浅谈Fanuc Oi-mate-TC系统复杂外形轮廓零件粗精车削程序编制
2012-10-26 11:08:52龚真蕊
山西农业大学学报(自然科学版) 2012年4期
龚真蕊
(晋中职业技术学院,山西 晋中030601)
1 Fanuc Oi-mate-TC系统的特点及功能介绍
刚性攻丝:主轴控制回路为位置闭环控制,主轴电机的旋转与攻丝轴(Z轴)进给完全同步,从而实现高速高精度攻丝。
复合加工循环:复合加工循环可用简单指令生成一系列的切削路径。比如定义了工件的最终轮廓,可以自动生成多次粗车的刀具路径,简化了车床编程。
圆柱插补:该功能最适用于切削圆柱上的槽。能够按照圆柱表面的展开图进行编程。
直接编程:可直接指定诸如直线的倾角、倒角值、转角半径值等尺寸,这些尺寸在零件图上指定,这样能简化部件加工程序的编程。
记忆型螺距补偿:利用该补偿功能,可对丝杠螺距误差等机械系统中的误差进行补偿,补偿数据以参数的形式存储在CNC的存储器中。
CNC内装PMC编程:PMC对机床和外部设备进行程序控制。
随机存储模块:MTB(机 床厂)可在CNC上直接改变PMC程序和宏执行器程序。由于使用的是闪存芯片,故无需专用的RA M写入器或PMC的调试RA M。
2 复杂外形轮廓车削加工方法分析
加工如图1如示零件[1]。
工艺条件:工件材质45钢,毛坯为ф40 mmX105 mm的棒料。
零件图样分析是工艺准备中的重要工作,直接影响零件程序的编制及零件加工结果[2],主要包括:
(1)加工内容:车端面、外圆、倒角、圆弧、螺纹、槽、椭圆等。
(2)工件坐标系:该零件加工需调头加工。首先加工左端,装夹(夹具:三爪卡盘)ф40外圆,控制伸出长度50 mm,平端面,对刀,设置工件原点,此端面做精加工面,以后不再加工,一次装夹完成左端粗精加工。然后掉头加工右端,装夹ф36的外圆(夹持部分35 mm),粗平端面,测量控制长度。对刀,设置工件原点,此原点做精加原点,控制长度100 mm(在公差范围内),完成右端的粗精加工。
(3)换刀点:(X100,Z100)
