黏胶短纤生产线Autefa打包机的故障分析及排除方法
2012-10-29 03:29玄兆生
化纤与纺织技术 2012年1期
玄兆生
(唐山三友集团兴达化纤有限公司,河北 唐山 063305)
我司黏胶短纤生产线上使用的打包机是德国AUTEFA公司生产的Autefa LB4540型打包机。 该打包机是采用PLC加变频器总线控制模式,其运行平稳、自动化程度高,称重准确,保护全面,人机界面友好,报警信息准确可靠。但在实际运行中,打包机有时会由于挤丝、主压超压等故障电气报警,从而造成停机,影响正常生产。本文对打包机的常见故障进行了分析,同时提出了相应的处理措施。
1 Autefa LB 4540型打包机的流程
Autefa LB 4540型打包机的基本组成部分有:给料、称重、预压、转箱、主压、出包、液压站、电控。由打包机输棉风机将黏胶短纤维送至打包机称重仓,通过称重部分进行称重,之后送入预压侧棉箱,进行预压,一般经过6次称重与预压,达到设定包重。通过转箱,转至主压侧进行主压,主压后进行人工捆包,最后出包。当转箱转至主压侧时,预压部分继续进料。液压站部分为打包机提供油压动力,主要实现预压、主压、转箱、提棉箱。电控部分实现对打包机的顺序控制。其工艺流程如图1。
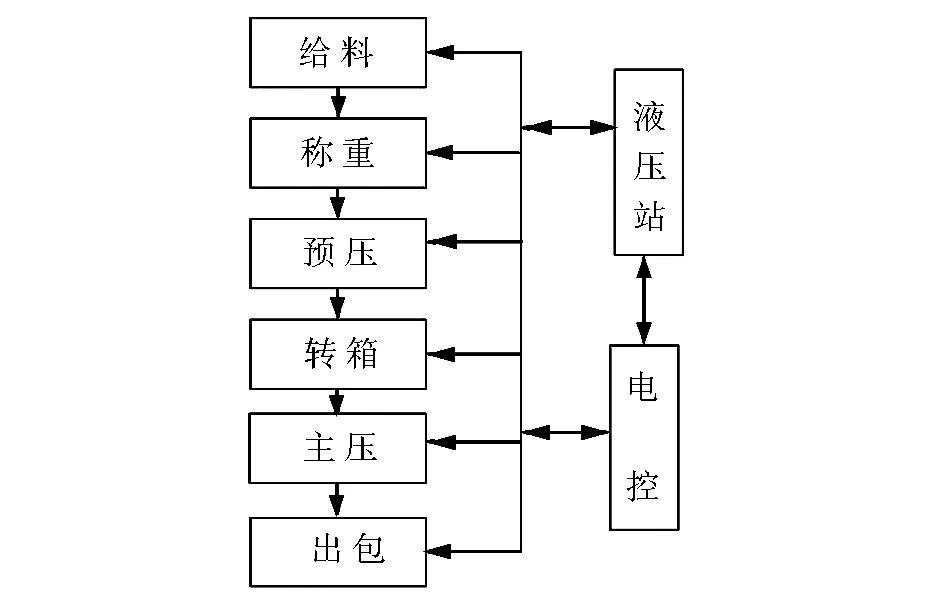
图1 Autefa打包机简单工艺流程
2 Autefa LB 4540型打包机电气控制与系统组成
Autefa LB 4540型打包机主要是以S7-300 PLC为核心控制器,西门子420系列变频器为驱动器,采用PROBAU-DP总线构成控制系统,采用西门子TP-170触摸屏作为人机界面。系统组成简单明了,全面且实用。其组成框图如图2所示。在图2中,主控制器采用S7-300[1],CPU315-2DP,有2个通讯接口,分别为PROBUS-DP和MPI通讯方式,MPI通讯用于S7-300与现场触摸屏的通讯,其余变频等设备采用PROBUS-DP方式通讯。
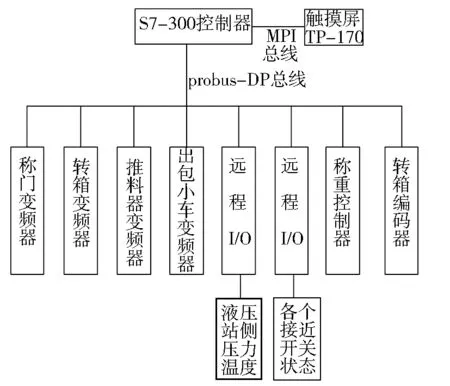
图2 Autefa打包机电气控制系统图
2.1 称门控制部分
称门变频器采用西门子MM420系列,分别控制料门电动机与称门电动机,功率分别为0.75 kW。变频器控制称门与料门的打开与关闭。其动作顺序为:称门先关闭,料门开启,开始进料,到达设定重量,一般为45 kg左右,料门关闭,称门开启,进行排料。将短纤维排至预压箱。变频器的采用使料门与称门的开关平滑。故障与报警信息通过总线传至PLC,由PLC传输至触摸屏显示,称门与料门的开关位置由现场接近开关检测。
2.2 转箱控制部分
转箱的作用是将已经称好重量的预压侧棉箱转至主压侧,准备进行主压,同时将原主压侧的空箱转至预压侧准备下料。转箱用电动机由变频器驱动,变频器采用西门子MM420系列,通过编码器检测转箱的位置,转箱电动机功率为2.2 kW。
2.3 推料器控制部分
推料器变频器采用西门子MM420系列[2],其作用是将从料仓下来的短纤维推至预压箱。Autefa打包机采用变频调速电动机及电磁抱闸实现推料过程。变频器的采用,使推料平滑;采用电磁抱闸,避免预压头压棉时短纤维膨胀外泄,推料器电动机为3 kW。
2.4 出包控制部分
出包小车的作用是将打好的短纤维成品包从主压侧取出,运到称台,进行最终称重。拖动变频器采用西门子MM420系列[2],使用变频器,避免了到取包位置时撞击箱体,回退到称台时候撞击称重计量装置。
2.5 远程I/O及分布式输入输出模块
远程I/O是分布式输入输出模块,其型号为西门子6ES7-151系列,其安装位置在打包机本体,采集的信号为液压站的温度、压力等模拟量,料门、称门、推料器位置等接近开关数字量,控制输出的有液压站的电磁阀开关量信号。
2.6 称重系统
称重系统采用德国Mesomatic公司 DK800型[3],是打包机中比较关键的设备,其作用是对每次给料进行计量,精确控制总包重。与国产打包机不同的是,包重的设定只需要设定总包重、给料次数及第一称的重量。
2.7 转箱编码器
转箱编码器使用德国帝尔公司产品,其型号为CE65,其作用是将转箱的位置转化为数字量,送至PLC 300[1],对转箱位置精确控制。相对于国产打包机只使用接近开关控制转箱位置,转箱编码器控制的位置精度较高。
