
新型钛盘管装置的研制及试用结果分析
2012-10-31 05:53雷忠荣付维军
钛工业进展 2012年6期
雷忠荣,付维军
(西安优耐特容器制造有限公司,陕西 西安 710201)
1 前言
化工行业一直是中国用钛的第一大领域,其用钛量占全国各行业用钛总量的53%。而在用钛的各种化工设备中换热器使用最多,用钛量占整个化工行业用钛量的一半还多。换热器最主要的参数之一是换热面积,为了增大换热器的换热面积,提高换热效率,常常采用盘管来制作换热器。盘管换热器结构紧凑、换热效率高,得到了广泛使用[1]。将原有换热管更换成盘管后,其换热效果明显提高。换热器用的盘管是用钛管制作的。由于钛属于稀有金属,价格较铜和不锈钢等要贵许多,因此制作钛盘管时,不但要保证外观尺寸符合要求,还要控制管材盘制过程中的废品率,提高钛材的利用率。钛管的盘制需要借助特定的盘管装置来实现。此前,西安优耐特容器制造有限公司使用的旋转胎具盘管制作装置制作钛管盘时,易产生许多缺陷,成品率低,材料的利用率也低。本试验根据三辊卷板机的工作原理设计研制了一种新型钛管盘制装置,克服了旋转胎具盘管所造成的缺陷,大大提高了钛材的利用率。
2 装置设计与制作
以φ38 mm×2 mm的钛管制作直径为1000 mm的钛盘管为例,分析了旋转胎具盘制钛管时的问题所在,设计制作了新的钛管盘制装置。
旋转胎具盘管装置由圆筒胎具、立柱、带槽的滑轮、减速机等主要零部件组成[2-4]。旋转胎具盘管装置的示意图如图1所示。在圆筒胎具的适当位置焊一卡具,在距离圆筒胎具500 mm处焊有一根φ36 mm的立柱,将轮面带槽的滑轮套在立柱上,将管子的一端卡在圆筒胎具的卡子上。其工作原理是:将钛管镶入滑轮卡槽,滑轮向旋转胎具输送钛管,圆筒胎具直径由最终换热器的盘圆直径以及钛管的回弹量确定;胎具旋转速度由Y132S-82.2kW减速机控制,开动减速机即可进行盘管。
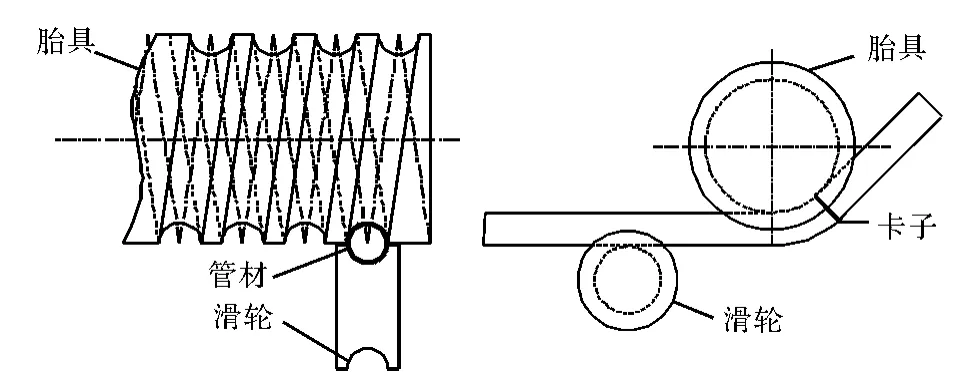
图1 旋转胎具盘管装置Fig.1 Positioner rotation coiler device
