移动式钢轨闪光焊机系统中柴油发电机组的选择
2012-11-14 07:55王志伟
电焊机 2012年7期
王志伟,戴 虹,易 琼
(1.湖南铁道职业技术学院 电气工程系,湖南 株洲 412001;2.西南交通大学 材料科学与工程学院,四川 成都 610031;3.南车集团株洲电力机车有限公司 技术中心,湖南 株洲412001)
移动式钢轨闪光焊机系统中柴油发电机组的选择
王志伟1,戴 虹2,易 琼3
(1.湖南铁道职业技术学院 电气工程系,湖南 株洲 412001;2.西南交通大学 材料科学与工程学院,四川 成都 610031;3.南车集团株洲电力机车有限公司 技术中心,湖南 株洲412001)
在目前移动式钢轨闪光焊机系统中,均采用柴油发电机组作为焊机系统的供电电源。列举了现有移动式交流钢轨闪光焊机系统中柴油发电机组的功率选配现状,分析了移动式钢轨闪光焊机实际用电功率需求,指出现有柴油发电机组选配功率不足的普遍问题,提出初步改进意见。
移动式;闪光焊机;柴油发电机组;选择
0 前言
目前,移动式钢轨闪光焊系统的在线焊接供电电源为柴油发电机组(以下简称柴电机组),这种供电电源具有使用灵活广泛、环境适应性好、供电连续等优点。但在现场使用中,发现原配柴电机组普遍存在输出功率不足的问题,只能适应连续闪光焊工艺焊接50轨和60轨的要求,不能很好适应脉动闪光焊工艺焊接60轨的要求,更不能适应焊接75轨的工况。在焊接钢轨时,原配柴电机组长期处于短时超负荷的工作状态,柴油机寿命较短、油耗偏大,磨损严重,柴电机组在焊接钢轨时排放黑烟、积碳现象严重,污染加剧,噪声增加,年度维护工作量繁重;另外,由于供电功率不足,使移动式钢轨闪光焊野外在线焊接质量不易提高,延误施工工期,增加施工开天窗时间,增加施工成本。目前暂无专门文献对移动式钢轨闪光焊机如何合理选配柴电机组这一问题进行研究,给合理选用柴电机组带来困难,使得生产厂家和用户选择柴电机组具有盲目性。为改变这一滞后局面,在此对该问题进行研究。
1 现有移动式钢轨闪光焊机系统中柴电机组的功率原配方案
柴油机的输出功率通常标为常用功率和备用功率,一般用kW标识,在选择柴电机组时,应该按照柴油机常用功率选择,发电机输出功率一般采用kVA标识,交流三相无刷同步发电机COSφ均为0.8。表1为常见的移动式钢轨闪光焊机和厂家原配的柴电机组情况一览表,其数据来源于各厂家网站对所生产的移动式钢轨闪光焊机系统的介绍和焊机实际铭牌标识。
