
龙门铣床的数控改造
2012-12-08 06:19:26熊超美
湖南有色金属 2012年5期
朱 亮,熊超美,王 杰
(1.湖北省地质勘察装备中心,湖北武汉 430034; 2.中国地质大学,湖北武汉 430074)
·机械设备·
龙门铣床的数控改造
朱 亮1,熊超美1,王 杰2
(1.湖北省地质勘察装备中心,湖北武汉 430034; 2.中国地质大学,湖北武汉 430074)
主要针对龙门铣床数控改造的数控系统和电气系统进行研究与改进。通过对龙门机床进行总体结构的研究,对比出数控龙门铣床的优越性,做初步改造计划并对数控系统和伺服系统进行选择。选择数控系统Hi800作为龙门铣床的控制核心,并对其进行研究。最后进行电气系统的改造,给出龙门铣床电气系统的具体改造和接线方法,包括重要部分的电气连接,数控铣床弱电、强电的接口电路设计。
龙门铣床;数控改造;电气系统
数控龙门铣床长时间工作后,设备、电器控制元件会老化,整体可靠性下降,出现故障频率增加,机械传动偏差加大,造成加工精度不高,速度减慢,单轴控制,电路复杂,操作繁琐,性能不稳定,且效率低下。为解决上述问题,也为了适应现代制造工业发展,合理利用资源,针对龙门铣床的结构特点,对其进行改造。
1 龙门铣床的总体结构
龙门铣床整体结构示意图如图1所示。

图1 龙门铣床示意图
龙门铣床的结构特点:主机结构为工作台移动、横梁沿左右立柱上下移动,加工范围长2 000 mm、宽900 mm、高700 mm,适用于各种机械上的大中型黑色金属或有色金属零件的水平平面、垂直平面、斜面沟槽、凹槽的铣削以及孔类的镗扩加工的铣削等功能。
龙门铣床的主要结构性能:机床的主要构件床身、工作台、横梁、左右立柱、连接梁、龙门顶均为优质高合金耐磨铸铁铸造,经特殊工艺加工,彻底消除机件负应力,保持机件性能稳定。床身、工作台导轨采用静压卸荷和耐磨涂层技术,确保低速平稳性和精度保持性,负载、摩损、精度等均能满足工作要求。
2 龙门铣床数控装置和伺服系统的选择
数控装置在此处选用的是Hi800数控系统,系统采用WindowNT/2000操作系统及PA实时内核(Real TIME kernel),软件数控(Soft CNC)技术的应用及开放式CNC架构,使用户可以灵活地组态CNC功能模块,适用领域宽,广泛应用于数控铣床、数控车床、加工中心、车铣中心、数控磨床、龙门式机床、激光切割机、激光焊接机、数控冲床、高压水射流切割机、木工机械等加工设备。
伺服系统主要分为三类:(1)开环控制系统;(2)闭环控制系统;(3)半闭环控制系统。半闭环控制系统兼具开环控制和闭环控制的特点,应用广泛,故伺服控制系统选择半闭环控制系统,如图2所示。
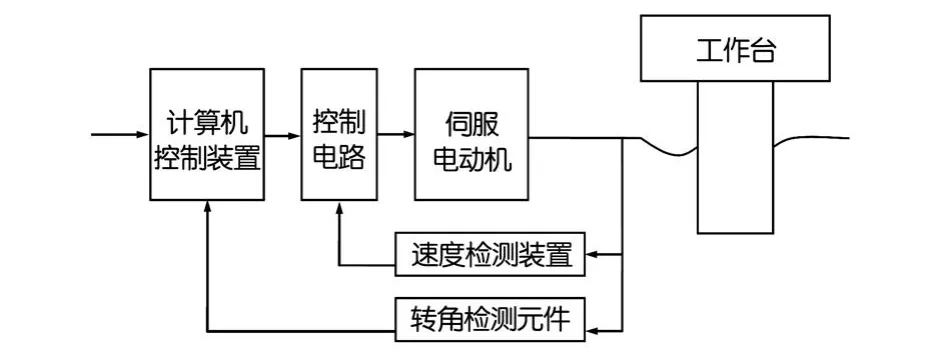
图2 半闭环控制系统
半闭环控制方式应用的伺服电机有直流伺服电机和交流伺服电机两种,交流伺服电机转子惯量较直流电机小,使得动态响应好。另外在同样体积下,交流电机的输出功率可比直流电机高10%~70%,而且容量可以比直流电机造得大,达到更高的电压和转速。故本设计中均采用交流电机作为半闭环控制系统的伺服电机。
3 电气系统的改造
电气系统的改造是将原龙门铣床的电气系统改造为电气系统与数控系统连接,并受数控系统控制的电路。在对原有机床的电气系统改造时,要将主轴控制、数控装置、驱动装置及电动机接入电气系统。
