
金刚石线锯上砂工艺对微粉密度的影响
2012-10-25 07:55:20王亮亮王秦生
中原工学院学报 2012年3期
王亮亮,王秦生
(中原工学院,郑州450007)
金刚石线锯上砂工艺对微粉密度的影响
王亮亮,王秦生
(中原工学院,郑州450007)
以直径0.25 mm的琴钢丝为基体,粒径22~38μm的金刚石微粉(表面镀膜)为磨料,瓦特镀液为基础镀液,用微型气泵对上砂镀液进行搅拌,用落砂法上砂工艺制造金刚石线锯.结果表明:当气泵电机转速在100~120 r/min之间,线锯走动速度为100 mm/min,阴极电流密度调节至2~3 A/dm2时,可以制得微粉密度稳定的线锯,其微粉密度为1.35 Ct/dm2左右.
金刚石线锯;上砂;微粉密度;阴极电流密度
在电镀金刚石线锯制造中,上砂工艺起到决定性作用.能否较好较快地完成上砂[1],使基体金属线固结上疏密合理的金刚石微粉,是连续电镀生产的关键.电镀金刚石线锯上砂方式分为埋砂法、落砂法和刷镀法等.
目前,国内外的学者对上砂工艺进行了诸多研究.孙建章等在上砂槽的内壁粘覆原子膜,其上布置金刚石微粉[2].线锯基体埋于微粉之中,以20 mm/min的走线速度完成上砂.上砂槽结构如图1所示.
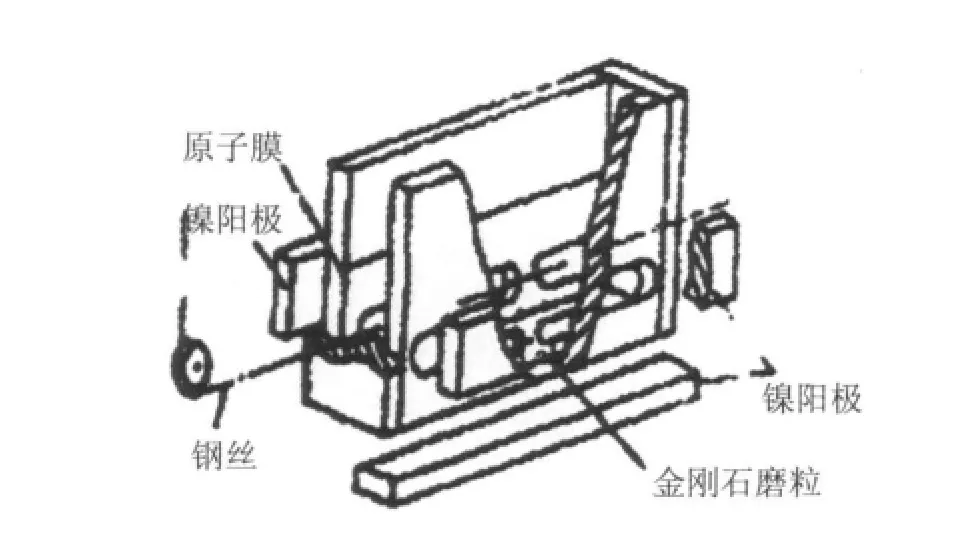
图1 上砂槽结构简图
段志明等设计了一种使用悬浮法(落砂法)制造线锯的上砂槽[3].悬浮在电镀液中的金刚石微粉随镀液上涌,与基体金属线接触、碰撞,完成上砂.上砂槽剖视图如图2所示.
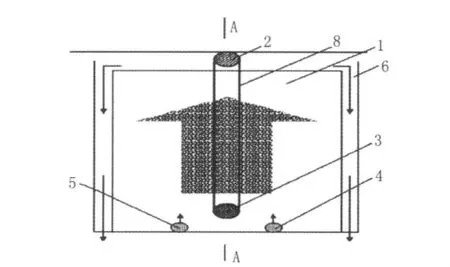
图2 上砂槽剖视图
Chiba Y等研究了毡刷的超高速电镀技术,在上砂槽内放置可以高速旋转的毡刷,使基体金属线接触毡刷,两者之间产生一定的摩擦,微粉颗粒通过磁力搅拌装置悬浮在镀液中,落至毡刷上完成上砂[4].其上砂图如图3所示.