该装置被用于许多材质管材的盘制[5],但用于钛管盘制成形时易起皱、变形,特别是管子焊接处经过滑轮时易被拉裂。因此,为了克服旋转胎具盘管装置盘制钛管时的许多不足,根据三辊卷板机原理设计了三辊盘管装置,其装置示意图如图2所示。为了简化盘管装置的制作过程,选购了型号为W11-6-100的三辊卷板机,对其进行改制。将三个辊子的右端都伸出φ36 mm的车光轴,下面两辊均铣有键槽。加工三个φ200/50 mm的滑轮,轮面上均加工R=19 mm的槽,将一个滑轮套在上辊端部,另外两个滑轮套在两个下辊上,用键(选用键B10/40GB 1096—79)锁死,依靠下辊推动输送钛管,通过上辊上下浮动调节管子曲率来保证盘管的圆盘直径。
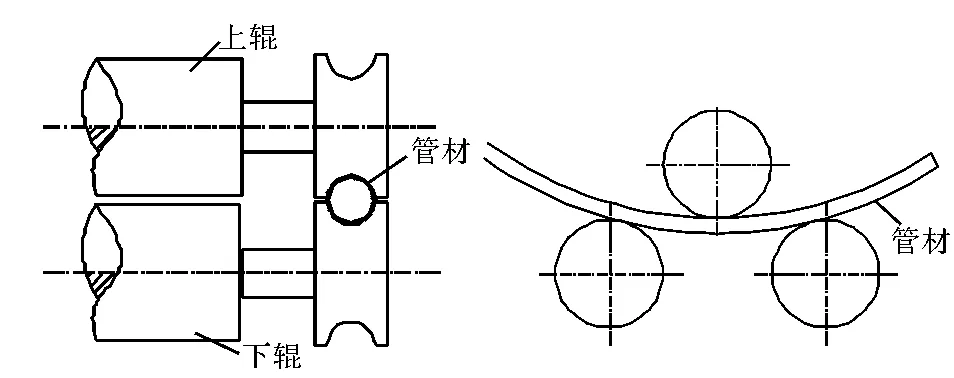
图2 三辊盘管装置Fig.2 Three roller coiling device
3 钛盘管装置试用结果分析
3.1 两种盘管装置制作的钛盘管整体尺寸误差对比
采用图1所示的旋转胎具盘管装置盘制钛管时,钛管既有塑性弯曲,还有弹性弯曲,管子始终处于一种受拉状态,因此容易将管材在焊接处拉裂。另外钛管材回弹量很大,而回弹量的准确计算比较复杂且难度较大,导致胎具尺寸不易控制,从而造成盘管的整体误差较大。采用图2所示的三辊盘管装置盘制钛管时,管子通过滑轮处于自由状态,几乎没有回弹,因此可以利用样板来检查曲率是否满足尺寸要求,这样得到盘管盘圆误差较小。采用两种盘管装置制作的直径1000 mm钛盘管尺寸精度对比列于表1。从表1所列试验结果可知,使用旋转胎具盘管装置制作的盘管尺寸偏差为+11~-10 mm,而采用三辊盘管装置制作的钛盘管直径偏差可以控制在 +4~-3 mm之间。

表1 两种盘管装置制作的直径1000 mm钛盘管尺寸精度对比Table 1 Comparaion on dimentional precision of titanium tubes manufactured by two devices
3.2 外表面质量对比
采用旋转胎具装置进行钛管盘制时,由于钛管通过滑轮后过度角太小,管子在成形时易起皱、变形,从而导致换热管内流体阻力增加,影响换热效果。另外,管子在对接焊缝处还容易被拉裂,出现废品。而采用三辊盘管装置能够克服这些缺点,这是因为管子通过滑轮为圆滑过渡。图3给出了两种不同的盘管装置盘制的钛换热器成品照片。
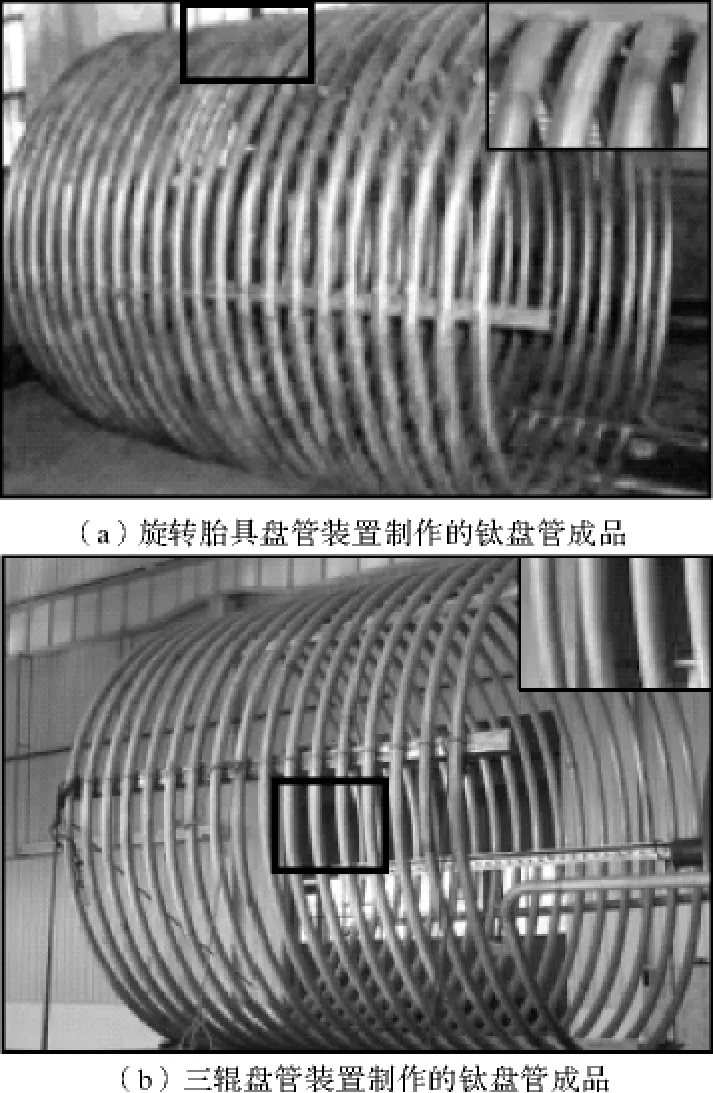
图3 两种盘管装置制作的钛盘管成品Fig.3 Titanium tubes manufacured by two devices
3.3 经济效益对比
3.3.1 金属钛的利用率