对机床电气进行改造,须拆除原机床工作台进给电动机及其相应强电线路。
为实现机床的主轴起/停和正/反转、切削液的开/关、紧急停机、机床原点的设置、各坐标轴的限位等功能,铣床数控系统提供有由KA1~KA4四个继电器和接线端子排构成的附件板,通过电缆与系统控制箱相连,接受系统的控制。系统计算机的输入/输出信号图如图3所示。
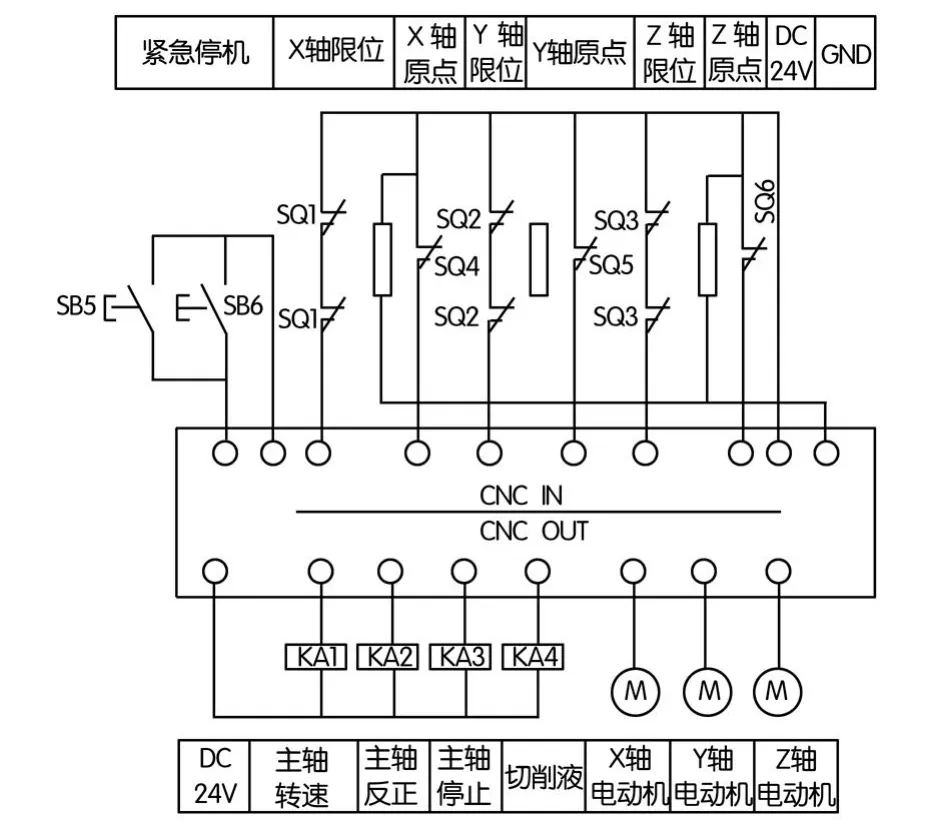
图3 铣床数控化改造电气原理图
将附件板安装在强电柜内,将控制线分别接到机床电气的受控点,如图4所示。

图4 铣床电气改造原理图
1.坐标轴的驱动用随机电缆将各轴步进电动机与系统驱动柜相应插座相连,即可实现坐标轴的驱动控制。
2.主轴起/停和正/反转、切削液的开/关均通过系统控制 KA1~KA4四个继电器的吸合/断开,从而使机床中相应的交流接触器吸合/断开来实现。
3.紧急停机开关SB5,系统用三个SQ4到SQ6作为机床个坐标轴的原点检测器件,坐标轴的限位,将系统的信号线接到三个行程开关SQ1到SQ3上,即实现对各坐标轴的运动限位。
4 电气控制系统与其他部件的连接
4.1 在数控铣床中与弱电部分的连接
在数控铣床中与电气控制系统相连的弱电部分是数控装置和PLC可编程控制器。在与这两个部件的连接中,可以通过数控系统说明书和PLC可编程控制器的输入/输出接口设计完成。
4.2 强电的接口电路设计
在工业生产过程中,控制对象大部分都是强电。在微机控制系统中,接口电路是硬件开发的关键,它不仅要求接口电路的功能控制,还要实现强电设备与弱电微机隔离,并输出较大的电流用以驱动电动机。目前,现有的控制转换电路主要由隔离脉冲变压器和功放管等器件组成。由于隔离脉冲变压器可靠性差,而功放管输出的电流又相对较小(≤1 A),都不是理想的选择。本设计中强电的控制接口电路采用光电耦合器和驱动放大器给以驱动。它不仅满足了隔离效果,而其驱动电流较大(达到2 A),并具有线路简洁、性能良好、成本低及可靠性高等特点。电路结构如图5所示。
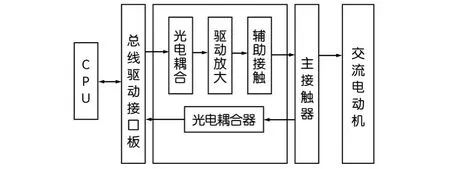
图5 接口电路系统图
5 结 语
数控系统选择的是Hi800高性能数控系统并配以合适的电气系统电路,使改造后的机床能达到强切削力、高精度、高稳定性的机床数控化要求,改造成本适中,改造后机床的性能得到很大改善,数控系统提高了机床运行的稳定性,伺服电机的应用使工作台、横梁移动准确,位移精度由改造前的2 mm提高到改造后的0.5 mm,加工切削精度由改造前的0.1 mm提高到改造后的0.01 mm,达到数控铣床的要求,实现数控机床的功能。
[1] 王爱玲,白恩远.现代数控机床[M].北京:国防工业出版社, 2003.
[2] 罗永顺.机床数控化改造技术[M].北京:机械工业出版社, 2007.
[3] 余英良.机床数控改造设计与实例[M].北京:机械工业出版社,1998.
[4] 白恩远,王俊元,孙爱国.现代数控机床伺服及检测技术[M].北京:国防工业出版社,2002.
[5] 林宋.现代数控机床[M].北京:化学工业出版社,2003.
[6] Bralla,James G.(EDT),Design for Manufacturability Handbook [M].New York:McGraw-Hill,2005.
