中厚板加速冷却和直接淬火时冷却能力研究
2012-12-20 01:28:24汪贺模蔡庆伍
材料科学与工艺 2012年2期
汪贺模,蔡庆伍,余 伟,苏 岚
(北京科技大学材料科学与工程学院,北京100083)
中厚板加速冷却和直接淬火时冷却能力研究
汪贺模,蔡庆伍,余 伟,苏 岚
(北京科技大学材料科学与工程学院,北京100083)
为了确定加速冷却或直接淬火时实现预期的冷却速率所需的对流换热系数,利用MSC.MARC有限元分析软件对Q345B中厚钢板冷却过程中温度场进行了数值模拟计算.确定了实现直接淬火条件下不同厚度(>20 mm)钢板的理论极限冷却速率所需的对流换热系数为15 000 W/(m2·℃),并分析了冷却速率与对流换热系数、钢板厚度之间关系.研究表明,对于同一厚度、材质中厚钢板,其冷却速率随对流换热系数的增加而增大.超快速冷却或直接淬火时,带钢冷却速率随对流换热系数增加而显著增加;对流换热系数大于15 000 W/(m2·℃)时,厚度(>30 mm)钢板的冷却速率基本不变,达到其物理极限冷却速率;换热系数增加,厚度方向上温度梯度增加.
中厚板;对流换热系数;直接淬火;冷却速率;温度场
中厚板在线控制冷却及淬火是上世纪80年代以来发展迅速的一项冷却技术.它是通过在线控制相变组织、细化组织以及其他强化机理相结合,降低合金含量,提高材料的强韧性及焊接性能,从而实现减量化制造、节约有限资源和节能减排的目标.直接淬火作为控制冷却的极限结果,具有较高强度冷却速率,早已被人们所认识.但由于存在钢板冷却均匀性和板形控制等问题,其潜在能力一直未得到充分发挥.为此,国内外许多学者进行了大量的实验和应用研究,一些新技术相继应用到新型高强度冷却设备上[1-2].新型控制冷却装置一般兼有直接淬火和加速冷却的双重功能,即既能满足轧后在线淬火的要求,又能胜任加速冷却要求.直接淬火工艺通常作为子系统集成于具有高速冷却能力的控冷系统中.目前,由于加速冷却技术生产的高强度厚板市场已出现饱和现象,该领域中的新技术发展也受到限制.通过直接淬火+回火工艺可生产出高附加值和技术含量的厚板产品,如适用于焊接的高屈服强度钢板、高强度压力容器用钢板等等,从而为生产厂家提高了竞争力,直接淬火技术也受到了世界各国研究人员的广泛重视[3-8].生产实践表明[9-12],与传统的再加热淬火工艺相比,轧后直接淬火可提高钢的淬透性、强度及韧性;可降低钢中碳含量和碳当量,从而提高钢板的焊接性能;可免除二次加热,简化工序,减少能耗,从而降低成本.淬火后的钢材性能取决于其在淬火后的微观组织,而淬火后的微观组织决定于钢材的成分和淬火冷却速度等因素;同时,淬火过程热应力和组织应力大小取决于冷却速度和冷却均匀性.因此,控制冷却速度和冷却均匀性对淬火工艺的优化有着重要意义.为了更好地控制淬火过程的冷却速度和冷却均匀性,进而使淬火工件得到预期的良好性能,对淬火过程中冷却能力进行研究是非常必要的.
1 钢板温度场有限元模拟研究
MSC.MARC有限元分析软件热分析基于能量守恒定律的热平衡方程,用有限元法计算各节点的温度,进而导出其他热物理参数.钢板的冷却过程属于瞬态传热过程.考虑到冷却过程中厚度方向对流换热显著增强,可忽略横向和纵向上的换热影响.忽略相变潜热的影响,钢板冷却过程的非稳态导热微分方程可描述为
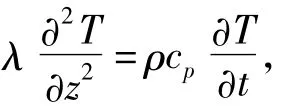
式中:λ为钢板导热系数,W/(m·℃);ρ为钢板的密度,kg/m3;cp为比热容,J/(kg·℃).