目前,连续电镀制造金刚石线锯主要以上述3种方式为主.这3种代表性的方式都存在着不足之处:基体金属线对镀液中的微粉吸附能力[5]不足;搅拌引起的镀液流动对微粉的上砂固结产生冲击,微粉固结困难;锯丝微粉密度低.本文就金刚石线锯上砂电镀工艺参数对微粉密度的影响进行研究和探讨.
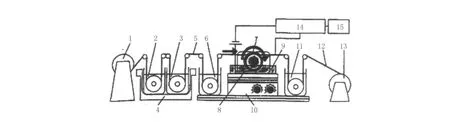
图3 毡刷上砂图
1 线锯微粉密度
截取制备好的锯丝10 cm,用体积比1∶4的HNO3溶液将其加热溶解镀层,残留金刚石微粉经冲洗[6]、过滤、烘干、称重得质量M.锯丝表面积S=ΠDL(D—线锯直径,L—锯丝长度).则微粉密度ρ为:

2 实验材料和仪器
选取直径0.25 mm的琴钢丝(开方线)为基体,粒径22~38μm的金刚石微粉(表面镀膜)为磨料,以瓦特镀液为基础镀液,所用电镀电源为DDK-Ⅱ实验电源,气泵为微型调速气泵.微型调速气泵及气泵调速器分别如图4和图5所示.

图4 微型调速气泵
阳极为表面包有阳极袋且直径为6 mm的镍棒.所用上砂电镀装置结构图如图6所示.
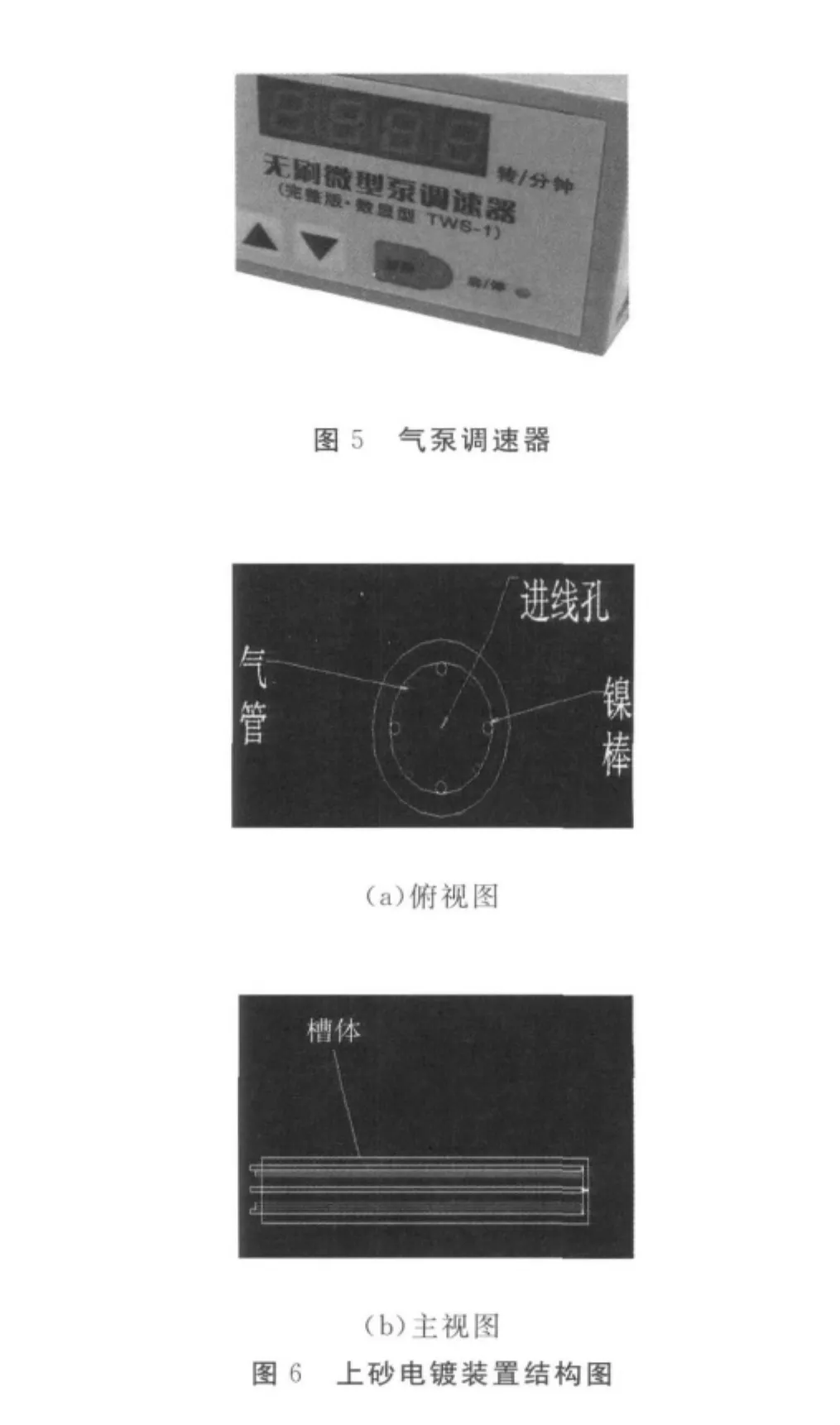
上砂管内孔直径为100 mm,长度为800 mm,管中镀液高度为750mm.4个气管通过阀门连接气泵的出气孔,气管插至上砂管底部.基体钢丝线由进线孔进入上砂管,受调速器控制的气泵吹气搅拌镀液,使金刚石微粉悬浮起来,与钢丝线基体接触、碰撞完成上砂固结.