柴电机组除了给闪光焊机供电外,还需要给液压系统和辅助系统供电,液压系统和辅助系统供电总功率在没使用变频伺服泵或者永磁伺服泵时不小于35 kW,最好能到50 kW,在使用变频伺服泵或者永磁无刷伺服泵时不小于30 kW。为降低柴电机组系统输出阻抗,增大系统短路容量,通常取发电机输出功率大于柴油机输出功率。但具体到柴油机与发电机如何适当配合,从表1可以发现各个厂家选配方案五花八门,没有太多规律可循。要解决这个普遍存在的问题,应对移动式钢轨闪光焊机在连续闪光焊和脉动闪光焊工况下所需功率进行仔细分析,并结合移动式钢轨闪光焊机系统设备配置来分析,才能找到对策。
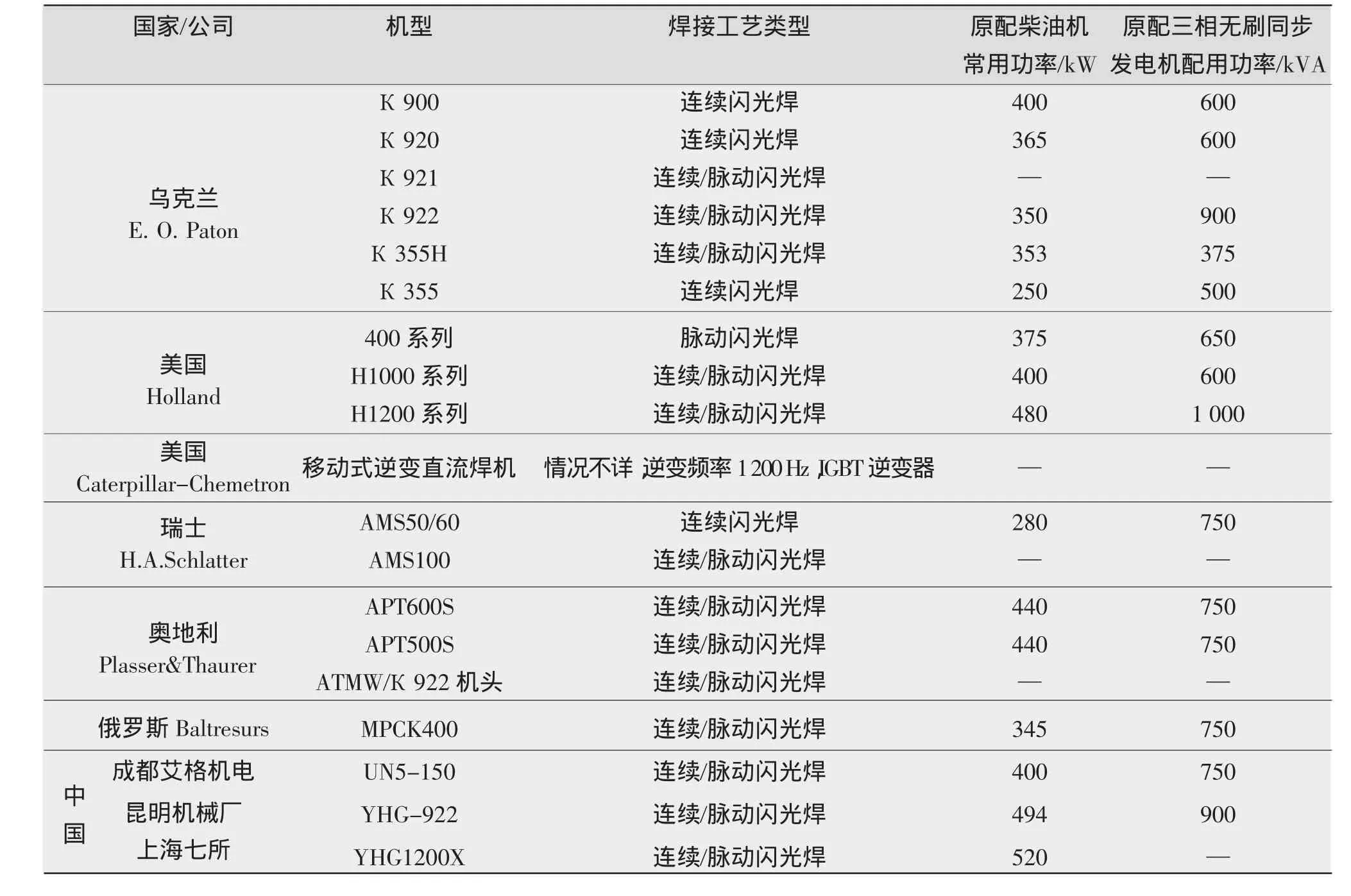
表1 移动式钢轨闪光焊机的柴电机组选配情况
2 移动式钢轨闪光焊机系统实际所需功率分析
(1)三相交流不对称系统。

(2)三相交流对称系统。

式中 P为柴油机实际所需功率(单位:kW);P1为发电机输出功率(单位:kVA);P2为焊机短时间平均功率(单位:kW);P3为焊机辅助系统功率(单位:kW);η 为焊机系统总效率;COSφ1为焊机系统全功率因数;系数0.577为三相交流电源仅带单相交流负荷时的三相电源功率利用率;K1为柴油机功率余量,根据现场使用经验,K1可取0.86,此时柴油机能耗最低,排放污染最少,且热效率最高[1];K2为发电机功率余量,根据现场使用经验,K2可取1。
注意:程控高低压连续闪光焊所需的短时平均功率与脉动闪光焊有所不同,相比之下,脉动闪光焊的短时平均功率要大一些,焊机功率应以不稳定闪光平均电流进行计算[2]。并且焊机在工作时,短时输入功率比焊机变压器额定功率要大得多,当闪光焊机在加速烧化和带电顶锻阶段,如果柴电机组供给焊接变压器的功率不足,而此时由于液压驱动焊钳系统快速脉动或快速进给更需要一定功率,会造成液压系统外特性变软而导致液压焊钳拉力不足,从而使得焊接过程难以控制,影响焊接质量,因此,希望柴油机能有较大的短时输出功率。另外,由于闪光焊负载具有短时需求功率大、功率因数偏低的特点,要求发电机具有一定的抗过载能力,并且内阻较低,能在短时间内输出很大功率而不会使发电机输出端电压瞬时波动过大。表2列出常见的移动式钢轨闪光焊系统焊接75轨时短时实际焊接平均功率和对柴电机组的输出功率需求;表3列出常见的移动式钢轨闪光焊系统焊接60轨时短时实际焊接平均功率和对柴电机组的输出功率需求。
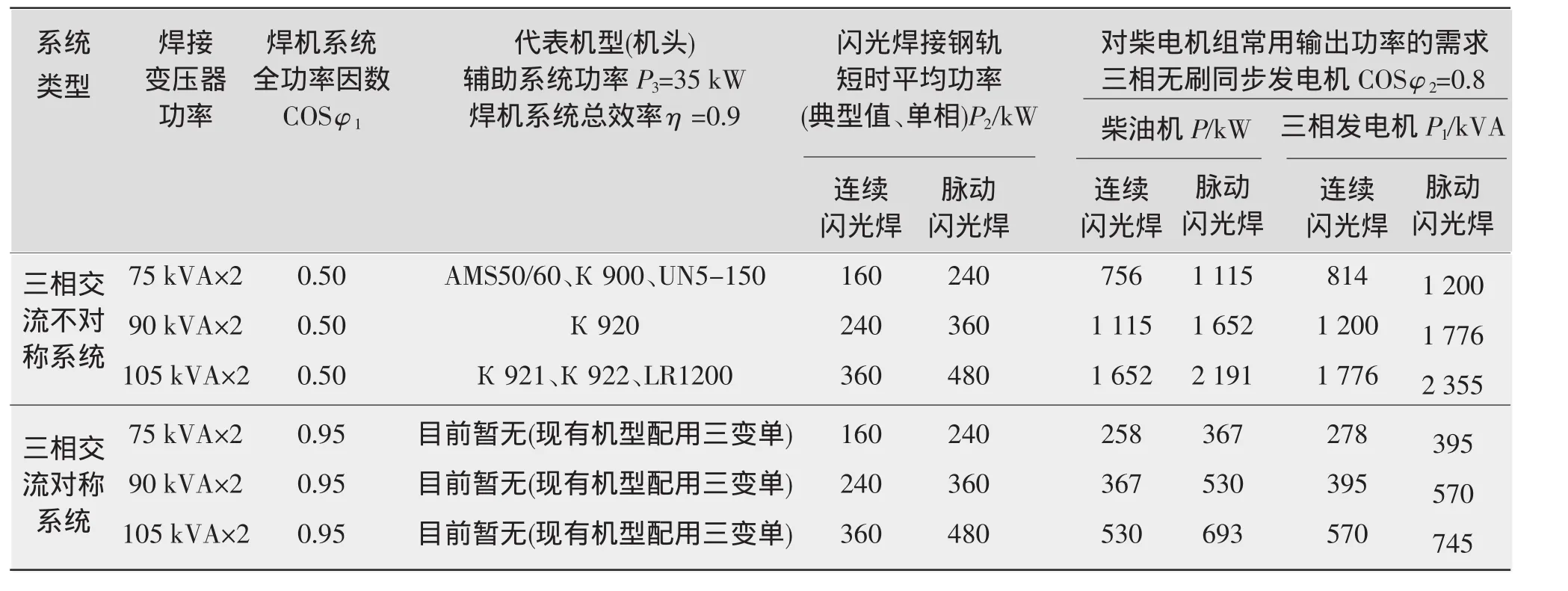
表2 常见的移动式钢轨闪光焊系统焊接75轨时短时实际焊接平均功率和对柴电机组的输出功率需求

