
伺服机械传动优化精冲工艺的动态性能
2012-10-24 05:07:46MarkusSchalteggerFeintoolTechnologieAG
锻造与冲压 2012年24期
文/Markus Schaltegger·Feintool Technologie AG
伺服机械传动优化精冲工艺的动态性能
文/Markus Schaltegger·Feintool Technologie AG
随着新技术的发展及在冲压领域的应用,精冲加工工艺也在持续的改善和优化。伺服控制技术在精冲压力机设备上得到了广泛的应用。新型伺服机械式精冲机由与偏载轮直接相联的伺服马达驱动,无离合器或飞轮。由于此新型结构和马达速度完全可控,针对不同零件的冲压工艺要求,设备可精确控制加工工艺过程中不同时刻的动作和压力,精密调整滑块行程曲线。与传统的机械式精冲机和液压精冲机相比,生产效率更高、零件质量更好、模具使用寿命更长。
提高零件质量的同时降低成本
Feintool在新机型的研发方面一直在努力,在保证加工零件质量最优的前提下,降低单件工件的制造成本,并且提高单位时间内的零件产量和延长模具寿命。
最新推出的XFTspeed伺服机械式高速精冲机(图1)与传统精冲机相比,大大提高了零件质量、生产效率及模具的使用寿命。通过与曲肘结构直接联接的伺服控制扭矩电机的驱动,设备可在高速运行的状态下为模具提供稳定可靠的保护,这得益于伺服马达出色的动态性能。滑块行程改变了传统机械式精冲机一成不变的工作方式,可在各阶段按生产需要进行编程控制。设备的伺服机械系统实现了速度无下限的设置,可编程降低成形加工所需的速度。因此,复杂的零件成形工序也可通过在操作屏编程设定各阶段动态状态来轻松实现。

图1XFTspeed伺服机械式高速精冲机
伺服机械式精冲机兼具液压精冲机工艺控制灵活与机械式精冲机运行高效的优势。传统机械式精冲机与液压精冲机的加工能力不同,虽然机械式精冲机加工速度很快,但由此造成的回程切换点和速度不可改变,使得零件成形加工受到极大的限制。而液压精冲机在速度设置和工艺编程方面更具灵活性,但无法克服耗能大的缺点。相对比以上两种精冲机,伺服机械式精冲机弥补了双方的缺陷,既可进行滑块行程的自由编程,增加了加工的灵活性,又实现了降低能耗的需求。
