
“磁脉冲挤压法”组合降压收集极的新工艺
2012-12-22 05:59:26丁宇杰张宁江孙自强史召臣
电子器件 2012年3期
王 薇,丁宇杰,张宁江,孙自强,丁 晟* ,史召臣
(1.北京122 信箱,北京;2.南京三乐电子信息产业集团有限公司,南京211800;3.解放军91061 部队)
1 行波管简介
行波管的结构如图1 所示。
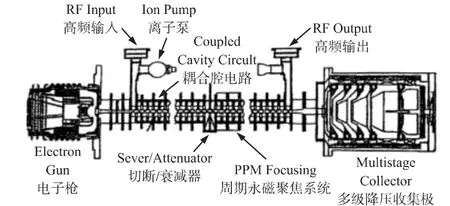
图1 行波管结构示意图
图1中,收集极部分极为关键,其作用是将电子枪发射出来的电子收集,并且将电子注的能量转换为热能消耗掉,如果收集极散热性能不好,收集极内部会随温度升高而大量放气,使行波管内真空度下降,阴极性能降低。
行波管的整管效率计算如下:

式中:Po为行波管输出功率;IH为管体电流;UH为管体电压;IC为收集极电流;UC为收集极电压。
收集极电压降得越低,行波管效率越高。降低收集极电压是提高整管效率的有效途径,同时也考验收集极在降压后结构上的绝缘能力。
以往收集极的组合方法有焊接、机械挤压、液压推进等方式,但都存在各自的不足,难以满足大功耗收集极的正常工作需要,磁脉冲挤压方法的出现,使得高耗散功率的多级降压收集极的制造成为可能[1]。
2 磁脉冲挤压法的机理
磁脉冲挤压加工的核心原理是基于电磁场理论的基础,简述如下:
将一圆筒形的金属工件2 置于线圈1 中(见图2)。用一充满电荷的电容对线圈进行瞬间放电,该电流在线圈中产生磁场H,其磁通为φ。这一磁通的变化将在工件中产生感应电流I,I 与H 正交,它们之间形成的洛伦茨力为F,方向指向轴心。由于放电电流很大(可达几万安培),放电时间又很短,因此dφ/dt 很大,感应电流I 就非常大,从而工件将受到一个巨大的挤压力F。
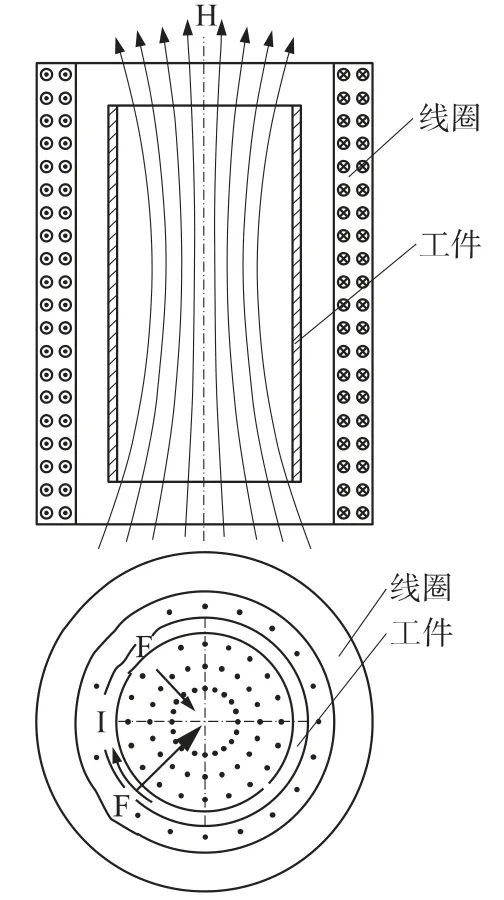
图2 “磁脉冲挤压”原理示意图
3 目前国内外几种组合降压收集极结构的对比[2]
瓷板结构如图3 所示,瓷筒结构如图4 所示,瓷杆结构如图5、图6 所示。

