
涂塑施胶复印成型法在活动定位销中的应用
2012-10-24 13:07郝军平吴晓亮张晓璐
制造技术与机床 2012年12期
郝军平 吴晓亮 张晓璐
(汉川机床集团有限公司,陕西汉中 723003)
1 问题的提出
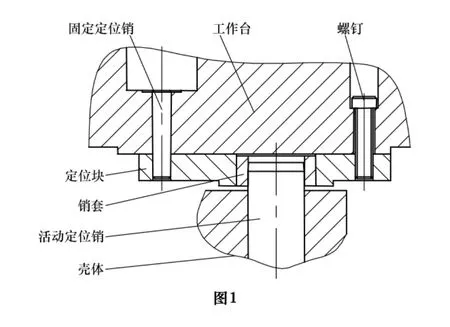
在现有旋转工作台结构中,对工作台垂直90°转位的4个定位点,常采用活动定位销配定位块的方法来实现高精度的定位(如图1)。但在实际操作中,配定位块时需先将活动定位销插入定位块的定位孔中(活动定位销与孔确保0.005~0.01 mm间隙),调整工作台垂直90°转位的4个定位点,确保定位要求后拧紧定位块与工作台接合的螺钉,测试工作台垂直90°转位的4个定位点的定位精度(拧紧螺钉时会由于螺钉拉紧力不同而使定位块产生变形或位移现象)。如此反复调整、测试,直至达到所需要的工作台垂直90°转位的4个定位精度,一般操作熟练的师傅也需要3~5次,最终完成调试后下固定定位销(下固定定位时定位块仍然会有少许变形和位移,一般请操作熟练的师傅完成)。
对于科技日新月异的今天,我们也希望通过新工艺或新方法来实现更高的定位精度和更便捷的操作,在本实例中需要解决以下几个问题:
(1)螺钉可以在活动定位销固定位置之前就紧固。这样可以减少紧固螺钉时对定位块产生的变形和位移。(2)无需对定位块下固定定位销,这样也可以减少紧固螺钉时对定位块产生的变形和位移。(3)对活动定位销与孔无需在加工中配0.005~0.01 mm间隙,这样可以减少加工中的比较难操作的配加工流程,缩短加工工时。(4)销套磨损后容易修复。
2 解决方法
针对以上几点,我们可以采用涂塑施胶复印成型法应用在活动定位销结构中。该方法的主要原理是:将工作台垂直90°转位的4个定位点一次调试好精度后,将活动定位销外壁涂脱胶液,再将活动定位销插入注胶孔腔中,注入固化胶,固化胶将根据活动定位销的外表特点固化成销孔,待固化胶完全固化后即可得到所需的高精度定位销孔。对图1实例可按图2所示的方法来实施。
在图2中可看到取消了图1中的螺钉和固定定位销,同时也就省去了定位块,只需在工作台上保留注胶孔腔,再加工两个小孔,作为注胶孔和出胶孔。注胶孔、出胶孔和注胶孔腔的加工精度要求都很低,注胶孔和出胶孔可以直接通过手电钻来完成,而注胶孔腔也只需要确保自由公差的精度就可以了。由于取消了固定定位销和螺钉,也就消除了需要解决的前两个问题。
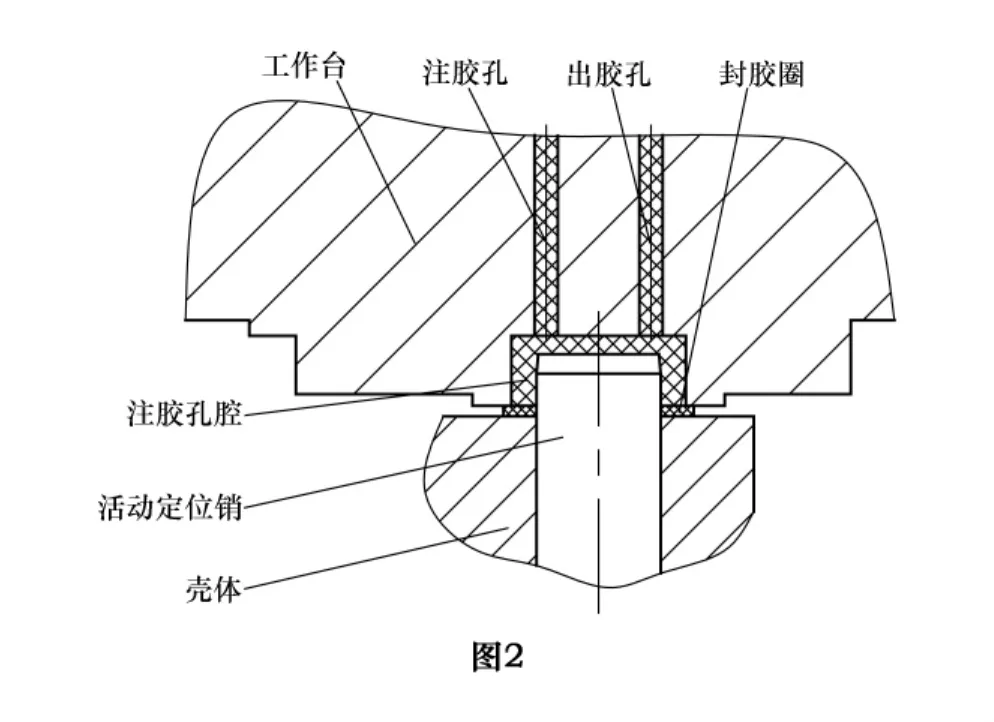
在图1实例机构中,需要对活动定位销和销套进行配加工,确保0.005~0.01 mm的间隙,在实际加工流程中很难操作。而采用涂塑施胶复印成型法可以无需配加工销套或活动定位销,由于注胶前在活动定位销外表壁涂有脱胶液,在加压条件下,脱模胶与成型胶融合固化后自然形成无间隙的配合销孔。维修时,图1中的定位结构需要配销套,需要拆卸定位块后换销套,需要重新配加工销套和调试,而作为维修人员在外联系单件配加工是很麻烦的。如果采用涂塑施胶复印成型法实现的活动定位销结构在维修时只需敲出固体胶,一次调整定位点后,现场重新注胶即可完成维修,从各方面减少了工作量,这就解决了后两个问题。
3 设计与验算