表3 常见的移动式钢轨闪光焊系统焊接60轨时短时实际焊接平均功率和对柴电机组的输出功率需求
由表1~表3可知,目前的移动式钢轨闪光焊系统除美国Caterpillar-Chemetron公司的直流逆变焊机外,其余均采用单相交流调压方式进行焊接功率调节,并且没有功率因数动态补偿装置或者三相变单相逆变装置,故存在柴电机组三相输出偏相和焊机系统全功率因数较低的问题,从而使得目前移动式钢轨闪光焊机对柴电机组功率需求很大,特别是采用脉动闪光焊工艺后,对柴电机组功率需求更大,推荐移动式焊轨列车的柴电机组功率不宜小于800 kVA[3],但事实上现有机型均未做到这一点。在脉动闪光焊工艺工况下,原配柴电机组普遍存在功率偏小,不能适应这种焊接工艺对供电功率的要求,而且还造成液压系统短时输出功率下降而导致顶锻力下降。除产生上述问题外,由于柴油机瞬时输出功率小,使得在野外钢轨施工线上焊接时闪光焊接质量下降,灰斑生成几率大幅度增加,焊缝质量变差,焊接废头率上升,从而严重影响施工质量和施工进度,并且大大增加了材料的损耗和能源的消耗。因此,有必要根据表2、表3列出的选配方案和现场焊接设备的状况及附加设备,选择适当功率的柴电机组,以提高钢轨闪光焊接质量,提高施工后铁道线路的安全性,并达到节能的效果。同时,系统三相供电平衡后,液压泵站电机可采用恒转矩变频调速甚至直流永磁无刷电机调速变量泵增强液压泵站的输出能力,使液压系统更好地适应脉动闪光焊工艺要求。
3 柴油发电机组和辅助设备的选择
3.1 柴油发电机组和辅助设备的选用原则
移动式钢轨闪光焊机工作环境恶劣,野外工作配件供应困难,维修难度大,故要求柴电机组中柴油机除了能满足焊接功率需求外,还应具有可靠性高、日常维护简单、配件供应方便、配件价格合理等特点;对于柴电机组的发电机,要求结构简单坚固、稳压精度高、动态特性好、配件价格合理且易于采购、发电机自身阻抗低、且能可靠自行起励、体积小,最好能采用铜线绕组单轴承三相自励恒压无刷同步发电机,且采用永磁副励磁机励磁方式起励(即PMG发电机)[4]。根据表2、表3可知,当移动式交流钢轨闪光焊机系统三相负荷均衡时,柴电机组需要的功率可以大大降低,可有效提高焊接质量,并有效节能、降低污染排放。在现有施工条件和技术水平下,辅助设备可选用全数字化方波逆变电源,即方波三相变单相系统。
3.2 柴油机的选择
可选用沃尔沃、劳斯莱斯、BMW、卡特彼勒、康明斯、三菱重机、底特律、MTU等公司的柴油机,柴油机的常用输出功率可根据闪光焊机机型及附加装置按照表2选择功率相等或功率大一级的柴油机,并且优选四冲程涡轮增压高压共轨电喷柴油机型号。
