压力容器焊接质量控制的研究与实践
2012-11-14 07:52王建勋蔡建刚王春华
电焊机 2012年7期
王建勋,蔡建刚,王春华
(兰州石化职业技术学院 机械工程系,甘肃 兰州 730060)
压力容器焊接质量控制的研究与实践
王建勋,蔡建刚,王春华
(兰州石化职业技术学院 机械工程系,甘肃 兰州 730060)
从保证压力容器制造质量的关键环节——焊接着手,经过长期研究与实践,提出了影响压力容器焊接质量五个方面的主要因素,即:操作人员因素、机器设备因素、原材料因素、工艺方法因素、环境因素,简称“人、机、料、法、环”。通过对上述五因素的分析,提出了压力容器焊接质量分析因果图,按照该因果图,在压力容器制造的实践中取得了良好的效果,其理念和指导思想在压力容器制造行业中具有一定的推广应用价值,对提高我国压力容器制造质量,特别是对焊接质量控制具有一定的指导作用。
压力容器;焊接;质量控制
0 前言
从国内外大量压力容器安全事故的统计中可知,绝大多数安全事故是因焊接质量不合格所致。造成焊接质量不符合要求的主要原因就是工序质量。压力容器作为一种工业产品,其质量是以工序质量为基础的,必须具有优良的工序加工质量才能生产出优良的产品。工序是产品生产过程的基本环节,压力容器生产工序主要包括去污除锈、材料矫形、展开划线、切割下料、边缘加工、成形组装、焊接、热处理、质量检验、安全评定等多道工序。各个工序都有其质量要求并存在影响质量的因素。由于工序质量将最终决定产品的质量,因此必须分析影响工序质量的各种因素,采取切实有效的控制措施,从而达到保证产品质量的目的[1-5]。
影响工序质量的因素,概括起来有五个方面,即:人员、机器设备、原材料、工艺方法、环境,简称“人、机、料、法、环”五因素。各个因素对不同质量影响的程度有很大的差别。在压力容器制造过程中,焊接是一道重要的工序,影响焊接质量的因素也不外乎上述五个方面[1]。
1 操作人员的因素
不同的焊接方法对操作人员的依赖程度不同。手工操作占支配地位的焊条电弧焊和气体保护焊等,其操作者的个人技能和谨慎态度对焊接质量至关重要。即使自动化程度高的埋弧自动化,其工艺参数的调节和施焊也离不开人的操作;各种半自动焊中电弧沿焊接方向的移动也是靠人掌握。因此,操作者质量意识差、操作时粗心大意、不遵守焊接工艺规程、操作技能低或操作技术不熟练等都会影响焊接质量。对操作人员的控制措施如下:
(1)加强“质量第一、用户第一、下道工序是用户”的质量意识教育,提高操作者的责任心和一丝不苟的工作作风,建立质量责任制。
(2)定期进行岗位培训,从理论上认识执行工艺规程的重要性,从实践上提高操作者的技能。
(3)加强焊接工序的自检及专职检查。
(4)进行焊工上岗资格控制。凡参加压力容器施焊工作的焊工都应按照《锅炉、压力容器、压力管道焊工考试与管理规则》进行培训、考试,并取得相应资格;生产单位应按焊接工艺的要求,指定有相应资格的焊工承担焊接工作,焊接检查人员监督焊工资格,并做好焊接检查记录;制定焊工标记管理制度,对焊工钢印、标记内容、标记部位等作出明确的规定。
2 机器设备的因素
各种焊接设备的性能、稳定性、可靠性等直接影响焊接质量。设备结构越复杂,机械化、自动化程度越高,焊接质量对其依赖性就越强,要求这类设备必须具有良好的性能和稳定性。对于重要的焊接结构产品,其质量保证体系中应建立包括焊接设备在内的各种在用设备定期检验制度。从保证焊接工序质量出发,对机器设备应作好以下几点:
(1)定期维护、保养和检修。
(2)定期校验焊接设备上的各种仪表(包括电流表、电压表、气体流量计等)。
(3)建立设备状况的技术档案。
(4)建立设备管理制度及设备使用人员责任制。
3 原材料的因素
焊接生产所使用的原材料包括母材和焊接材料(焊条、焊丝、焊剂、保护气体等),这些材料的自身质量是保证焊接产品质量的基础和前提。从全面质量管理的观点出发,为了保证焊接质量,在生产过程的起始阶段,即投料之前就要把好材料关。对原材料的控制主要有以下措施:
(1)加强原材料的进厂检验和验收。
(2)建立严格的材料管理制度。
(3)实施材料的标记移植制度,保证材料具有可追溯性。
(4)选择信誉比较高、产品质量较好的供应厂或协作厂进行订货和加工。
4 工艺方法因素
焊接质量对工艺方法的依赖性较强,在影响工艺质量的诸因素中占有比较重要的地位。工艺方法对焊接质量的影响主要来自两个方面:一是工艺制定的合理性;二是执行工艺的严格性。首先要对某一产品或某一材料进行焊接工艺评定,然后根据评定合格的“工艺评定报告”和图样技术要求制定焊接工艺规程,编制焊接工艺说明书或焊接工艺卡,这些以书面形式表达的各种工艺参数是指导施焊时的依据,它是根据模拟相似的生产条件所做的试验以及长期积累的经验、产品的具体技术要求编制出来的,是保证焊接质量的基础,具有严肃性和慎重性,通常由经验比较丰富的焊接技术人员编制,以保证其正确性和合理性。在此基础上需要保证的另一方面是贯彻执行工艺方法的严格性,在没有充分依据的情况下不能随意变更工艺参数,如果确需改变,也得履行一定的程序和手续。不合理的焊接工艺虽然不能焊出合格的焊缝,但有了经评定验证的正确合理的工艺规程,若不严格贯彻执行,同样也不能焊接出合格的焊缝。两者相辅相成,相互依赖,不能忽视或偏废任何一个方面。
对工艺方法的控制措施有:
(1)按相关标准进行焊接工艺评定。
(2)选择经验丰富的焊接工程技术人员编制焊接工艺文件。
(3)对施焊现场加强管理和检查。
(4)按要求制作焊接产品试板和焊接工艺纪律检查试板,以检验工艺方法的正确性与合理性。
5 环境因素