3 Autefa LB 4540型打包机运行中的电气问题及其解决办法
3.1 推料器不到位
在推料过程中,由于短纤维在推料板和箱体的缝隙中积聚,会造成推料器推不到前限位,在规定时间内,一般为1 s,前限位接近开关检测不到推料板,产生推料器超时报警,报警代码为132,从而使打包机自动停机。处理方法为根据报警“132”信息,确定为推料器未到位置,检查挤丝部位,并清理,从而排除故障。
3.2 称门、料门开关超时
在Autefa LB 4540型打包机程序设计中,称门与料门的打开与关闭有时间限定,从而确保正常的下料与称重。一般限定时间设定为1 s,如果在1 s之内,命令发出后没有得到正确的反馈,即系统判断称门与料门开不到(或关不到)位置,则产生报警114,并造成打包机停机。造成这种故障的原因为:称门与料门间有短纤维积聚,造成开关门时阻力大,从而在规定的时间内,没有完成开关动作。处理方法为:检查开关门部位挤丝情况,并清理。
3.3 主压超压
当现场触摸屏出现报警163,打包机自动停机时,是“主压超压”报警停机。其原因一般为不合格成品包由烘干机机尾反投时过快,称门来不及关闭,有部分料进入打包机,从而造成成品包超重,液压压力超压,一般液压压力设定为265 bar。
3.4 超重报警
当触摸屏出现报警信息98,造成打包机自动停机,此报警含义为“物料重量超出称重控制器设定范围”。其主要原因为下料多,下料快,在正常运行的短纤维中,有其它多余短纤维加入,比如返包的纤维加入过多过快造成。
3.5 称零点偏移
报警信息为97,当称门排料后,空称状态下,如果称的显示超过为-8 kg时,系统认为称零点漂移,从而使打包机停机,处理方法为对称进行零点标定。
3.6 主压压力传感器故障
当触摸屏出现161报警,造成打包机停机,其含义为“主压压力传感器故障”。处理方法为:检查压力传感器本身; 检查传感器与PLC间的接线。由于液压站正常运行,主压未动作时,触摸屏显示的主压压力不应低于3 bar,如果低于,系统认为不正常,产生报警。此时,我们使用万用表串入传感器回路,测量mA信号,如果信号为0 mA,可认为是断线故障;如果信号大于0而小于4 mA,可确认是压力传感器故障,处理方法为:换线或更换压力传感器[4]。
4 Autefa LB 4540型打包机电气仪表日常维护
4.1 安全光栅的清洁
保持安全光栅及各处光电开关的清洁,避免纤维及其它杂物的影响,以免造成打包机误报警而停机。
4.2 电气元件定期紧固
打包机连续运转,存在震动,应定期对打包机本体的电气部分进行紧固检查,尤其对检测位置的接近开关的固定点进行检查紧固,避免松动。
4.3 定期校称
称重系统在打包机中处于较重要位置,应利用检修机会,对称重部分进行定期校准。
4.4 定期检修电气控制柜
对变频器、PLC卡件接线进行定期检查紧固,一般3个月1次,避免出现局部过热,接触不良等问题,尤其对控制柜及变频器的散热风机进行检查,避免纤维堵塞。
5 结 语
Autefa LB 4540型打包机使用总线系统,避免了继电器分散控制故障率高的问题。实际运行中,通过对打包机报警信息分析、理解,逐步积累运行经验,提高了运行维护的能力。
[1] 刘锴、周海.深入浅出西门子S7-300 PLC(第一版)[M].北京:北京航空航天大学出版社,2004.
[2] MICROMASTER420通用型变频器0.12kW—11kW说明书[Z].
[3] DK800—Instruction manual 说明书[Z].
[4] 童诗白.模拟电子技术基础(第一版)[M].北京: 高等教育出版社,2003.
猜你喜欢
中国棉花(2022年2期)2022-11-23
纺织标准与质量(2022年2期)2022-07-12
水利科技与经济(2022年2期)2022-03-01
山东陶瓷(2021年5期)2022-01-17
——以准噶尔盆地南缘为例
断块油气田(2021年4期)2021-07-28
中国棉花加工(2020年1期)2020-07-01
北广人物(2020年8期)2020-03-19
作文通讯·初中版(2017年12期)2018-03-31
大陆桥视野(2017年12期)2017-08-07
工会博览(2016年11期)2016-07-02