(4)分析形位公差和尺寸公差
尺寸及处理:分析零件图样上的尺寸公差要求,以确定控制其尺寸精度的加工工艺,对于数控切削中,零件的形状和位置误差主要受机床机械运动副精度的影响[3],沿X坐标运动的方向与其主轴在车削中,如沿Z坐标运动的方向与其主轴轴线不平行时,则无法保证圆柱度这一形状公差要求,又如轴线不垂直时,则无法保证垂直度这一位置公差要求,因此编程前要考虑进行技术处理的有关方案,如刀具的选择及切削用量的确定等。
(5)合理的选择数控车削刀具:选择正确数控车刀对于加工时很重要的。数控车刀的类型很多,不同的类型适合不同的加工表面。如加工直台阶轴应该选择主偏角等于或大于90°的数控车刀。切削一些弧度较大的圆弧,应该考虑主、副偏角是否与加工表面发生干涉,一般选择刀尖角小的数控车刀加工。

图1 加工的零件Fig.1 Parts
3 编程与操作注意事项
3.1 编制程序时常采取中值作为编程尺寸依据
在零件的图纸上标有上下偏差的尺寸标注一般都取中值为编程尺寸[4]。
3.2 编程时尽量符合基准统一原则
编程的原点要和工艺基准、设计的基准,对刀点的位置尽量统一,减少由于基准不重合所带来的加工误差。在很多情况下,若图样上的尺寸基准与编程所需要的尺寸基准不一致,故应首先将图样上的各个基准尺寸换算为坐标系中的尺寸。当需要掌握控制某些重要尺寸的允许变动量时[5],还要通过尺寸链解算才能得,然后才可进行下一步编程工作。
3.3 巧用切断刀倒角
对切断面带一倒角的零件,在批量车削加工中比较普遍,为了便于切断并避免掉头倒角,可巧利用切断刀同时完成车倒角和切断两工序,效果较好[6]。同时切刀有两个刀尖,在编程中要注意使用哪个刀尖及刀宽问题,防止对刀加工时出错。
3.4 椭圆中的数学处理
如图2所示,椭圆的加工时的起刀点是B点坐标为(20.24,10.24),不能误以为是 A点。
3.5 G指令的合理选择