图4 瓷筒结构收集极

图5 瓷杆结构收集极
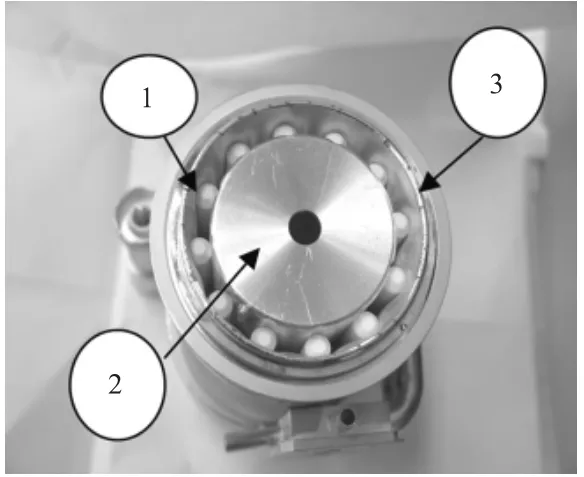
图6 瓷杆结构收集极端面图
对比以上三种典型结构的收集极,我们总结出了以下几条经验[3]:
(1)瓷筒、瓷板收集极不焊接,装配时出现热胀冷缩现象,管子工作过程中温度急剧升高,挤压过紧,导致陶瓷开裂,绝缘下降。
(2)为加强散热,将瓷筒、瓷板与收集极芯焊接起来,带来的结果是陶瓷开裂,易受污染,绝缘下降无法达到降压的作用。
(3)瓷杆结构收集极的收集极芯结构简单,加工容易,装配方便,生产效率高。
具体工艺过程如下图7 ~图9 所示。
图7 收集极瓷杆

图8 收集极芯
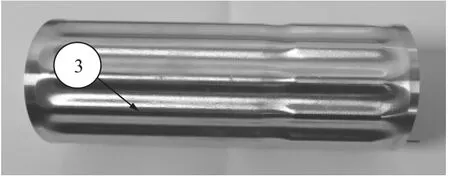
图9 挤压后的收集极组合
图6中1、2 部分分别对应图7、图8 中部分,3为收集极外筒。1、2、3 组合挤压完成后形成图9 组件,图9 中的3 即为挤压成形后的收集极外筒。
当将收集极组合放在线圈中时,原理同图2 所示(1:收集极芯;2:收集极瓷杆;3:收集极外筒)。
收集极组合中的1 和3 同时产生感应电流,但由于3 中的dφ/dt 大于1 中的dφ/dt,所以3 中的感应电流大于1 中的感应电流;同时由于3 为薄壁圆筒,所以3 的变形很大,经磁挤压后,3 将2 和1 紧紧包裹起来,形成一个收集极组合。从而在实际工作中,1 的热量可迅速传导至3 上(2 为具有导热好和绝缘性能优良的氧化铍陶瓷材料),将收集极芯的热量导出,实现收集极组合良好的散热功能,并且1 和3 之间的绝缘也能同时实现[4]。
4 引进先进的技术和设备
磁脉冲挤压工艺的主要技术要求在“磁挤压工作台”设备上完成。该设备充磁电源为高电压、大电流的放电设备,在放电过程中会在线圈内产生很强的电磁力使被加工工件受到大的均匀的指向轴心的力(原理同图2 所示),从而使收集极芯、陶瓷材料以及无氧铜外筒紧密装配。
技术规范:
(1)充电电压 DC 100 V ~3 500 V(连续可调)
(2)电容容量 4 000 μF(耐压3 500 V,电容250 μF×16)
(3)允许输出电流 最大30 000 A(波峰值)
(4)最大充放电时间间隔 13 s
(5)主控制部件 晶闸管控制
(6)尺寸 1 660 mm(W)×1 030mm(D)×2 000 mm(H)
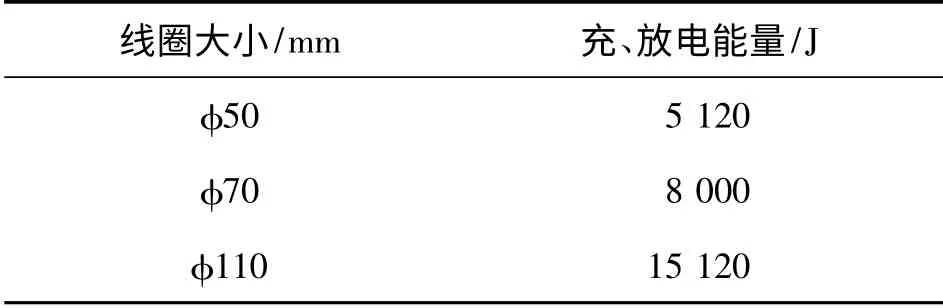
该设备还备有三种磁场线圈,φ50 mm、φ70 mm、φ110 mm,主要是根据收集极组合体积的不同而配制的。随着加工工件体积的不同,所提供的充电电压也不相同根据P=1/2·CU2可计算出充、放电功率的数值,其中C 为充电电容容量,单位为μF,U 为充电电压,单位为V。以下是现有线圈的充、放电能量。
5 采用磁脉冲挤压法的工艺过程
(1)装配收集极组合件;
(2)选择线圈,组合件放置于线圈中心;
(3)选择充放电参数;
(4)设定参数对电容进行充电;
(5)放电、成型;
(6)检验。
时间:整个充放电过程约1 min 即可完成。
6 效果
使用“磁脉冲挤压法”工艺装配降压收集极组合[5],在我所有关产品中已经得到了广泛应用[6],并形成了效益,下表为使用情况。