定解条件:
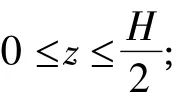
1)几何条件(假设上、下面传热相同,取1/2模型分析)为
2)初始条件为
t=0,T( Z,t)为开冷温度;
3)边界条件为
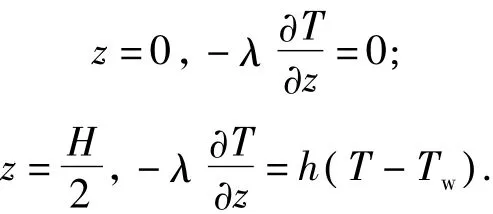
式中:Tw为水的温度,℃;h为综合对流换热系数,W/(m2·℃).
2 模拟结果及分析
利用有限元工具软件MSC.MARC,对冷却过程中不同厚度Q345B钢板温度场进行了瞬态分析,单元类型为PLANAR 39,计算过程中考虑了材料热物理性质随温度的变化情况.定解条件为第3类边界条件,即冷却水温(20℃)及钢板表面的对流换热系数.
2.1 冷却速率与对流换热系数关系
对于带钢,普通层流冷却过程中的综合对流换热系数约为1 000~2 800 W/(m2·℃)[13],其冷却速率通常在25℃/s以下.2001年,比利时的CRM率先开发的超快速冷却系统,可以对4 mm热轧带钢实现300℃/s的超快速冷却[14].根据现有具备直接在线淬火功能的冷却器的冷却能力分析,同厚度钢板的极限冷却速率各不相同[2,15-16].其中,JFE研发的冷却装置 SUPEROLAC,可以对30 mm以上厚板实现理论上的极限冷却速率.为了确定不同冷却方式下冷却速率与对流换热系数之间关系,选取钢板厚度的1/4处节点为研究对象,对不同换热系数下钢板温度场进行了有限元数值模拟.
图1为不同厚度下对流换热系数与冷却速率的关系.对于 4 mm带钢,对流换热系数为7 000 W/(m2·℃)可以实现300℃/s超快速冷却,如图1(a)所示.从图1(b)曲线中可以看出,对流换热系数为15 000 W/(m2·℃)时,可实现直接淬火条件下不同厚度钢板的理论极限冷却速率.
从图1中可以看出,随着对流换热系数的增加,钢板的冷却速率增加,其冷却速率增加梯度逐渐减小.对流换热系数为3 000~7 000 W/(m2·℃) (超快速冷却)时,钢板冷却速率随对流换热系数增加而显著增加;对于厚板(>30 mm),对流换热系数大于15 000 W/(m2·℃)时,钢板的冷却速率变化较小.这说明,对于同一厚度、材质的钢板,其冷却速率不可能无限制的提高.根据传热学理论,钢板的冷却过程还受钢板本身热物性的影响,尤其是导热系数的影响.对于带钢,换热系数增加,其冷却速率增加的幅度较大.对流换热系数为7 000~15 000 W/(m2·℃)(直接淬火)时,对3~6 mm带钢可以实现200~800℃/s超快速冷却.
2.2 冷却速率与钢板厚度关系
图2为不同换热系数下冷却速率与钢板厚度的关系.从图2可以看出,随着钢板的厚度的增加,钢板冷却速率减小,且曲线的斜率减小.对于同一厚度、材质钢板,钢板的冷却速率随着对流换热系数增大而增大,钢板厚度越小变化越显著.
