金属结合剂金刚石砂轮的研究
2012-11-13 07:24刘树
科技视界 2012年35期
刘 树
(云南锡业职业技术学院 云南 个旧 661000)
金属结合剂砂轮存在自锐性差、砂轮表面容易堵塞、在磨削加工中容易造成工件表面烧伤,影响工件的表面质量等问题,且金刚石砂轮具有极高的硬度,修整非常困难,这一定程度上也限制了金刚石砂轮的应用。为解决金属结合剂砂轮在精密磨削加工中的缺陷,国内外学者对金属结合剂砂轮的制备、结合剂配方设计、修整方法等方面的问题进行了不断的研究和探索。
1 金属结合剂金刚石砂轮的分类和特点
金属结合剂砂轮主要分为三种类型:①烧结金属结合剂砂轮;②电镀金属结合剂砂轮;③单层钎焊金属结合剂砂轮。
1.1 烧结金属结合剂砂轮
烧结型金属结合剂砂轮通常以青铜和铸铁等金属作为结合剂,用高温烧结的方法制造而成。其优点是结合强度高,成形性能好,耐高温,导热性和耐磨性好,并且使用寿命长,可承受较大的载荷。缺点是由于烧结型金刚石砂轮的制造工艺,决定了其表面形状是随机形成的,各磨粒的几何形状、分布及切削刃所处的高度圴不一致,磨粒分布不均匀,因此在磨削时只有少数较高的切削刃的磨粒能切削到工件,限制了磨削质量和磨削效率的提高。
1.2 电镀金属结合剂砂轮
电镀金属结合剂金刚石砂轮通常以镍或镍合金做镀层金属,其优点是电镀工艺简单,投资少,制造和使用方便,精度高,可以达到很高的工作速度,寿命长,对于精度要求较高的砂轮,电镀是唯一的制造方法,正是由于电镀金属结合剂砂轮具有这些优势,使得电镀砂轮在高速、超高速磨削中占据着主导地位。但是电镀金属结合剂金刚石砂轮在使用过程中也存在不少缺点,磨料其实仅仅实际上只是镶嵌在镀层金属里中,因而把持力小,金刚石颗粒在高速磨削过程中容易出现易脱落现象,从导致导致过程整体失效,解决方法为如果要增加把持力就必须增加镀层厚度,以此来加大把持力,使得增加镀层厚度的结果是磨粒裸露高度和容屑空间减小,使砂轮易出现容易发生堵塞,散热差散热效果差,这样工件的表面容易烧伤,电镀金刚石砂轮的这些弊端的不完善大程度也大大限制它在高效磨削中的应用。
1.3 单层钎焊金属结合剂砂轮
利用活性钎料和镍基钎料的真空炉中钎焊方法,实现了金刚石、结合剂、金属基体三者之间的化学冶金结合,克服电镀金属结合剂砂轮结合强度差、磨粒易脱落等缺点,增大金属结合剂对磨粒的把持能力,提高砂轮的结合强度,提高了金刚石磨具的强度、性能和寿命,单层高温钎焊超硬磨料砂轮的磨削力、功率损耗、磨削温度更低,意味着可达到更高的工作速度,缺点:工艺复杂,成本高,是一种处于研发中的新型金属结合剂砂轮。
2 金属结合剂金刚石砂轮的修整技术