Gantry Milling Machine of Numerical Control Transformation
ZHU Liang1,XIONGChao-mei1,WANGJie2
(1.Hubei Geological Prospecting Equipment Center,W uhan430034,China;2.China University of Geosciences,W uhan430074,China)
The CNC system and electrical system transformation of gantry milling machine were researched and improved.Contrast to the superiority of the CNC milling machine,through the study of the overall structure of the gantry machine,it did reconstruction plans and CNC system and servo system selection.Select the NC system Hi800 gantry milling machine as the core of the control,and research it.finally,the transformation of the electrical system,the gantry milling machine specific transformation of the electrical system and wiring methods were given,including an important part of the electrical connection,CNC milling weak,strong electrical interface circuit design.
gantry milling machine;numerical control transformation;electrical system
TH183.3
A
1003-5540(2012)05-0058-03
朱亮(1963-),男,工程硕士,工程师,主要从事机械工程和机电一体化的研究工作。
2012-07-29
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:13:06
数理化解题研究(2021年34期)2021-12-26 08:32:02
装备制造技术(2020年9期)2021-01-26 00:15:16
制造技术与机床(2017年12期)2017-02-02 07:04:12
现代工业经济和信息化(2016年12期)2016-05-17 05:37:51
现代工业经济和信息化(2016年3期)2016-05-17 05:35:00
中学生数理化·高二版(2016年7期)2016-05-14 13:19:34
新教育时代电子杂志(学生版)(2015年31期)2015-12-20 08:29:42
制造技术与机床(2015年3期)2015-01-27 15:45:24
机械与电子(2014年1期)2014-02-28 02:07:35