3 实验与分析
3.1 气动搅拌对锯丝微粉密度的影响
钢丝线基体完成预镀之后,进入上砂管中进行上砂电镀.上砂电镀液的配方和工艺参数如表1所示.
气泵吹气造成的镀液流动会对微粉的固结产生冲击,使得上砂困难.通过调节气泵电机的转速进而调节出气量,可以减弱镀液流动对微粉固结的冲击.因此,需要对气泵的出气量进行精密调节.将电流密度设定为1 A/dm2,基体走动速度设定为100 mm/min,通过调节气泵电机转速来制造微粉均匀致密的线锯.将电机转速分别设定为 40 r/min、60 r/min、80 r/min、100 r/min、120 r/min、140 r/min.在各种转速下制得的锯丝经SEM拍摄得到的图片如图7所示.

表1 镀液配方与工艺参数

将在各个气泵电机转速下制得的锯丝处理后,根据式(1)可计算得出对应微粉的平均密度.气泵电机转速及对应的锯丝微粉密度如表2所示.
从表2中可以看出,当电机转速在100~120 r/min时,锯丝微粉较为稠密.采用黄金分割法对这个数值段进行分割,得出如表3所示的4组数值.
宣传范围受限,推广力度偏小。“体育舞蹈圈”公众号最大的优势在于它是官方行业协会唯一指定与授权的体育舞蹈等级组合教学资源分享平台,但是由于协会要求其功能异于官方微信公众号的原因,因而在宣传上受到局限。
当气泵电机转速为110r/min时,将锯丝处理后可计算得出微粉密度为1.31 Ct/dm2.