图1的零件加工内容很复杂,如果选择单一的固定循环G指令编程,程序就会很繁琐。所以类似于这样的复杂外形轮廓的零件,可以选择内/外轮廓复合加工循环G指令进行编程,并与宏程序相结合。图1零件所用的主要G指令有内/外粗车循环指令G71、成型车削循环指令G73、精加工循环指令G70、螺纹切削复合指令G76等[7]。
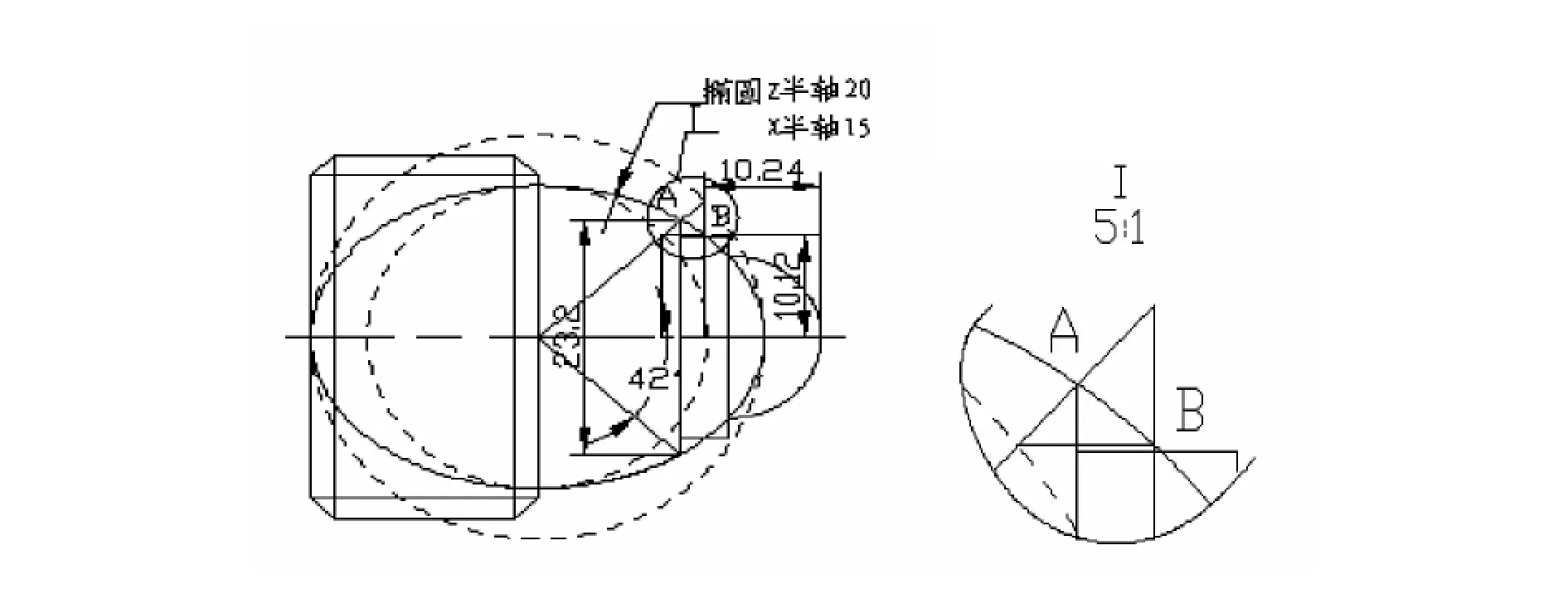
图2 椭圆加工图Fig.2 Elliptical processing map
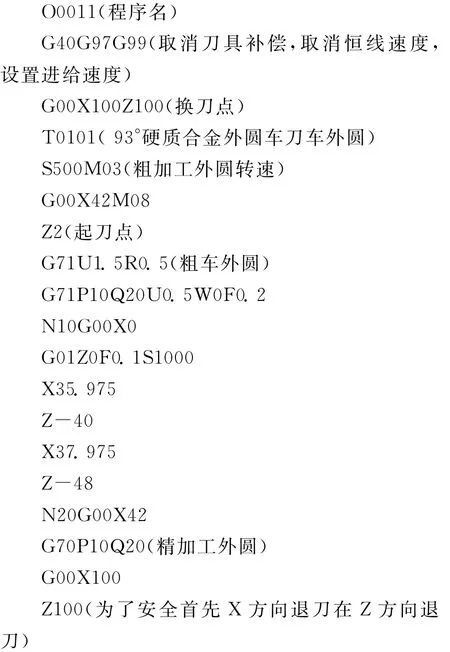
4 编程
通过零件图样分析,确定进给路线、调用G指令、切削用量和刀具的选择的确定。则图1所示零件数控加工编程如下,(采用前置刀架,四工位,直径编程)
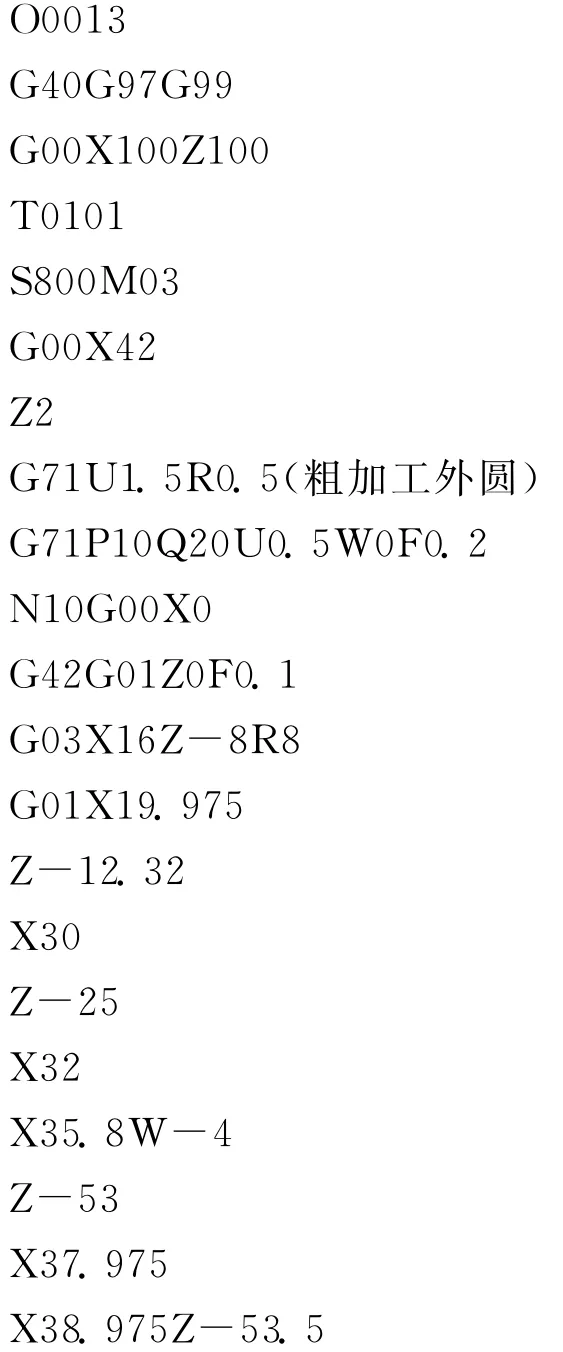
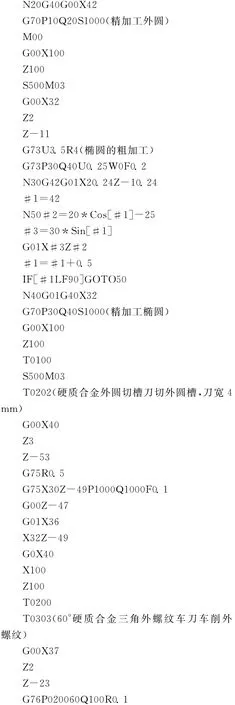
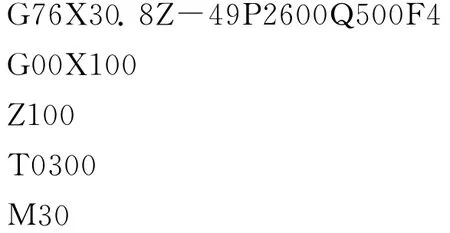
左端面程序如下:
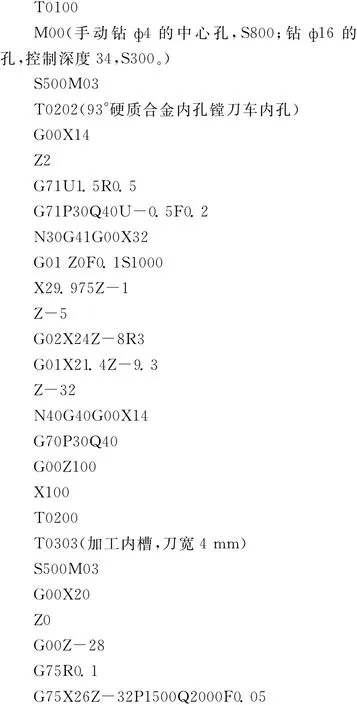
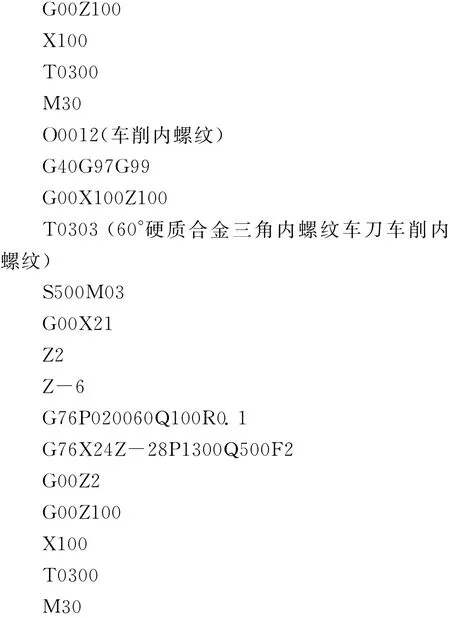
掉头加工右端面,装夹Φ36的外圆,手动加工右端面,控制总长100 mm
程序如下:
5 结论
从零件的加工过程中可以看出,从数控车床开始启动到零件加工完毕,程序对车床的每个动作都作了要求。加工零件必须事先对零件图样进行工艺分析,在分析的基础上,制定工艺路线,进行相关的计算,以确定加工路径,选择合理的刀具切削用量,合理的利用G指令及宏程序等。然后严格地按照所用数控设备规定地运算和加工,由此可见,编程工作十分重要,其优劣程度直接影响数控系统的使用和加工特点的发挥[8~10]。
概括地说,程序编制主要包括6方面的工作:
(1)零件图样的分析。
(2)制订数控加工零件的工艺过程(包括制定工序、进给路线、选择合理的切削用量)。
(3)选择或设计夹具、刀具与量具。
(4)计算出数控系统完成零件加工每个程序段所需要的输入数据。
(5)编写、校对、修改、检验加工程序。
