
瑶岗仙裕新多金属白钨矿选矿厂设计实践
2012-12-07 09:42:38陈典助
湖南有色金属 2012年5期
陈典助
(长沙有色冶金设计研究院有限公司,湖南长沙 410011)
瑶岗仙裕新多金属白钨矿选矿厂设计实践
陈典助
(长沙有色冶金设计研究院有限公司,湖南长沙 410011)
从原矿工艺矿物学研究、选矿试验、工艺流程设计、选矿回水利用及尾矿处理等方面,介绍了湖南瑶岗仙裕新多金属矿建设的各个环节。论述了采、选矿废水回用、尾矿处理设计方案的可行性与合理性,实现了采、选矿厂废水的零排放。
流程设计;设备选择;回水利用;尾矿处理
某多金属白钨矿床位于一重点水资源保护区,环境保护要求新增项目实行废水“零”排放。矿床主要为矽卡型白钨矿床,可利用的资源储量:111b+ 122b+333矿石量 69 779.1 kt,平均品位 WO30.303%,氧化物量WO3为211 540 t,与所有矿山企业一样,项目在采矿、选矿过程中将产生大量废水,因此如何实现废水回用,达到“零”排放,成为采矿、选矿工艺流程设计的重点。
由于矿体厚大集中,走向长度1 800 m,厚度一般为73~1.2 m,平均22 m,覆盖层薄;采矿方案选用山坡-凹陷露天开采,平均剥采比仅3.26 t/t。采矿场产生的废水主要为雨水和地下积水,该两部分水的杂质为泥、砂、植物遗体等悬浮物,只需经过澄清即可达一级饮用水标准排放,所以项目总平面布置选择了采矿场和选矿厂异地布置,以保证建成投产后所产废水互不影响。
所以选矿废水回用方案成为研究的重点。
1 研究成果概述
1.1 白钨矿矿物学及浮选工艺研究成果
众所周知,白钨矿为钙钨酸盐,化学式为Ca-WO4,密度5.9~6.2 t/m3,结晶呈正方晶系,工艺矿物学分析为氧化矿,具有较好的可浮性。其选矿方法有重选与浮选相结合,或单一浮选法。目前国内大多数白钨选矿厂采用浮选法,如:湖南省柿竹园多金属矿的黑白钨采用混合浮选再加温脱药进行分离浮选、河南栾川洛钼集团浮钼尾矿回收白钨矿、甘肃省小柳沟祁青白钨矿等。
含有多金属硫化矿的白钨矿,在白钨浮选前都先浮硫化矿[1~5],然后再用脂肪酸类或阳离子捕收剂、两性捕收剂在碱性条件下对白钨矿进行浮选[6]。常选用碳酸钠作调整剂,水玻璃作抑制剂,一般不另加起泡剂。