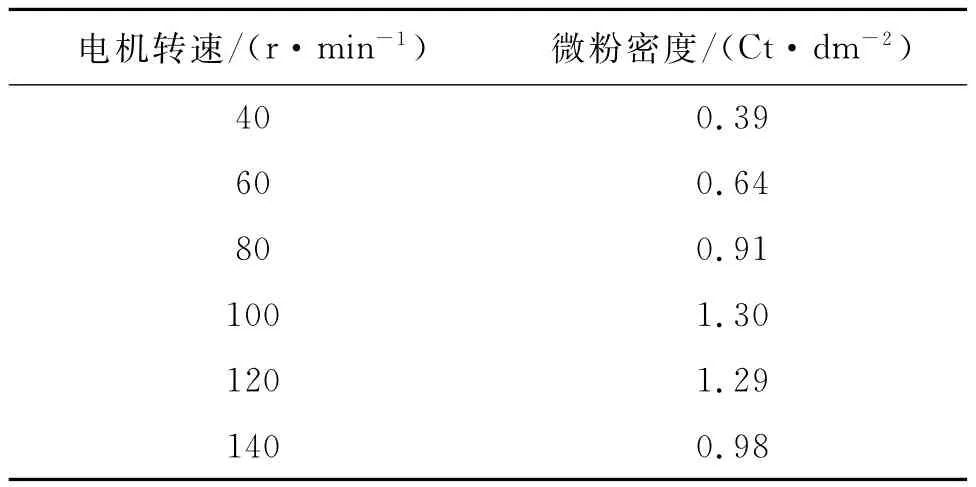
表2 气泵电机转速及对应的锯丝微粉密度
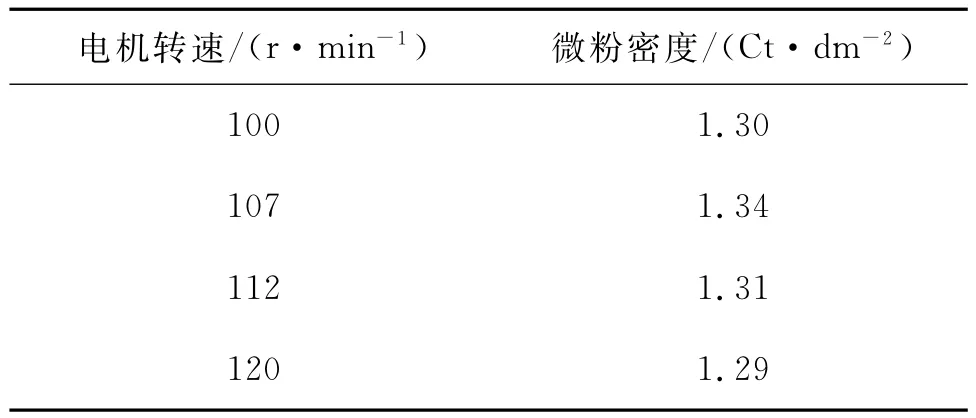
表3 电机转速及对应的锯丝微粉密度
由表2、表3可以看出,锯丝微粉密度随着电机转速的增加而变大,在电机转速为107~112 r/min时,上砂密度达到顶峰.究其原因:当转速较低时,气泵出气量较少,镀液向上涌动的速度不足以将微粉悬浮起来,微粉的重力起主导作用;当转速较高时,气泵出气量变大,镀液由上砂管底向上流动的速度增加,镀液对微粉的浮力变大,微粉向上涌动[3],在上砂管的某一段与钢丝线基体保持相对静止[7],钢丝线基体实现对微粉的物理吸附[5],进而完成化学吸附,实现微粉的固结;当微粉向上浮动到最高位置时,微粉开始下沉,沉至某一位置时,镀液对它的浮力和它自身重力保持平衡,微粉悬浮;在此过程中,下沉的微粉、向上涌动的微粉、固结在钢丝线基体上的微粉三者相互碰撞,会造成未来得及完成化学吸附的微粉从钢丝线上脱落.
当气泵电机转速达到120 r/min时,微粉难以保持与钢丝线基体的相对静止,实现物理吸附的微粉越来越少,因此微粉密度呈下降趋势.
3.2 阴极电流密度对锯丝微粉密度的影响
将微型气泵电机转速设定在110 r/min,基体走动速度设定在100 mm/min时,通过改变阴极电流密度来考察锯丝微粉密度的变化.将各个电流密度下制得的锯丝处理后,计算其平均微粉密度.电流密度及对应的锯丝微粉密度如表4所示.