在特定环境下,焊接质量对环境的依赖程度也是比较大的。焊接操作常常在室外露天进行,必然受到外界自然条件(如温度、湿度、风力及雨雪天气)的影响,在其他因素一定的条件下也有可能单纯因环境因素造成焊接质量问题。环境因素的控制措施比较简单,当环境条件不符合规定要求时,可对工件进行适当预热。
上述影响焊接质量的五个方面因素是从大的方面来划分的。实际上,每一个大的因素又包括若干个小因素,每一个小因素还可以分解成几个更小的因素,将各个因素罗列出来并绘制成因果图(鱼刺图),如图1所示。它是一种进行质量分析的工具,根据长期的实践经验,将影响质量的各种因素都归纳于图中,一旦出现质量事故,在查找原因时就可以从图中逐一分析,逐一排除,最终查出造成焊接质量不合格的一个或多个原因。
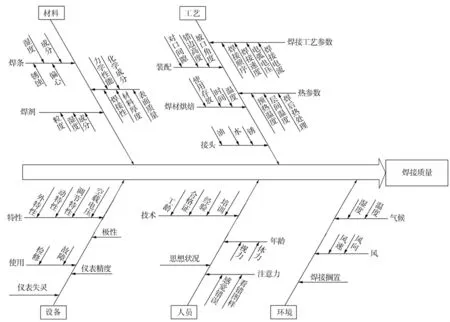
图1 压力容器焊接质量分析因果
6 结论
从保证压力容器焊接质量入手,提出了影响压力容器焊接质量的五大因素,即材料因素、机器设备因素、人员因素、工艺方法因素、环境因素,并对以上五个因素提出了控制焊接质量的措施。同时必须注意压力容器生产过程中的材料质量控制,要有切实可行的工艺质量保证系统、焊接质量保证系统、理化检验质量保证系统、无损检测质量保证系统等,以保证压力容器的制造质量,确保压力容器“安、稳、长、满、优”的运行。中石油第二建设公司多年来在压力容器制造中完全按照本研究的设计思想监控压力容器制造质量,其制造过程特别是焊接返修率大大降低,经过严格的质量检验,其一次合格率达到95%以上。因此,本研究的理念和指导思想在压力容器制造行业中具有一定的推广应用价值,对提高我国压力容器制造质量有一定的参考作用[1]。
[1]王建勋.焊接结构生产[M].长沙:中南大学出版社,2010:219-227.
[2]刘彩梅.压力容器焊接质量控制[J].化学工程与装备,2010,48(8):28-29.
[3]洪志明.浅谈压力容器焊接质量控制[J].中国科技财富,2010,132(16):71-72.
[4]刘文卜.压力容器焊接质量控制[J].锅炉压力容器安全技术,2004,80(2):55-56.
[5]陈泽盘,蒲亨前.锅炉压力容器焊接质量控制系统的建立与质量控制[J].电焊机,2007,37(2):62-64.
Research and practice of quality control for pressure vessel welding
WANG Jian-xun,CAI Jian-gang,WANG Chun-hua
(Department of Mechanical Engineering,Lanzhou Petrochemical Vocational College of Technology,Lanzhou 730060,China)
Enter on the welding that is the key process to ensure the quality of the pressure vessel manufacture,after a long research and practice,the paper indicates five main factors effected pressure vessel welding quality,namely the operator factors,equipment factors,raw materials factors,process factors,environmental factors.Through analysis of above mentioned five factors,analysis causal diagram of pressure vessel welded quality is gained.According to the this diagram in the pressure vessel manufacturing practice,achieves good results.Therefore,this conception and guiding principle has some promotional value in the pressure vessel manufacturing industry.As well as it can improve the manufacturing quality of pressure vessel,especially has a guiding role in welding quality control.
pressure vessel;welding;quality control
TG457.5
B
1001-2303(2012)07-0083-03
2011-07-10;
2012-07-10
王建勋(1958—),男,甘肃宁县人,教授,主要从事焊接技术及自动化专业的教学与研究工作。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
石材(2020年4期)2020-05-25
山东冶金(2019年6期)2020-01-06
中国宝玉石(2019年5期)2019-11-16
建材发展导向(2019年10期)2019-08-24
世界农药(2019年2期)2019-07-13
冰雪运动(2016年4期)2016-04-16
工程建设与设计(2016年1期)2016-02-27
铜业工程(2015年4期)2015-12-29
新疆钢铁(2015年3期)2015-11-08