有人曾开展了回水分选复杂白钨矿的半工业试验[7],由于回水中脂肪酸捕收剂(塔尔油)的存在(残留浓度15~20 mg/L),使得钨在硫化矿中的损失达10%~15%。为降低钨的损失,采用BΠK-420絮凝剂对废水进行处理,并在采用硫化矿浮选和白钨浮选分别用各自的回水的流程下使用回水,获得了最终精矿含58%WO3,回收率87%,损失在硫化矿精矿中的WO3小于1%的良好指标。由此可知,对选钨废水进行适当的处理及选择适当返回地点进行回用是一项重要的研究内容。
1.2 选矿厂实现废水“零”排放的理论分析
选矿厂处理单位吨矿石理论新水补加量W新可按下式计算(单位:m3水/t·原矿):

式中W1为浮选尾矿在尾矿库内固结后的自然含水量,一般为18%~22%,可按20%计算,其产率通常为95%,则处理单位吨原矿尾砂带走的水量W1为0.237 m3;W2为尾矿水在库内的损失量,主要为自然渗透和蒸发,损失量可按总入库水量的10%计算,一般浮选尾矿浓度为30%,因此W2为0.222 m3;W3为浮选精矿带走的水,浮选精矿经浓缩、过滤后一般含水率为12%~15%,精矿产率一般为5%,因此W3为0.009 m3;W0为原矿含水量,一般按含水率5%计算,因此W0为0.05 m3。
所以W新=0.418 m3水/t·原矿。
选矿厂必须用到新水的有:设备冷却水、浮选泡沫冲洗水、过滤设备清洗水、浮选药剂制备水,这些水一般为总用水量的15%~10%,因此用量为0.35~0.33 m3水/t·原矿,其耗量小于W新,其它均可考虑使用处理后的回水,因此对尾矿水进行合理的处理,使之能回用于工艺生产,理论上选矿厂可以实现废水“零”排放。
2 选矿工艺研究
环境评价对项目的建设具有一票否决权,但项目投资效益同样具有决定权,追求良好的选矿指标也是项目能否实施的前提。因此选矿工艺研究既要保证良好的选矿指标,又要满足实现选矿废水“零”排放。
2.1 工艺矿物学研究
原矿工艺矿物学研究是制定选矿工艺流程和选矿指标的基础,因此首先开展了原矿的工艺矿物学研究,原矿主要矿物及其相对含量见表1,原矿多元素分析见表2,钨在矿物中的分布见表3。
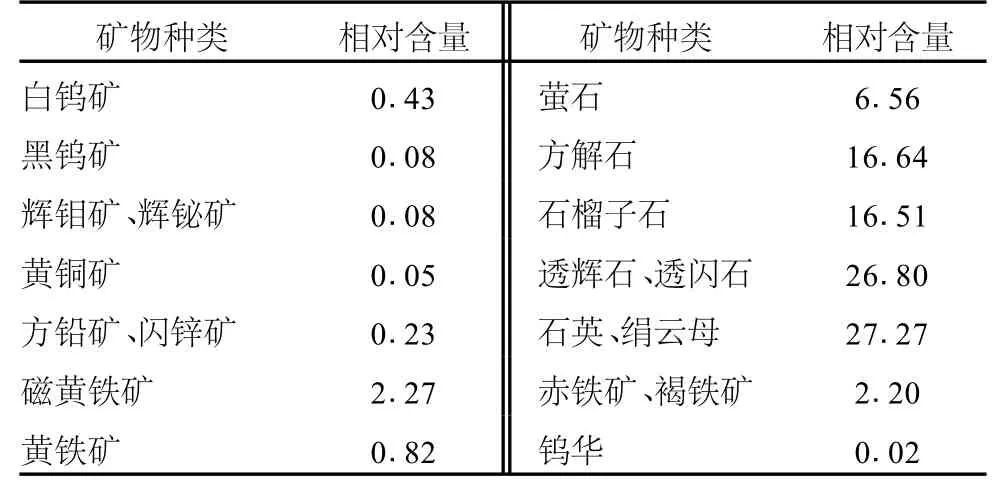
表1 主要矿物相对含量 %