3.3 发电机的选择
可选用无锡新时代、无锡斯坦福、上海马拉松革新、福州利莱森玛等厂家生产的单轴承PMG永磁辅励三相无刷同步发电机,发电机可根据闪光焊机机型和附加装置按照表2选择输出功率相同或者输出功率等级大一级的发电机。
3.4 辅助设备的选择
在现有施工条件下,采用晶闸管或者IGBT方波逆变电源可满足上述要求,特别是全数字化晶闸管方波逆变电源,耐受过电流能力强、维护简单、系统价格较低、配件价格低廉。
依照上述三个原则,以铁路铺设施工现场常见的К 922机头焊接75轨和60轨为例,选择柴油发电机组和辅助设备方案如下:
(1)为满足К 922机头方波脉动闪光焊工艺焊接75轨的要求,柴油机选康明斯700kW,柴油发动机为康明斯KTA38-G2,发电机为无锡斯坦福HCM634J,全数字晶闸管方波逆变电源功率为800 kW。
(2)为满足К 922机头方波脉动闪光焊工艺焊接60轨的要求,柴油机选康明斯400 kW,柴油发动机为康明斯KTAA19-G3,发电机为无锡斯坦福HCM634G,全数字晶闸管方波逆变电源功率为500 kW。
采用3 kW三相调压器(模拟柴油发电机组功率输出)、全数字化晶闸管方波逆变电源1 kW模拟样机和单相交流碳棒电弧光发生器(模拟闪光焊负载)对上述公式与选择结论进行模拟测试,得到的结论证实了柴油发电机组功率选择计算公式的正确性,并证实了三相变单相方波逆变器在闪光焊接中的节能作用,为其进一步实际应用打下了坚实基础。
4 结论
从上述分析及现场模拟实际工况发现,现有移动式交流钢轨闪光焊机由于三相负荷不平衡而普遍存在柴电机组输出功率不足的问题。根据钢轨交流闪光焊机类型和主要焊接钢轨类型,选择功率合适的柴电机组及三相变单相辅助装置,可有效提高焊接质量,降低能耗。
[1]船用柴油发电机组功率匹配比的选择[J].舰船科学技术,1980(12):51-56.
[2]杨来顺.钢轨焊接工[M].北京:中国铁道出版社,2000:218.
[3]杨来顺.钢轨焊接工[M].北京:中国铁道出版社,2000:247.
[4]苏石川.现代柴油发电机组的应用与管理[M].北京:化学工业出版社,2005:7-90.
How to choose diesel power unit in mobile railway flash-butt-welding system
WANG Zhi-wei1,DAI Hong2,YI Qiong3