对于涂塑施胶复印成型法在活动定位销中应用的可行性我们还需要做以下几个方面的论证:(1)固体胶的耐磨性,需确保固体胶能在活动定位销频繁的插入和退出工作中有较长的使用寿命;(2)固体胶的刚性,需确保活动定位销定位受压后的位移量较小,不影响工件加工时的定位精度;(3)固体胶的韧性,需确保活动定位销定位受冲击载荷时不出现开裂脱落等现象。在这里我们以可赛新TS353、TS355高精度定位胶为试验对象,两种定位胶的各项性能指标如表1所示。
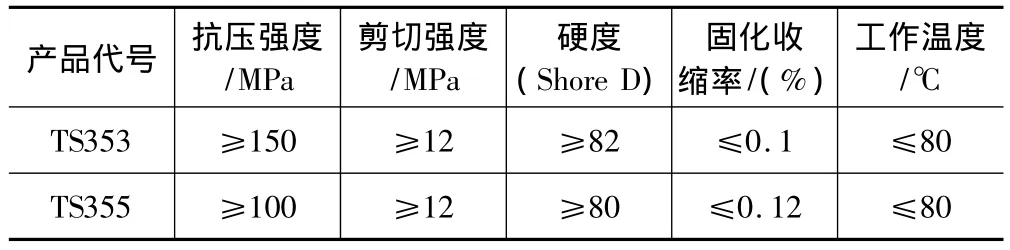
表1 TS353、TS355注塑成型胶的性能指标
零件的耐磨性主要由PV≤[PV]来确定,而活动定位销在机床切削状态下是不进行插入和退出动作的,因此可以不考虑速度V。在活动定位销进行插入和退出动作时不承受切削力,因此PV值是很小的,耐磨条件是可以满足的。
零件的刚性主要体现在材料在单位应力条件下的变形量,主要通过两种失效型式来判定:断裂或塑性变形。塑性材料以屈服极限σs作为极限应力,而脆性材料要以强度极限σβ为极限应力。而TS353、TS355高精度定位胶为脆性材料,因此在这里以强度极限σβ为极限应力。根据力学公式:力N等于压强P乘以受力面积S(即N=SP)可知,注塑层的许用力[N]=S[σ],即许用力[N]=DL[σβ]。式中:D为活动销直径;L为活动销最小接触长度;σβ为强度极限。
(1)计算注塑成型胶的许用承载力矩
①采用TS355注塑成型胶,以直径20 mm、接触长度为20 mm的圆柱活动销、回转直径400 mm工作台为例,简要计算其工作台承载力矩M。力矩公式M=RN(即回转半径R乘以受力点的切向力N),即M=RDL[σβ]=0.2×0.02×0.02×100×106=8 000 N·m。
②同理采用TS353注塑成型胶,以直径20 mm、接触长度为20 mm的圆柱活动销、回转直径400 mm工作台为例,来简要计算下其工作台承载力矩M。由力矩公式M=RN(即回转半径R乘以受力点的切向力N),即M=RDL[σβ]=0.2×0.02×0.02×150×106=12 000 N·m。
(2)计算工作台非工作状态下的阻力矩
以摩擦系数较大的静压导轨为例,其摩擦系数为μ=0.02~0.06,取 μ=(0.02+0.06)/2=0.04;回转直径400 mm工作台最大承重为2 t,即G=2 000 kg。
阻力公式F=μN=0.04×2 000×9.8=784 N
阻力矩公式M=FR=784 ×0.2=156.8 N·m
4 结语
由以上计算可得出结论,因活动定位销只在非加工状态下对工作台四点90°定位时进行位置校正,在8 000~12 000 N·m力矩条件下远大于阻力矩156.8 N·m,足以对回转工作台进行定位校正。
[1]机械设计手册(第5册)[M].机械工业出版社,2004.
[2]可赛新产品资料[Z].
猜你喜欢
保健医苑(2021年9期)2021-09-08
造纸化学品(2019年4期)2019-09-18
世界热带农业信息(2019年5期)2019-08-01
煤炭工程(2019年6期)2019-06-22
食品与生活(2019年4期)2019-05-13
中国铁道科学(2019年1期)2019-02-19
舰船电子工程(2018年10期)2018-10-23
家庭医药·快乐养生(2018年4期)2018-04-23
益寿宝典(2018年19期)2018-01-26
中国造纸学报(2015年1期)2015-12-16