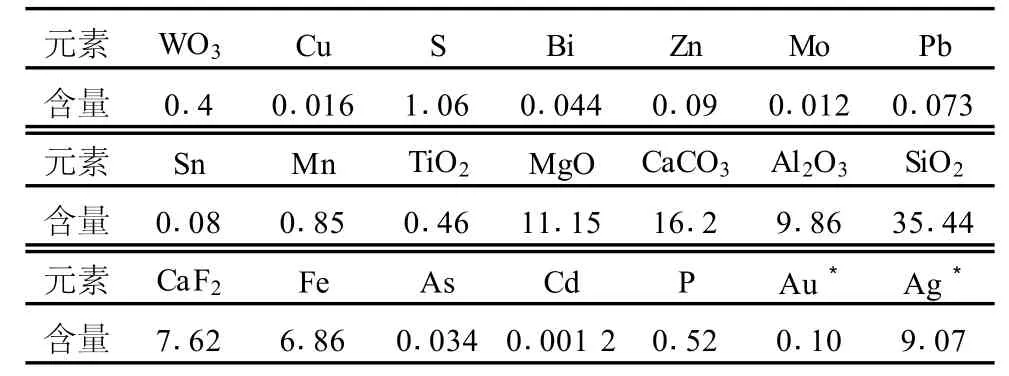
表2 多元素分析表 %
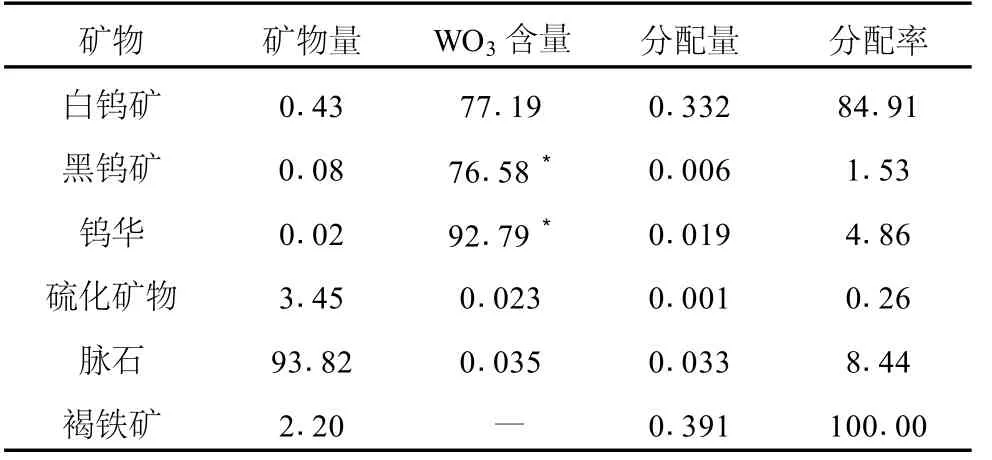
表3 钨在主要矿物中的分布 %
2.2 选矿试验研究方案及成果
2.2.1 选矿工艺流程试验研究方案
由表1、表2和表3可知:矿石中钨主要以白钨矿矿物形式存在,占原矿总钨量的85%。黑钨矿和钨华的数量较少,两者占6.39%。金属硫化物如Mo、Bi、Au、Ag含量仅接近综合回收标准,因此制订的试验研究原则:优先回收白钨矿,多金属硫化物作为附产品回收,先作选矿实验室小型试验,确定选矿工艺流程及参数,再进行扩大试验;小型试验确定的流程:原矿磨至-0.074 mm占84%,先钼铋等可浮,后铋硫混浮,脱硫尾矿再作白钨常温粗选,产出白钨粗精矿。白钨粗精矿经脱水、加温搅拌脱药后进入白钨精选作业,产出白钨精矿,钨浮选捕收剂采用改良的“731”氧化石蜡皂。选矿扩大试验取得了很好的指标:原矿含WO30.4%,钨精矿含 WO368.72%,WO3回收率73.49%。说明多金属白钨矿采用先脱硫,后白钨常温粗选+粗精矿加温精选的浮选工艺流程方案是合理、可行的。
2.2.2 选钨尾矿回水试验研究方案
选矿厂应以提高选矿生产指标和降低生产成本为目标,选矿厂回水处理工艺和深度应以满足选矿厂用水水质的要求为前提,尽可能降低回水处理成本。如磨矿产品浓缩回水只考虑降低悬浮物含量,尾矿水应考虑自然沉淀和太阳能分解药剂作用,或添加药剂加快沉降速度、降解药剂含量。凡口铅锌矿选矿厂回水采用浓缩机沉降,沉淀池暴气自然降解方法;河南栾川冷水选矿厂尾矿水采用浓缩、浓硫酸调节pH值、添加氯化铁处理回用;西藏甲铜多金属矿回水方案分段回用,部分水集中处理方案。
鉴于本项目的选矿尾矿回水主要用于磨矿和浮选作业补加水,对水质的要求主要为降低悬浮物和油性物质,为降低处理成本,在扩大试验研究的基础上,开展了用石灰作处理药剂的尾矿水处理及回水试验研究。试验表明:尾矿矿浆中投入2 kg/t·原矿的石灰后,尾砂沉降速度大幅度提高,静置1 h后,尾矿水已变清,尾矿水处理前后检测结果见表4。由表4检测结果可以看出,水中杂质含量均达到工业废水排放标准,尤其是尾矿水中石油类物质降解了一半,可以推断该水返回磨矿和脱硫浮选作业对钨的回收率影响较少。