由于旋转胎具盘管装置的立柱距胎具轴心有500 mm距离,因此,在钛管盘制过程中,头和尾均会有超过500 mm过渡段,无法盘制而被切掉。另外,由于旋转胎具盘管装置自身存在的不足,会导致对接焊缝被拉裂而报废。因此,金属钛的利用率只有80%左右,而采用三辊盘管装置盘制钛管无切头尾的浪费,也无拉裂对接焊缝的可能,因此金属钛的利用率可以达到95%,提高了15%。
3.3.2 工装成本
由于化工设备本身就是一种非标设备,被盘制的管材直径不标准,相对应每种盘管的盘圆直径也不标准,就需要制作相应尺寸的旋转胎具,旋转胎具盘管装置耗材耗时都相对较高。而三辊盘管装置不需准备大量的胎具,管材的直径变化时只需更换滑轮就可以了,盘圆直径则可以通过升降上辊的高度来实现。三辊盘管装置的制作与旋转胎具盘管装置相比,不但节省了大量的制作材料,而且加工周期短。一般旋转胎具盘管装置所需的胎具直径小的需几千元,直径大的则需几万元,而三辊盘管装置胎具价格往往可以忽略不计。
4 结论
(1)三辊盘管装置使用方便,操作简单,生产效率高,材料的利用率达到95%,工装成本也比旋转胎具盘管装置低得多。
(2)三辊盘管装置盘制的钛管外形美观,尺寸精度高,避免了旋转胎具盘管装置起皱、拉裂等现象的发生。
(3)三辊盘管装置已在西安优耐特容器制造有限公司用于批量化生产,为公司带来了可观的经济效益。
[1]王林征.炼厂设备制造工艺学[M].北京:石油工业出版社,1992:1-12.
[2]张松,刘静,赵永刚,等.盘管式冷凝器成形工艺及装置设计[J].金属加工,2011(4):39-40.
[3]刘关强,赵宝洪,郭栋梁.铜合金盘管生产概述[J].铜加工,2010(1):37-41.
[4]刘永忠.钛盘管换热器制作模具尺寸确定[J].压力容器,2008(11):53-55.
[5]黄欣.在水解锅内使用钛盘管[J].医药设计,1983(1):43-44.
猜你喜欢
建筑热能通风空调(2022年6期)2022-07-30
能源工程(2021年3期)2021-08-05
制冷与空调(2020年6期)2021-01-12
化工管理(2020年17期)2020-07-17
制冷(2019年2期)2019-12-09
中国酿造(2019年9期)2019-10-08
建材发展导向(2019年10期)2019-08-24
大陆桥视野·下(2017年9期)2017-09-17