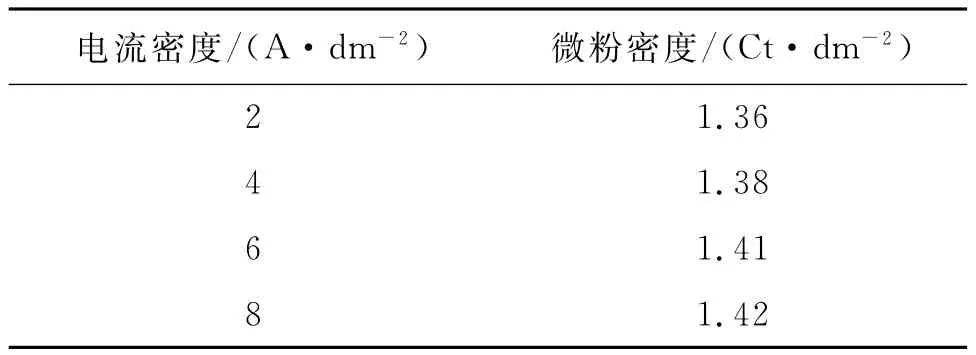
表4 电流密度及对应的锯丝微粉密度
图8 烧焦的锯丝(40×)
从表4可以看出,在允许的电流密度范围内,锯丝微粉密度随着电流密度的增大呈变大趋势;当电流密度在3~8 A/dm2之间时,锯丝上的微粉出现了“抱团”现象.电流密度为4.5 A/dm2时的锯丝微粉分布如图9所示.

图9 锯丝微粉分布图
微粉团聚的原因是:当阴极电流密度变大时,钢丝线基体对微粉的物理吸附增强,在保证微粉悬浮状态良好的情况下,表面吸附有电荷的微粉颗粒向带电基体移动的趋势更明显;当固结在基体上的金刚石微粉变为导体时,会对其他微粉颗粒产生吸附,直至堆摞成团.在切割加工过程中,微粉堆积成团的锯丝更易脱落.除此之外,还会造成锯丝线径分布不均匀,从而对加工工件产生不利影响.因此,将阴极电流密度设定为2~3 A/dm2.切割玻璃棒后的锯丝微粉分布如图10所示.
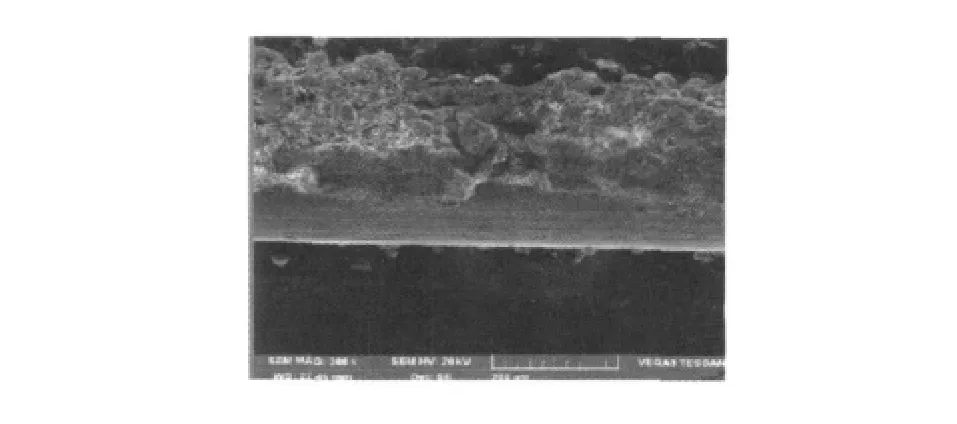
图10 切割玻璃棒后的锯丝微粉分布图
将微型气泵电机转速设定为110 r/min,线锯基体走动速度设定为100 mm/min,电流密度设定为2.5 A/dm2时,制得的锯丝微粉分布如图11所示.