处理后回水100%回用试验研究发现,其结果与新水试验结果对比:白钨矿的回收率仅降低0.5%,若按含WO365%的标准白钨精矿12万元/t计算,折算至单位吨原矿仅损失3.69元。但选矿药剂用量却大幅度降低:NaOH用量降低了850 g/t·原矿, Na2SiO3降低4 300 g/t·原矿,选矿药剂成本降低2.28元/t原矿,结果见表5。这说明研究的浮钨尾矿水的处理方案是经济合理可行的。

表4 处理前、后尾矿水检测含量结果对比 mg/L
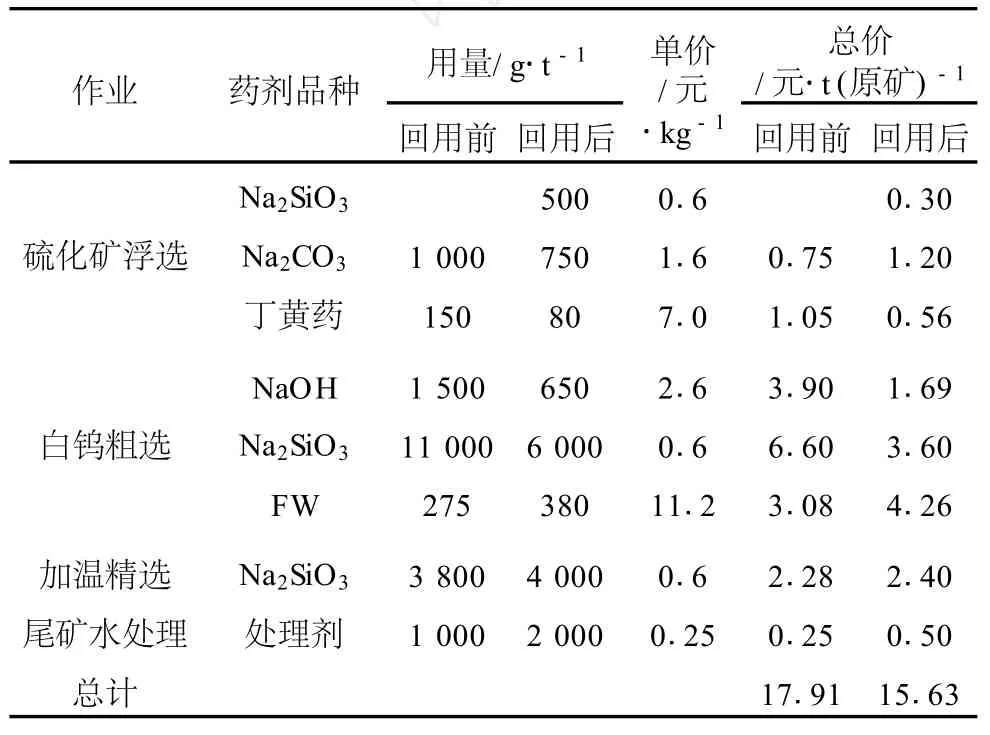
表5 选矿药剂成本及矿浆加温成本
3 选矿工艺设计应用
3.1 选矿工艺流程设计
设计的选矿原则流程:两段连续磨矿,先浮硫化矿,后浮白钨矿,详述如下。
3.1.1 磨矿流程
采用球磨机与水力旋流器构成两段闭路磨矿流程,控制磨矿产品粒度为-0.074 mm占84%。
3.1.2 浮选、精矿脱水流程
硫化矿浮选采用一粗两扫两精产出硫化矿混合粗精矿,进入沉淀池贮存进行集中处理。
脱硫尾矿的白钨粗选为一粗一精一扫产出白钨粗精矿,浮钨尾矿在选矿厂添加石灰乳后自流入尾矿库。白钨粗精矿先浓缩到55%~70%,再自流至加温搅拌槽加温脱药,其后白钨精选为一粗五精四扫产出白钨精矿。
白钨精矿选用浓缩+压滤+干燥三段联合脱水流程,产出含水≤4%的白钨精矿,包装后外销,选矿原则流程图如图1所示。
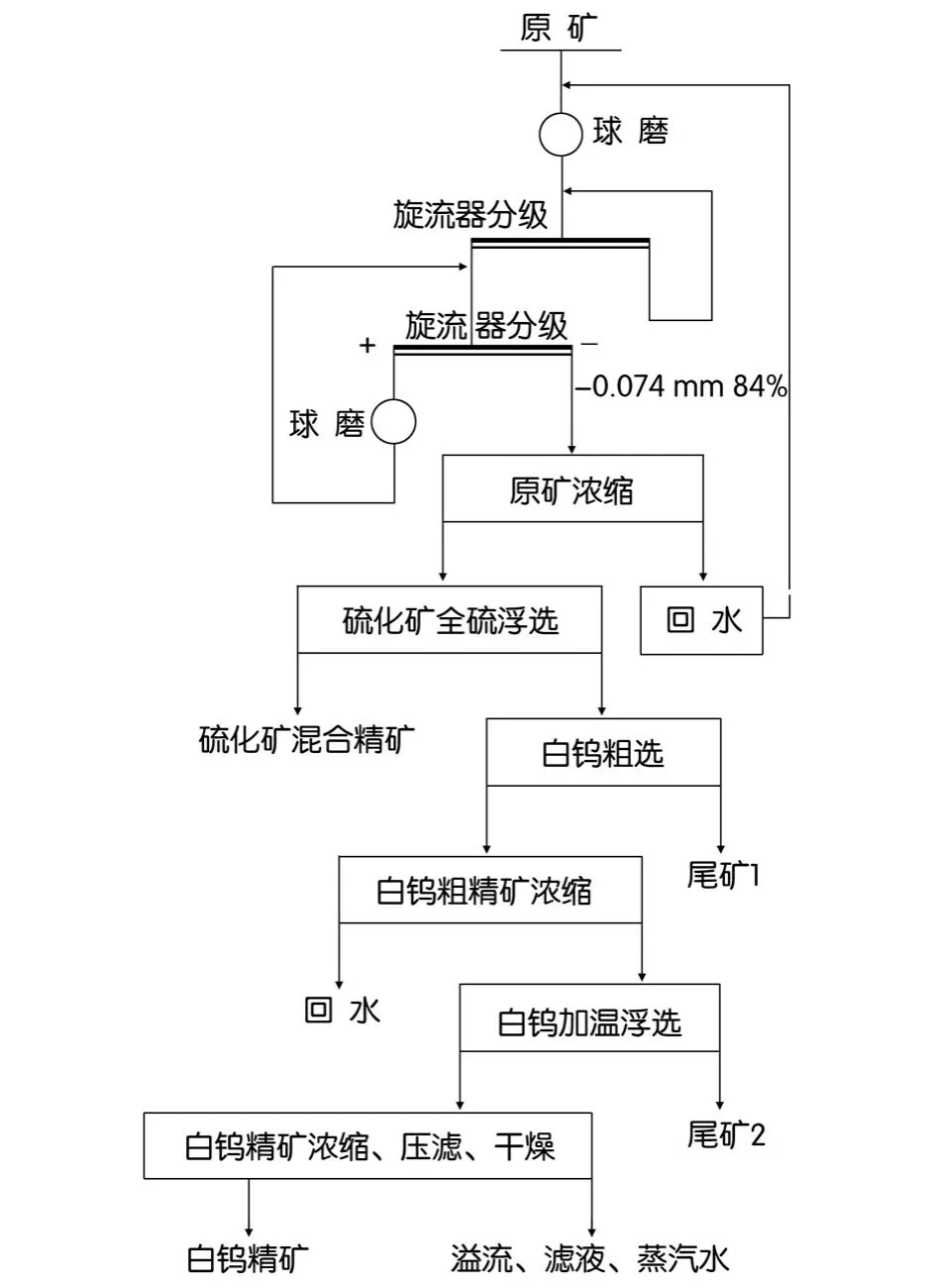
图1 选矿工艺原则流程图
3.2 选矿回水利用流程设计
设计采用了分段回水流程,以降低回水处理量和成本,详述如下。
3.2.1 磨矿流程回水
磨矿合格产品自流至自动提耙高效原矿浓缩机,浓缩至40%~45%浓度,自流入浮选车间,溢流作为回水直接返回磨矿。
3.2.2 白钨粗精矿回水
选用了深锥浓缩机+普通浓缩机两段连续脱药、脱水流程,既降低了回水中悬浮物的含量,又降低了白钨粗精矿浓缩时1%~2%的损失率。该部分溢流水直接返回白钨粗选。
3.2.3 尾矿库回水
白钨浮选尾矿、白钨加温浮选尾矿和白钨精矿浓缩及压滤水设计采用自流至选矿厂的尾矿池集中,经添加石灰乳再自流至尾矿库,在库内澄清后再自流至尾矿库下游的回水库,泵送选矿厂回水高位水池,用于磨矿系统和浮选系统的补加水。