虽然设备运行的每个冲程均需很大的能量,但伺服机械式精冲机耗能远低于采用其他设计的机型,如表1和图2、3所示。在精冲成形的各个工艺步骤,设备仅消耗该工步所需能量,这是因为两个高效工作的扭矩电机,采用独创性设计的驱动系统,及电子蓄能装置,大大降低了用户工厂电网电流峰值造成的冲击负载。另一个重要原因是,不再有传统机械式精冲机的液压离合制动器和飞轮组合造成的机械能量损失。
缩短停机时间并提高设备利用率
扭矩电机是一种特制的伺服马达,其高扭矩、低公称速度的特性使得机床一级齿轮传动更小、动态性能和效率大大提高。伺服机械式高速精冲机冲程速度可设定为每分钟5~140次。冲程最大高度为70mm,工作台锁紧面积为600mm×600mm,模具安装高度可达386mm,充足的模具室空间适用于复杂零件加工和多工位模具的装配,还可兼容现有模具的安装、使用。为确保模具在高速运行设备上的工作寿命,设备机身的刚性和滑块导向系统均进行了增强型改进。设备机身由两部分铸造结构组成,以适应设备工作状态的最大应力和增加抗变形能力,并具备优异的减振性能。高速精冲生产的可靠性来自于灵敏的模具安全保护装置,这得益于机床最新设计的探测工作台和伺服机械驱动机构的相互作用。设备灵敏的测量系统确保了机床瞬间停机的快速反应时间,有效防止了对模具及半冲零件的损害。
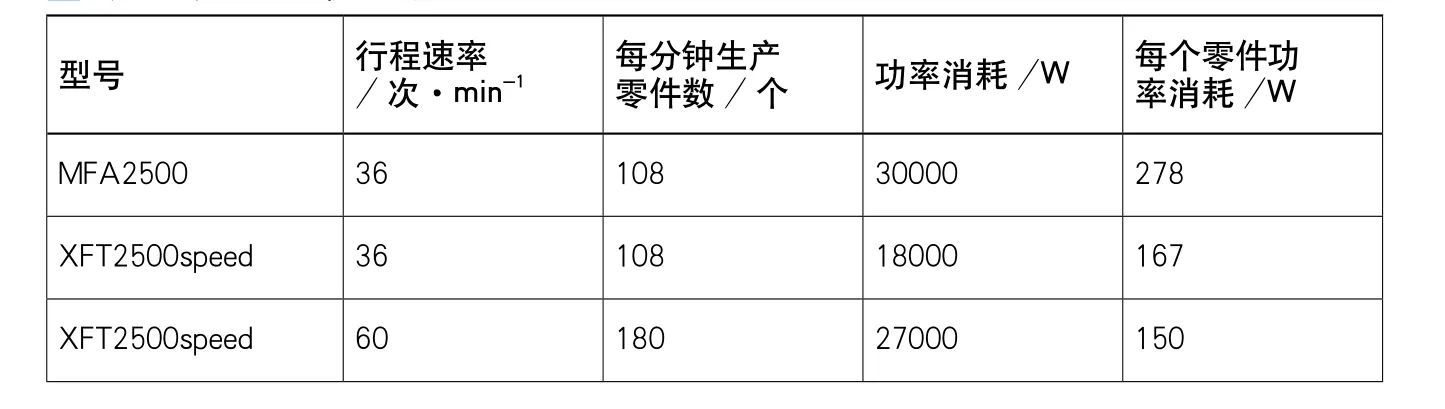
■表1不同型号机型对比
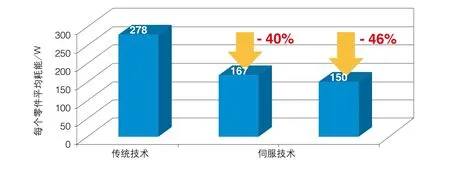
图2传统精冲机与伺服精冲机能耗对比
除了通过操作面板配置电子驱动参数来简便地编程调整滑块行程外,设备还具有其他缩短停机时间的特性,如带有液压锁紧机构的模具快换系统、连体折叠换模支架。设备操作人员可在不停机的情况下,机外准备下一产品的模具。因此,在折叠换模支架、滚珠导轨和侧导向系统的辅助下,仅需几分钟即可完成换模工作。换模板液压锁紧,上下工作台特制的锁紧缸使得换模工作迅速、便捷。大大缩短了停机时间,提高了设备利用率。驱动压力板、齿圈压力和附加液压力的液压系统采用高压蓄能设计,以确保工件加工所需的压力峰值,是设备高效的动力缓冲系统。