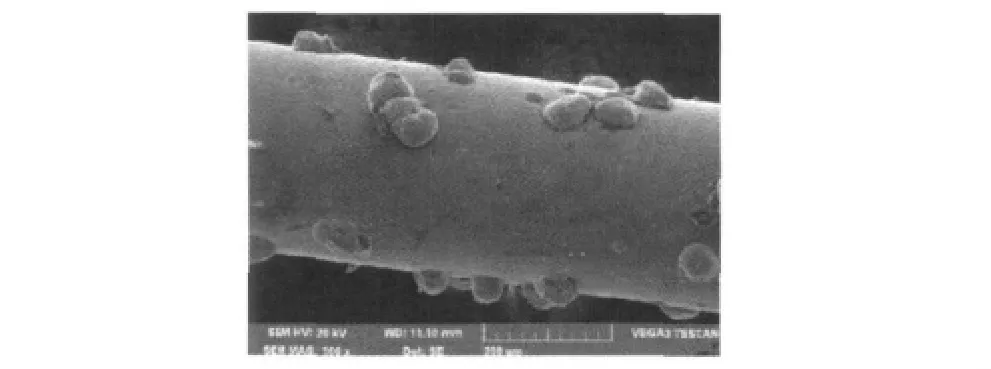
图11 自制锯丝微粉分布图
4 结 语
将自制锯丝和日本旭金刚石出品的锯丝处理后,计算锯丝微粉密度,得其平均值分别为1.36 Ct/dm2、1.64 Ct/dm2.可以看出,自制线锯的上砂密度与世界最为先进的日本线锯的上砂密度接近,但还有一定差距.
[1] 王亮亮,王秦生.电镀金刚石线锯上砂方式的进展[C].郑州:中国(郑州)国际磨料磨具磨削技术发展论坛,2011.
[2] 孙建章,吕玉山,李艳杰.电镀金刚石长丝锯制造的实验研究[J].机械制造,1999(6):56.
[3] 段志明,贺跃辉,周勇,等.一种生产金刚石线锯的电镀槽:中国,201010154814.2[P].2010-08-11.
[4] Chiba Y,Tani Y,Enomoto T,et al.Development of High Speed Manufacturing Method for Electroplated Diamond Wire Tools[J].Annals of the CIRP,2003,1(52):281-284.
[5] 王森林,曹学功.镍-金刚石复合电镀的研究[J].华侨大学学报,1998,19(14):354-357.
[6] 窦百香.电镀金刚石线锯快速制造工艺及设备的研究[D].青岛:青岛科技大学,2009.
[7] 高伟,段俊伟.一种电镀金刚石丝锯的制造方法:中国,200910137822[P].2009-04-21.
The Effect of Sand-tacking-on Progress of Diamond Wire Saw on the Powder Density
WANG Liang-liang,WANG Qin-sheng
(Zhongyuan University of Technology,Zhengzhou 450007,China)
Theφ0.25 mm piano wire is used as matrix,coating diamond powder between 22 and 38μm is chosen as abrasive in this paper.Watt-type solution and sand-falling-electroplated are used to produce electroplated diamond wire saw with pneumatic mixing.The test shows that,the stable diamond powder density of wire saw can be made when the speed of air pump motor is 100~120 r/min and the speed of wire moving is 100mm/min,at the same time,the current density must be 2~3 A/dm2.
diamond wire saw;sand-tacking-on;diamond powder density;cathodic current density
TQ164;TQ153
A
10.3969/j.issn.1671-6906.2012.03.012
1671-6906(2012)03-0053-05
2012-03-06
王亮亮(1985- ),男,河南新乡人,硕士生.
猜你喜欢
城市公共交通(2023年12期)2024-01-09 11:38:56
西安工程大学学报(2023年5期)2023-11-08 00:19:58
专用汽车(2021年11期)2021-11-18 08:54:46
陶瓷学报(2020年5期)2020-11-09 09:23:00
国防交通工程与技术(2020年2期)2020-05-25 06:46:16
今日中国·中文版(2019年1期)2019-01-22 12:35:48
电镀与环保(2018年4期)2018-08-20 03:08:10
中国资源综合利用(2017年2期)2018-01-22 02:45:12
电镀与环保(2017年5期)2017-12-19 12:06:13
电镀与环保(2017年2期)2017-05-17 03:42:23