3.2.4 其它回水设施设计
在露天采场上部境界外设大型截洪沟,在境界下部冲沟设置大型净化库,净化库防洪能力按100年一遇雨水标准设计,无雨水时采矿场排水在净化库内澄清后返回采矿生产用水;雨季时库内的澄清水用泵扬至尾矿库下游的回水库,实现了采矿场向重点水资源保护区的“零”排放。
在尾矿库下游设计回水库,回水库防洪按100年一遇24 h洪水总量标准设计,正常生产和少量雨水时,回水库内澄清水全部返回选矿生产。雨水多时,回水库内多余的澄清水用泵扬入另一低排放标准水系,实现了向重点水资源保护区“零”排放。
3.3 高效节能型浮选设备选择研究
长沙有色冶金设计研究院研发的CCF系列新型浮选柱属于高柱体(柱高8~12 m)逆流无充填式浮选柱,分选原理:属微泡逆流接触碰撞浮选,柱底产生的微泡在柱内形成网状、层流平稳上升,矿化的有用矿物颗粒在柱内下降时将与微泡发生数次接触碰撞,因此其被泡沫捕获的概率几乎接近100%,相比常规浮选机而言有用矿物回收率将得到提高;而且矿化层高,泡沫层厚,柱顶淋洗水和泡沫兼并作用使得精矿品位大幅度提高,一台浮选柱可以代替2~3次常规浮选机作业。因此具有节省能耗和泡沫冲洗水量的优点。
柿竹园两个多金属选矿厂、洛钼集团多个钼选厂和尾矿回收白钨选矿厂等企业多年来的生产实践数据表明:浮选柱+浮选机联合流程具有节能和减少用水量等优点。据报道[8]用浮选柱作浮钼尾矿回收白钨矿的粗选作业,在含 WO3为 0.035%~0.05%条件下,粗选段回收率达到76%以上,比浮选机提高10%,而且富集效果好,泡沫不发粘。实际工艺综合回收率达到60%左右,作业用水量大幅度减少,还节约了能耗。
通过上述分析研究,同时考虑到浮选柱的另一优点是对细粒级矿物分选效果更显著,而白钨矿由于密度大,在磨矿过程容易过磨,因此脱硫浮选和白钨粗选段设计采用浮选柱+浮选机联合流程,即粗选和精选作业选用浮选柱,扫选作业选用浮选机。同采用单一浮选机流程相比,估计节能20%,减少耗水量5%~10%。
4 结束语