金属结合剂砂轮的修整方法经常被使用的为:电火花法修整、基于表面放电修整法、在线电解修整法、激光修整法、超声震动修整法等。
2.1 电火花法修整
电火花修理金刚石砂轮的过程中,砂轮快速度旋转,被修整砂轮接脉冲电源的正极,工具电极接脉冲电源的负极,以磨削乳化液为工作液,且工作液由磨床的冷却液喷嘴直接注入到被修整砂轮和工具电极之间,脉冲电压加到修整电极和金刚石砂轮之间,在绝缘强度最低处击穿介质产生火花放电。如果若放电点的部位局部的功率密度达到一定高度足够高,产出生的瞬时高温可以就可以使将结合剂材料熔化甚至气化,形成放电凹坑。反复放电过程里,在重复放电过程中,使超硬磨粒有效地暴露出来,从而达到整形和修锐的目的。所以火花放电修整可以有选择地去除金属结合剂,使金刚石磨粒露出结合剂表面,从而实现对砂轮的修锐。
电火花修整特点:①在线修整确保磨削精度可进行在线修整,易保证磨削精度;②操作简单可靠操作简单;③适用导电材料为结合剂的砂轮比较适用适用于以导电材料作为结合剂的砂轮;④修整力度不大,修整力小,适合适较极薄砂轮的修整;⑤方便地便于对成型砂轮的快速高速、高精度的修整。此外,除此之外,砂轮修整法相比其它方法来说相对其他砂轮修整方法电火花修整还具有成本低、易操作、工艺参数少、易于调节等优点。
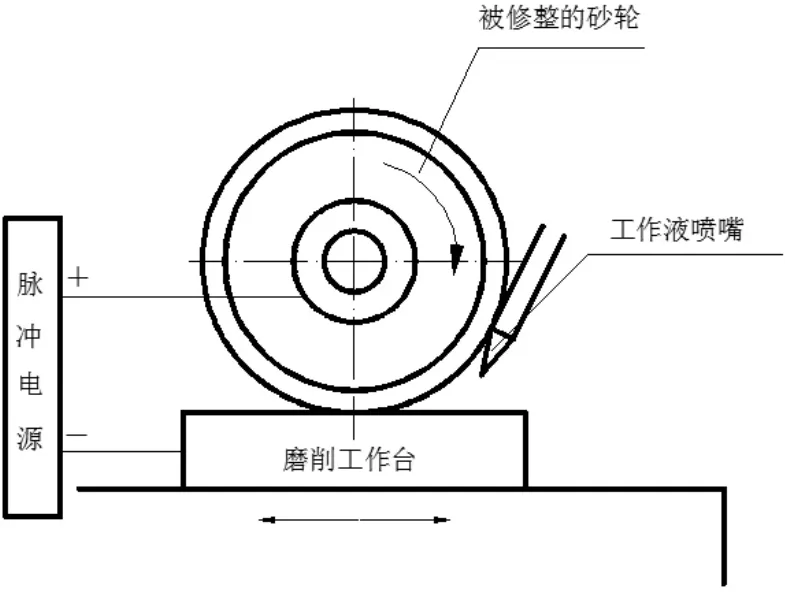
图1 电火花修整原理图
2.2 基于表面放电修整法
基于表面放电金刚石砂轮修整法:在机械修整金刚石砂轮的同时辅以表面放电来修整砂轮,这是复合修金刚石砂轮的方法,原理是:做旋转运动的修整后的金刚石砂轮,其在旋转方向,首先对金刚石砂轮表面采用脉冲放电,然后使用金刚石笔对机械仔细修整,金刚石笔的轨迹控制修整精度,以此来达到金刚石砂轮修锐和整形的目的。其基本原理是用金刚石砂轮表面电极和金属基金刚石砂轮表面相互放电,这种放电在对修整过程中扮演了两个角色:一是,形成瞬时高温热源,结合剂金刚石砂轮表面软化,这样使紧跟其后的金刚石笔的修整力大幅度减小,使金刚石修整笔的使用寿命提高,修整和修锐效率也相对提高;二是,放电爆炸形成的冲击波和放电爆炸后形成的真空负压使砂轮表面容屑坑中的磨削产物有效排除,从而砂轮面部金刚石颗粒显现,以此看出金刚石砂轮修锐的作用。