线圈和收集极组件参数表 单位:mm
7 结论
磁脉冲挤压降压收集极组件工艺具有独特的优点:
(1)方法比较先进;
(2)加工时间短,一般情况只需1 min ~2 min即可,可以节约能源,生产效率高,生产成本低;
(3)可靠性大幅度提高;
(4)利用强大的脉冲电流和超强的磁场形成合力,使得收集极芯、陶瓷和外筒接触紧密导热效果极好[7]。
(5)节约材料,收集极芯、陶瓷和外筒三种零件都不会出现损坏现象;
(6)提高生产良品率,损坏率几乎为零。
我们自行对该工艺技术作了研究发展,磁脉冲挤压希望在实际的生产工艺中得到实现,用在产品中体现了磁脉冲挤压收集组件工艺所具有的独特优点,该工艺已顺利成功地应用于XX-Ⅰ管和XX-Ⅱ管的生产。
[1] 电子管设计手册编辑委员会.中小功率行波管设计手册[M].北京,1976:304-306.
[2] 汪春耘,张国兴,胡长江,等. 降压收集极CAD 分析和实用化研究[C]//中国电子学会真空电子学分会第九届学术年会论文集,2006.9:10-12.
[3] 郭开舟.行波管研制技术[M]. 北京:电子工业出版社,2008:97-98.
[4] 丁耀根.大功率速调管的设计制造和应用[M]. 北京:国防工业出版社,2010:319-326.
[5] A.S.吉尔默.行波管原理[M].吴常津,译.2008:257-258.
[6] 赵国庆. 宽带大功率行波管多级降压收集极设计程序研究[D].成都电子科技大学,2002.
[7] 郭开舟.物理及理论问题[M]. 北京:电子工业出版社,2011:70-71.
[8] Элктлонная Техника[C]//С. Е. Р С. В. Ч-Технцка. выи. 2(482)/2008.
猜你喜欢
中学生数理化·自主招生(2023年1期)2023-08-24 10:49:08
大电机技术(2022年4期)2022-08-30 01:38:30
数理化解题研究·高中版(2022年4期)2022-04-28 22:20:31
商品与质量(2021年43期)2022-01-18 05:27:42
中国特种设备安全(2021年5期)2021-11-06 05:09:26
空间科学学报(2021年4期)2021-08-30 08:31:10
模具制造(2019年7期)2019-09-25 07:29:58
通信电源技术(2016年1期)2016-04-16 04:57:36
电子器件(2015年5期)2015-12-29 08:42:04
舰船电子对抗(2015年2期)2015-03-23 02:25:15