通过对多金属白钨矿矿石的工艺矿物学研究,制定了合理的选矿工艺流程和回水处理方法;选用浮选柱作粗、精选设备减少了用水量,并采用分段回水方案降低了水处理成本,实现了项目要求的废水“零”排放,从而使本项目通过了地方环保局的评审,项目得以实施,使有限的矿产资源转变为经济效益和社会效益,本设计的主要创新点有:
1.设计中主干流程采用浮选柱代替常规浮选机,节省了用地,降低了投资,并减少能耗20%左右。
2.钨粗精矿脱药脱水采用深锥+常规浓缩机的两段浓缩方案,不仅保证了加温脱药的浓度、减少能耗,还提高了钨的回收率约1%~2%。
3.为了降低尾矿回水对钨浮选指标的影响,设计选用向尾矿浆添加石灰乳,再经尾矿库+回水库两级澄清、降解选矿药剂的绿色回水方案,降低了水处理成本。
4.采用分段回水流程,降低了回水处理和输送成本,提高了企业经济效益。
[1] 李振飞.某矽卡岩型白钨矿选矿试验研究[J].中国钨业, 2010,25(5):25-28.
[2] 林日孝,张发明,曾庆军,等.云南某白钨矿选矿试验研究[J].金属矿山,2011,(3):74-77.
[3] 张忠汉,张先华,林日孝,等.难选白钨矿选矿新工艺的研究[J].广东有色金属学报,2000,10(2):84-87.
[4] 周士强,石志强,周红勤.从浮选尾矿中回收白钨矿试验研究[J].中国钨业,2004,19(1):23-25.
[5] 叶雪均,刘军,刘智林.某低品位白钨矿浮选试验研究[J].中国钨业,2006,21(5):20-23.
[6] 邱丽娜,戴惠新.白钨矿浮选工艺及药剂现状[J].云南冶金, 2008,37(5):12-14.
[7] 徐家骥(译).使用回水分选复杂白钨矿的半工业试验[J].江西有色金属,1991,5(4):223-224.
[8] 高湛伟,杨剑波,王忠锋.浮钼尾矿回收白钨的选矿生产实践[J].中国钼业,2009,33(5):14-16.
Design Practice of Concentrator in Yaogangxian Yuxin Poly-metallic Scheelite
CHEN Dian-zhu
(Changsha Engineering and Research Institute Ltd.of Nonferrous Metallurgy,Changsha410011,China)
