
质量流量测量中关于密度问题的探讨
2012-10-31 02:48张静
化工与医药工程 2012年5期
张 静
(中国石化集团上海工程有限公司,上海 200120)
工业生产中测量流量用的流量计除质量流量计外都是直接测量体积流量的体积式流量计,获取质量流量需要通过密度进行换算。因此,如何消除由介质密度变化带来的误差,是质量流量检测的关键所在。
当介质的组分比较单一和稳定时,液体的密度基本不变;气体的密度与温度压力有关,比如:饱和蒸汽密度与温度有关,过热蒸汽、空气、氮气、氧气等气体密度与温度和压力都相关。在工程上有很成熟的解决办法,在第1节中将具体阐述。
但当介质(尤其是气体)组成比较复杂、变化很大时,组成变化对密度的影响大大超过了温度、压力对密度的影响。如:在石油加工生产过程中,石油气介质的组成变化很大,有时密度变化范围可达0.155 4~2.032 1 kg/m3,最大测量误差就将达百分之几十,这是不允许的[1]。在第2、3节中将针对这个问题探讨可行的解决办法。
1 介质组成稳定时,常用的质量流量测量方法
1.1 用科氏质量流量计直接测量
科氏质量流量计可以直接检测质量流量,不涉及密度的问题,简单又准确,还可通过质量流量计算介质密度,当密度计使用。但投资很高,尤其大管径情况下,十几万到几十万不等。
1.2 用常用流量计配合温度、压力补偿
这种方法的原理是通过测量温度、压力来校正流体密度,从而计算质量流量。精度不如质量流量计,但投资比较小,在大管径情况下尤其实用。精度要求不高的情况下,是主流方法。常用流量计有差压式流量计(如:孔板、文丘里、喷嘴、均速管等)、涡街流量计、电磁流量计、超声波流量计等。
2 介质组分变化很大时,质量流量测量方法探讨
我们先来看看原理上可行的几种方法,再分析其在工程上的可行性。
2.1 用科氏质量流量计直接测量
科氏质量流量计通用性很强,精度高、反应快。缺点是价格昂贵,且能够用于测量密度较低介质的理想可选产品较少;管径在DN300以上的生产厂家较少。
2.2 用音叉式密度计测量密度,配合常用流量计
这种方法的投资与质量流量计相当,但是密度计型号选择少,两台仪表串联也会降低精度。虽然理论上可行,但考虑到性价比,不推荐用于工程上的质量流量测量。
2.3 用分析仪计算混合密度,配合常用流量计
分析仪精度高,但反应时间以分钟计,并且价格非常高要几十万。当需要精确测量流体中各组分,并且对反应时间要求不严格时可以使用,如检测产品质量、参与工艺流程控制等。但不推荐用于工程上的质量流量测量。
2.4 用涡街流量计和孔板差压流量计串联,配合流量演算器测量气体质量流量
用这个方法计算质量流量与气体密度无关,只与涡街流量计的输出频率和孔板流量计的差压输入信号有关系。精度不如质量流量计,但价格方面有很大优势。并且孔板、涡街流量计都是很成熟的仪表,故障率低、维护量少。
九十年代初,茂名石化公司炼油厂用这种方法测瓦斯质量流量来控制能耗,并且与实验室分析仪所得数据进行多次比较,误差在可接受范围内。该系统投用三年时间一直运行稳定良好、数据准确可靠[2]。
第3节将详细阐述此法的理论依据。
3 用涡街流量计和孔板串联,配合流量演算器测量气体质量流量的理论依据
原理框图如图所示[1]。
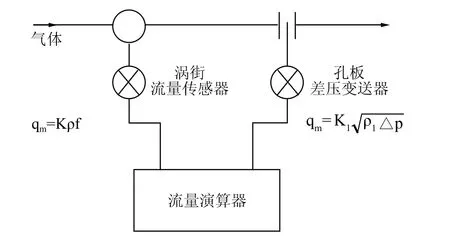
图 涡街孔板串联测量组分变化的气体质量流量原理图
推理过程[2]如下:
涡街流量传感器数学模型为:

式中:qm— 质量流量;
K — 涡街流量传感器的流量系数;
ρ — 流体密度;
f — 涡街流量传感器输出频率。
孔板差压流量计数学模型为:

式中:K1— 孔板差压流量计的流量系数;
ρ1— 流体密度;
Δp — 差压。
由于气体通过孔板流量计时会有一定压损,如果将涡街流量计串孔板在后面,气体密度会有所改变,所以,将涡街串在孔板前面,这样ρ=ρ1。注意孔板还要满足一定的直管段要求。
将式(2)的平方除以式(1)得

涡街流量计的流量系数K与漩涡发生体宽度、斯特罗哈尔系数、管道截面积有关系,由厂家在仪表制造完成后在标定台位上确定,可以看作常数。孔板差压流量计的流量系数K1在标定台位上通过实流标定可得到,也可以看作常数。
另外,也可以通过质量流量qm反推密度ρ。由涡街流量传感器数学模型式(1)和式(3)可得

将所有常量合并为一个常数置入演算器,仪表就能从孔板差压流量计的差压Δp和涡街流量计的输出频率f计算流体质量流量qm和密度ρ。这一方法尤其适合气体组分变化频繁、变化幅度大并且管径大的情况。
4 结论
科氏质量流量计是测量质量流量最理想的选择,但价格昂贵。常用流量计加温度、压力补偿,在介质组成稳定而且精度要求不很高的情况下是一种较为经济实用的方法。本文中提到的涡街流量计和孔板串联的方法,非常适合组分变化大的气体质量流量测量,在精度要求不高并且管径大的情况下性价比要比科氏质量流量计高。具体比较见下表。

表 测量质量流量的几种解决方法比较
[1] 纪纲. 流量测量仪表应用技巧[M].北京:化学工业出版社,2010,58-59,74.
[2] 袁庆青. 瓦斯质量流量及其密度测量[J]. 化工自动化及仪表,1994(2):56-57.
猜你喜欢
核科学与工程(2022年3期)2022-10-18
数学物理学报(2022年4期)2022-08-22
计测技术(2021年2期)2021-07-22
中国测试(2021年4期)2021-07-16
广州化工(2020年6期)2020-04-18
河北农机(2020年10期)2020-01-08
现代矿业(2018年9期)2018-10-16
北京航空航天大学学报(2017年2期)2017-11-24
天然气与石油(2014年2期)2014-07-16
自动化博览(2014年10期)2014-02-28