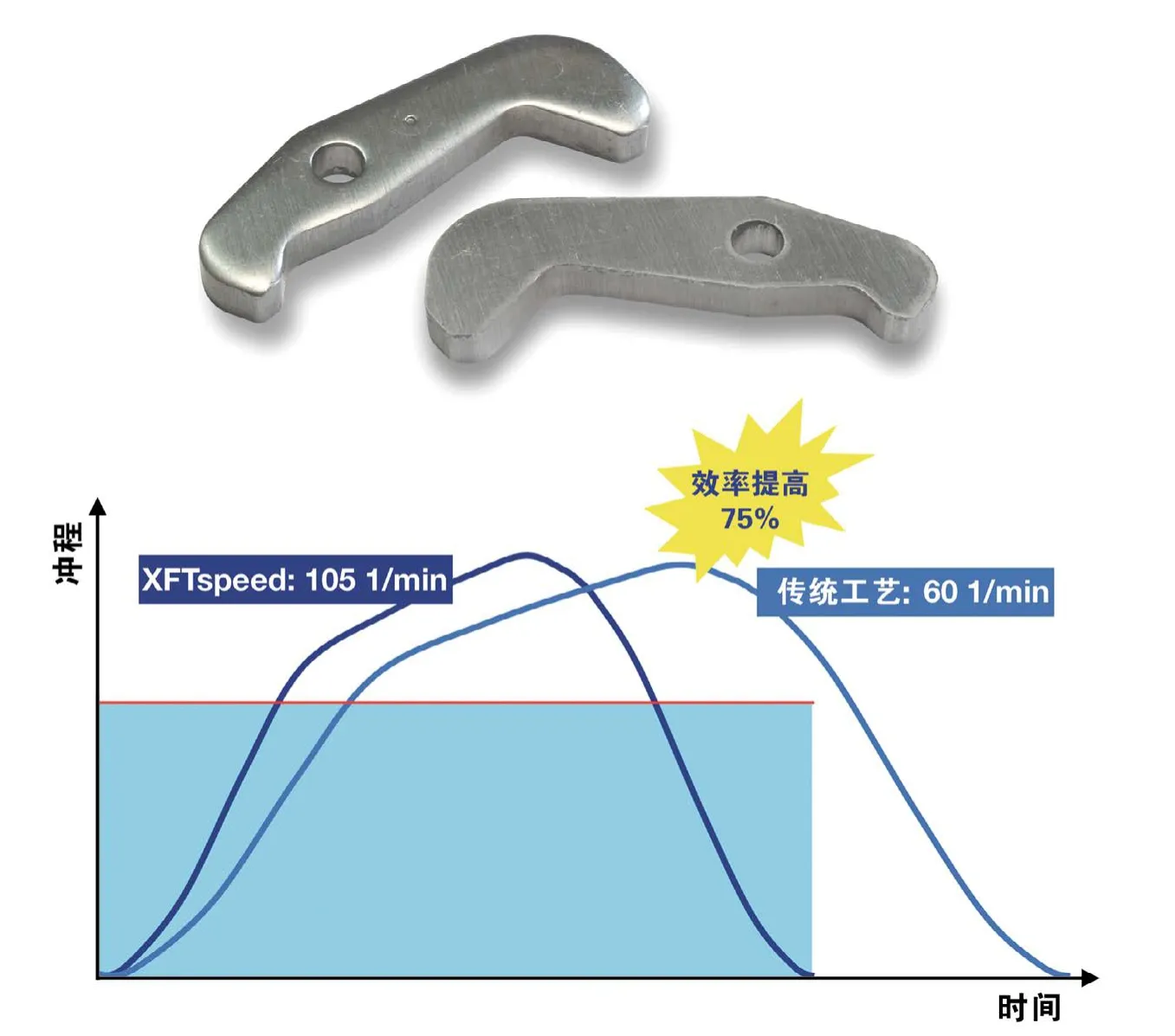
图3传统精冲机与伺服精冲机效率对比
模拟优化时间/位移状态
操作面板采用悬吊式平面触屏显示器,操作人员可编程设置滑块冲程各阶段的速度、压力、行程距离和送料的各个参数。同时也可以设置瞬时峰值缓冲值以保证滑块、压力板和齿圈压力的完全同步动作。设备为使用者提供了精密冲裁加工的高灵活性。编程输入的数据由电脑系统计算、记录并进行图形模拟,操作者可在工件加工前确认输入参数的正确性。将模具参数编程输入后,操作者可在设备不运行的情况下,模拟验证该零件的精冲成形工艺。设备除了显示加工工艺外,控制系统还可存储并显示最近12天内的故障信息和帮助信息。
伺服机械式精冲机配备了高性能的附属装置,如精密送料器、条料双面润滑系统和高动态性能的废料切断器。送料系统上下夹料辊由变频交流伺服电机驱动。控制系统可便捷地编程输入送料步距。当装模和试模时,可使用手持式按钮控制板以慢速或安全速度送料或退料。进料控制器、出料控制器和废料切断器实行电子监控。综上所述,伺服机械系统可在控制面板实现滑块冲程各阶段状态的编程输入,从而优化了加工工艺的时间与位移状态。而且,滑块速度可无限制地进行调整设定,甚至可调至停顿状态。
结束语
伺服机械式高速精冲机高效率、低耗能、强适应力等特点在今后的精冲生产中会得到更广泛的应用。
猜你喜欢
锻造与冲压(2023年20期)2023-11-07 09:47:50
中国特种设备安全(2022年2期)2022-07-08 01:58:30
劳动保护(2019年3期)2019-05-16 02:38:20
中国塑料(2015年9期)2015-10-14 01:12:35
锻造与冲压(2015年8期)2015-06-22 14:38:09
制造技术与机床(2015年10期)2015-04-09 07:05:36
河南科技(2015年2期)2015-02-27 14:20:28
精密成形工程(2014年3期)2014-08-15 00:52:53
河南科技(2014年3期)2014-02-27 14:05:55
锻造与冲压(2012年12期)2012-10-20 11:57:34