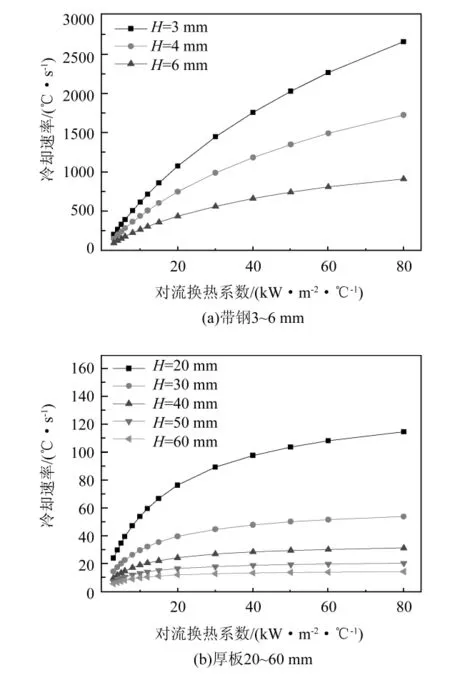
图1 冷却速率与对流换热系数关系
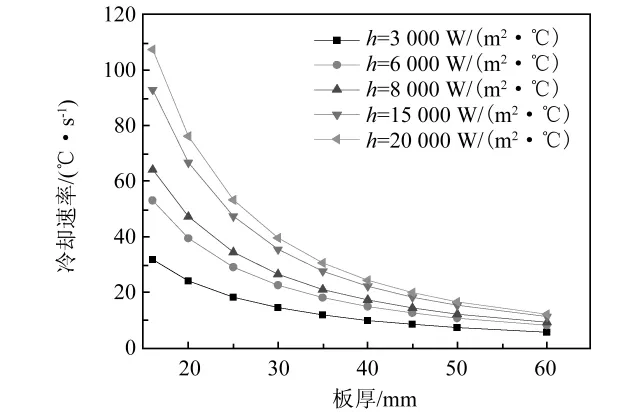
图2 冷却速率与钢板厚度关系
2.3 温降曲线
为了比较不同冷却方式下钢板温度场的分布,分别选取2种对流换热系数h1= 5 000 W/(m2·℃)、h2=15 000 W/(m2·℃),对25 mm钢板温度场进行了模拟计算.图3为不同换热系数下温度场分布,可以看到,对流换热系数为15 000 W/(m2·℃)时,钢板开始冷却1 s内,表面温度急速下降到500℃以下,而中心温度基本不变,表面与中心温度差最大值为550℃;换热系数为5 000 W/(m2·℃)时,其温差最大达360℃.对流换热系数越小,钢板厚度方向温度分布越均匀,表面与中心温差越小.

图3 不同换热系数下25 mm厚板温度场分布
温度场的计算结果表明,冷却强度越大,中厚板厚度方向温度分布越不均匀.与超快速冷却相比,直接淬火条件下中厚板冷却速率较大,同时厚度方向温度梯度也较大.钢板温度不均匀将会影响到其内部组织均匀性;过大的温度梯度还会出现可视或潜在不良板形问题.因此,淬火后钢板温度均匀性是决定直接淬火装置能否推广应用的关键.
3 结论
1)对流换热系数为7 000 W/(m2·℃)可以对4 mm带钢实现300℃/s超快速冷却;对流换热系数为15 000 W/(m2·℃)时,可实现直接淬火条件下不同厚度钢板的理论极限冷却速率;对流换热系数为7 000~15 000 W/(m2·℃)时,对3~6 mm带钢可以实现200~800℃/s超快速冷却.
2)对于同一厚度、材质钢板,对流换热系数增加,其冷却速率增加.超快速冷却或直接淬火时,带钢随对流换热系数增加而显著地增加;对流换热系数大于 15 000 W/(m2·℃)时,厚度(>30 mm)钢板的冷却速率基本不变,达到其物理极限冷却速率.
3)对于同一厚度、材质钢板,对流换热系数增大,其冷却速率增大;同时厚度方向温度分布越不均匀,表面与中心温差增大.淬火后钢板温度均匀性对直接淬火装置推广应用有重要的影响.
[1] 武 杰,李慧蝶.应用DQ工艺研发调质高强钢的生产实践[J].宽厚板,2011,17(1):10-12.
[2] 田锡亮,余 伟,宋庆吉.MULPIC冷却装置在品种钢研发中的生产实践[J].钢铁,2009,44(5):88-91.
[3] DHUA S K,SEN S K.Effect of direct quenching on the microstructure and mechanical properties of the leanchemistry HSLA-100 steel plates[J].Materials Science and Engineering A,2011,528:6356-6365.
[4] 赵四新,姚连登.采用直接淬火-回火技术研制抗拉强度780 MPa高强韧钢板[J].材料热处理学报,2011,32(3):95-101.
[5] XIAO G Z,DI H S,ZHU F X,et al.Influence of direct quenching on microstructure and mechanical properties of steel plate for large oil storage tanks[J].Journal of Materials Engineering and Performance,2010,19(6): 868-872.
