标高线,计算出预埋铁各点与设备安装标高尺寸差值。此时的尺寸差值就是非标斜铁的尺寸值,并根据尺寸差值绘出非标斜铁的图纸。如果非标斜铁的厚度超出普通钢板的厚度,可酌情在非标斜铁上面加平铁。平铁须经过机加工,平面度、平行度精度达到≤0.05mm要求,以保证设备标高与图纸相符。
非标斜铁全部制作完成后,具体形状尺寸见图1。
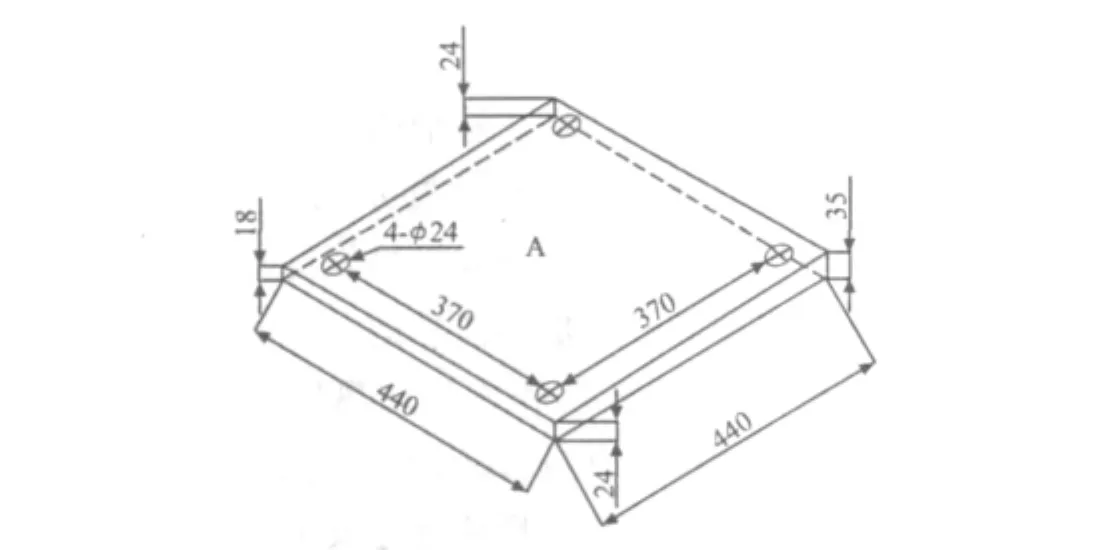
图1 非标斜铁
3 安装
3.1 找平
将非标斜铁按标记放到指定预埋铁旁边,检查非标斜铁有无磕碰造成的高点,如有则应用角磨机打磨掉。检查预埋铁上的地脚螺栓是否垂直,如果不垂直则用气焊将地脚螺栓根部烤红,顶部带上螺母,用手锤轻轻敲打至垂直。小心将非标斜铁穿过地脚螺栓并放置在预埋铁上,用手锤轻轻磕实。如边角有缝隙则需要用薄铁皮或铜皮塞实,用精度为0.02mm/m的条式水平仪测量非标斜铁平面的水平度,水平度≤0.04mm为合格。依次将4块预埋铁找平后联系土建测量人员,用经纬仪和标尺逐一测量非标斜铁的设备标高。测量点应为预埋铁的中心,以确保测量位置的统一性和减少测量误差。将测量过的非标斜铁标高尺寸通过厂房框架标高线与设备图纸要求的标高做比较,以非标斜铁标高尺寸最小值为最高点,依次计算出其余3块非标斜铁与设备图纸所要求的标高差值。标高差值≤1mm为合格,如超出1mm则要通过加铜皮来调整非标斜铁的标高。
3.2 紧固斜铁
调整完的非标斜铁用地脚螺栓全部把紧,拧紧力矩为140N/mm2,对称把紧。把紧后的非标斜铁重新用水平仪和经纬仪测量,以确保非标斜铁的水平度和4块非标斜铁在同一平面内的平面度。用0.05mm塞尺检查垫铁和预埋铁的间隙,以垫铁同一断面两侧塞入的总长度不超过垫铁的宽度的1/3。找正完成后将地脚螺栓松开,把减震器按标记放在非标斜铁上。标记为82.4kN的两个减震器放在离心机头部,标记为64.8kN的两个减震器放在离心机尾部。用地脚螺栓将全部减震器对角把紧,拧紧力矩为140N/mm2。把紧后的离心机头部减震器高度要高出尾部3mm左右,这是因为头部减震器承受的静态载荷为82.4kN,远远高于尾部减震器承受的64.8kN静态载荷。减震器的安装也标志着离心机找正工作的完成。
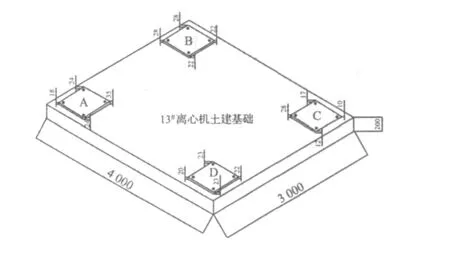
图2 离心机找正后基础
非标斜铁在离心机找正上的应用,解决了以往安装找正时的许多弊端。首先,缩短了设备安装找正的时间;其次,改善了传统找正时底座由于加装单个斜铁而产生的受力不均现象,避免变形的产生。
[1] GB50231—98机械设备安装工程施工及验收通用规范[S]
[2] 张麦秋.化工机械制造安装修理[M].北京:化学工业出版社,2001
[3] 赵兴仁,黄学峰,何思源,等.机械设备安装工艺学[M].重庆:科学技术文献出版社,1985
TQ 114.15
B
1005-8370(2012)06-38-02
2012-06-13
猜你喜欢
青少年科技博览(中学版)(2022年11期)2023-01-07 06:22:00
设备管理与维修(2022年21期)2022-12-28 07:33:34
橡塑技术与装备(2021年1期)2021-01-05 04:00:56
制造技术与机床(2019年7期)2019-07-22 03:42:48
中国盐业(2018年20期)2019-01-14 01:18:44
石油化工建设(2018年3期)2018-11-30 02:03:08
临床肝胆病杂志(2017年1期)2017-03-07 03:04:26
项目管理技术(2016年8期)2016-05-17 05:39:19
装备环境工程(2015年5期)2015-02-28 01:20:40
装备环境工程(2015年5期)2015-02-28 01:20:25