(6)首件的试制加工与现场问题处理。
在生产过程中,完成上述工作的步骤可以不同,这样编程方法可以不同。
[1]韩加好.数控车床编程与操作技术[M].北京:冶金工业出版社,2008:106-107.
[2]陈江进.数控加工编程与操作[M].北京:国防工业出版社,2010:78-79.
[3]蔡厚道,成勇.用户宏程序在数控铣削加工编程中的应用[J].江西蓝天学院学报,2008(01):79-82.
[4]周红.数控编程与操作[M].西安:西安电子科技大学出版社,2008:77-78.
[5]陈艳红.数控车床编程与加工技术[M].北京:北京邮电大学出版社,2010:45-46.
[6]穆国岩.数控车床编程与操作[M].北京:机械工业出版社,2007:90-91.
[7]尹存涛.小议数控编辑中的几个“点”[J].承德石油高等专科学校学报,2006(1):35-37.
[8]周虹.数控编程与操作实训教程[M].北京:清华大学出版社,2005:165-167.
[9]王骏,郑贞平.数控编程与操作[M].北京:机械工业出版社,2009:278-279.
[10]张在平,佘抒萌.数控铣削编程中宏程序的应用[J].科技资讯,2010(34):27.
猜你喜欢
工程技术研究(2021年7期)2021-05-30 02:55:04
时代农机(2017年2期)2017-04-02 19:19:12
综合智慧能源(2017年10期)2017-01-18 22:07:15
山东工业技术(2016年15期)2016-12-01 05:31:51
高中生·天天向上(2016年10期)2016-11-23 09:02:08
上海金属(2016年2期)2016-11-23 05:34:40
项目管理技术(2016年6期)2016-05-17 05:39:02
综合智慧能源(2016年1期)2016-02-03 10:04:44
技术与教育(2014年2期)2014-04-18 09:21:39
机械制造与自动化(2014年1期)2014-03-01 04:21:48