This paper introduces the concentrator construction of Hunan Yuxin poly-metallic ore from the study on technological mineralogy of run-of-mine ore,mineral processing test,process design,recycling water utilization and tailing treatment.The feasibility and rationality of the design scheme of recycling water utilization and tailing treatment was discussed detailedly,and that design can achieve zero effluent discharge of the stope and concentrator wastewater.
process design;equipment selection;recycling water utilization;tailing treatment
TD928.1
A
1003-5540(2012)05-0010-04
陈典助(1968-),男,教授级高工,主要从事有色金属矿选矿厂设计技术工作。
2012-06-20
猜你喜欢
矿山安全信息(2022年15期)2023-01-15 22:57:19
矿山安全信息(2022年23期)2022-11-24 20:40:35
陶瓷科学与艺术(2021年8期)2021-10-15 06:53:58
矿冶(2020年4期)2020-08-21 08:16:24
矿产综合利用(2020年1期)2020-07-24 08:51:10
中国钨业(2019年2期)2019-10-21 09:30:02
钻井液与完井液(2019年4期)2019-10-10 01:56:56
中国有色金属学报(2018年2期)2018-03-26 07:58:45
电子设计工程(2015年6期)2015-02-27 12:05:08
金属矿山(2014年7期)2014-03-20 14:19:52