[6] 姚连登,赵四新,赵小婷,等.直接淬火研制800 MPa级低焊接裂纹敏感性高强钢厚板[J].材料热处理学报,2009,30(3):132-136.
[7] 王立军,蔡庆伍,武会宾,等.回火温度对1 500 MPa级直接淬火钢组织与性能的影响[J].北京科技大学学报,2010,32(9):1150-1156.
[8] GHOSH S K,HALDAR A,CHATTOPADHYAY P P. Effect of ageing on the mechanical properties of directly quenched copper bearing microalloyed steels[J]. Materials Chemistry and Physics,2010,119(3):436 -44.
[9] HWANG G C,LEE S,YOO J,et al.Effect of direct quenching on microstructure and mechanical properties of copper-bearing high-strength alloy steels[J].Materials Science and Engineering A,1998,252(2):256-268.
[10] 王秉新,刘相华,王国栋.低碳微合金直接淬火钢的组织与力学性能[J].材料科学与工艺,2010,18 (3):401-404.
[11] CHANG W S.Microstructure and mechanical properties of 780 MPa high strength steels produced by direct-quenching and tempering process[J].Journal of Materials Science,2002,37:1973-1979.
[12] 陈银莉,余 伟,苏 岚,等.SPV490钢板直接淬火回火工艺的研究[J].北京科技大学学报,2007,29(S2):85-87.
[13] DEVADAS C,SAMARASEKERA I V.Heat transfer during hot strip of steel strip[J].Ironmaking and Steelmaking,1986,13(6):311-321.
[14] LUCAS A,SIMON P,BOURDON G,et al.Metallurgical aspects of ultra fast cooling in front of the downcoiler[J].Steel Research,2004,75(2):139-146.
[15] OMATA K,YOSHIMURA H,YAMAMOTO S.Leading high performance steel plates with advanced manufacturing technologies[J].NKK Technical Review,2003,(88):73-80.
[16] FUJIBAYASHI A,OMATA K.JFE steel's advanced manufacturing technologies for high performance steel plates[R].JFE Technical Report,2005(5):10-15.
Study on cooling capacity of steel plate during accelerated cooling and direct quenching
WANG He-mu,CAI Qing-wu,YU Wei,SU Lan
(School of Material Science and Engineering,University of Science and Technology Beijing,Beijing 100083,China)
To confirm the heat transfer coefficient corresponding to cooling rates during accelerated cooling or direct quenching,the temperature field of Q345B steel plate during cooling process was simulated by MSC. MARC.When the plate thicknesses>20 mm,the heat transfer coefficient is 15 000 W/(m2·℃),which realizes the theoretical limit cooling rate.The relationship of cooling rate,plate thickness and convection heat transfer coefficient was also analyzed.The results show that the cooling rate of the steel plate increases with the increasing of convection heat transfer coefficient for the same plate thickness.For a 3~6 mm steel strip,the cooling rate increases drastically faster with the increasing of convection heat transfer coefficient during accelerated cooling or direct quenching.Beyond the convection heat transfer coefficient of 15 000 W/(m2·℃),the cooling rate of the steel plates(>30 mm)changes slightly,which substantially equals to the physical limit cooling rate.With the increasing of convection heat transfer coefficient,the temperature gradient along the thickness direction is increased.
steel plate;convection heat transfer coefficient;direct quenching;cooling rate;temperature field
TG335 文献标志码:A 文章编号:1005-0299(2012)02-0012-04
2011-08-11.
国家“十一五”科技支撑计划资助项目(2006BAE03A06).
汪贺模(1981-),男,博士研究生;
蔡庆伍(1955-),男,教授,博士生导师.
蔡庆伍,E-mail:caiqw@nercar.ustb.edu.cn.
(编辑 吕雪梅)
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
农业工程学报(2022年11期)2022-08-22 14:06:38
舰船科学技术(2021年12期)2021-03-29 01:28:24
测控技术(2018年4期)2018-11-25 09:47:10
建筑科技(2018年6期)2018-08-30 03:41:08
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
现代计算机(2016年11期)2016-02-28 18:35:16
西南石油大学学报(自然科学版)(2015年4期)2015-08-20 09:05:26
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11 01:45:46