单纯的机械修整法修整金刚石砂轮的过程中,机械作用力大并且效率低,成本高,再者工作环境差,比较难加工的材料在并且工作环境相对恶劣,而在磨削难加工材料时,对金刚石砂轮有较大磨损磨损较快,需数次要频繁修整;若单纯使用将电加工、激光加工等特种加工技术修整金刚石砂轮,只是单方面避免虽然可以避免修整过程中机械作用力大的弊病的缺点,但是由于修整过程,大多是高温条件下进行的,金刚石磨粒的碳化现象也是相当严重,碳化后的金刚石磨粒的强度和硬度都会大大地降低,金刚石优异的磨削性能受到很大影响,这样的金刚石砂轮很难用于磨削超硬材料。基于表面放电金刚石砂轮修整法有效地将这两类方法结合在一起,互相补充,扬长避短,使金刚石砂轮修整技术向效率高、成本低、适应性广的实际应用更迈进一步。提高了砂轮表面修整质量的同时也降低了金刚石笔的磨损,而且其成本低,广泛应用于生产实践中。
2.3 在线电解修整法
电解修整法:电解修整主要是通过电化学作用,再加机械作用辅助的修整方法。砂轮连接至直流电源的阳极,其次查看砂轮形状用一个导电性好的修整块连接电源的阴极,砂轮与修整块之间需调整到符合距离,形成必要的电解间隙,电解液经喷嘴喷入间隙中,形成通路,这样砂轮表面的金属结合剂在电流和电解液作用下,发生阳极溶解而去除以达到修锐的目的。为了符合新型材料精密加工的要求,从而更深步发展了在线电解修整,可完成硅片或其它超硬材料的镜面加工。在线电解修整过程时,绝缘层生成的厚度和非线性电解的修整作用处于一种动态平衡,一方面维持金刚石砂轮表面的高效切削功能,另一方面也限制了金属结合剂的过度电解,从而阻止砂轮的磨损过快现象,且这种修整方法还有磨削力小、磨削热小的优点,大幅度减小硬脆材料加工表面的微观裂纹,提高表面质量。
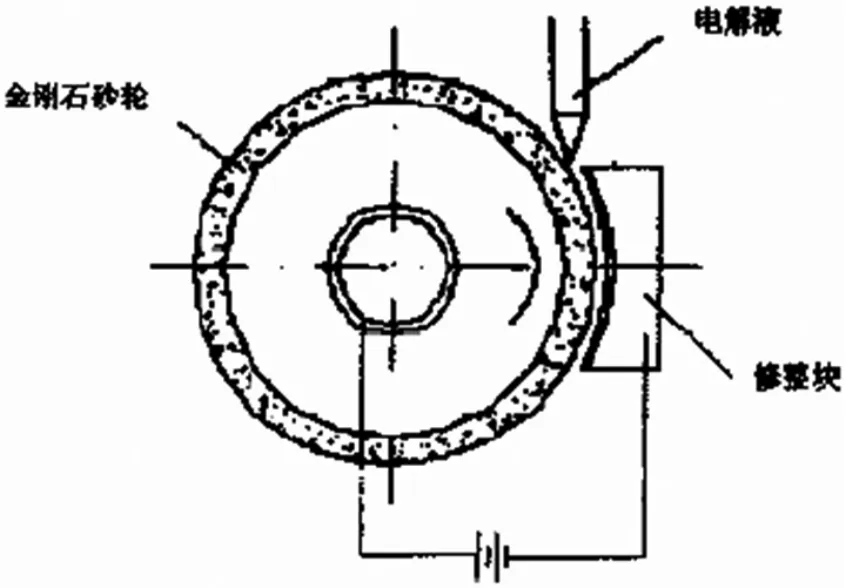
图2 电解修整示意图
3 结束语
随着高精密加工、航天、军事、光电信息科技的发展,对脆硬材料的需求量逐渐增大,也对脆硬材料的加工提出了更高的要求。今后,对于提高砂轮的强度、耐用度、磨削效率、精度保持性、和研究新的修整技术仍是金属结合剂砂轮的发展主要研究方向。
[1]贾妍,蔡兰蓉,胡德金.表面放电辅助修整金属基金刚石砂轮机理研究[D/OL].中国科技论文在线.
[2]王海滨.金属基金刚石砂轮电火花整形参数的研究[J].森林工程,2008,5.
[3]贾云海,卢学军,邓福铭,徐国军,朱立新.金刚石砂轮精密修整工艺研究[J].金刚石与磨料磨具工程,2009(4).
猜你喜欢
中国机械工程(2022年2期)2022-01-27
硅酸盐通报(2021年3期)2021-04-18
湖北农机化(2020年4期)2020-07-24
表面工程与再制造(2019年3期)2019-09-18
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
断块油气田(2012年6期)2012-03-25