(1.Electrical Engineering Faculty,Hu'nan Railway Professional Technology College,Zhuzhou 412001,China;2.Material Science and Engineering College,Southwest Jiaotong University,Chengdu 610031,China;3.Technical Center,CSR Zhuzhou Electric Locomotive Co.,Ltd.,Zhuzhou 412001,China)
In current mobile railway flash-butt-welding system,all welding machine supply power is diesel power unit.Enumerate current diesel power unit selections in mobile railway flash-butt-welding system and analyze power consumption in mobile railway flash-butt-welding machine,figure out under-power in current diesel power unit,propose preliminary improvement suggestion.
choose;mobile;flash-butt-welding machine;diesel power unit;choose
TM314+.2
A
1001-2303(2012)07-0031-04
2011-09-28;
2012-03-04
湖南省教育厅科学研究资助项目(09C1228)
王志伟(1973—),男,湖南湘潭人,讲师,硕士,主要从事钢轨闪光焊系统供电电源及特种电力电子装置的研制和教学工作。
猜你喜欢
小资CHIC!ELEGANCE(2021年36期)2021-10-15
智慧少年·故事叮当(2020年12期)2020-12-25
中国特种设备安全(2019年10期)2020-01-04
电子制作(2017年17期)2017-12-18
焊接(2016年1期)2016-02-27
肿瘤预防与治疗(2015年1期)2015-09-26
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26
海峡姐妹(2015年8期)2015-02-27