
高效率、高精度,金切机床领域永恒追求的目标——CCMT2012部分车铣复合加工中心展品简介
2012-10-24 13:06孙跃华
制造技术与机床 2012年12期
孙跃华 王 慧
(芜湖恒升重型机床股份有限公司,安徽芜湖 241100)
复合加工是当今机械加工在国际上最流行的加工工艺之一,这种先进制造技术是把几种不同的加工工序集中在一台机床上实现,以达到高效、高精加工目的。在复合加工中,车铣复合加工工艺是应用最广泛、也是难度最大的。在本次CCMT展会上,多家国内和台湾厂商推出此类机床作为本企业最高水平的展示内容,国外展台上没看到有此类展品。现将部分展品做一简要介绍。
1 展品简介
1.1 沈阳一机HTM40100h卧式车铣加工中心(图1)
展品为五轴联动,是一台集成了车、铣、钻、镗、攻丝等功能于一体的高工艺性能的设备,适用于航空、航天、军工、船舶等领域的形状复杂、精度要求高的异形回转体零部件的加工。

该机是“高档数控机床与基础制造装备”科技重大专项中研究和开发课题之一,展机现场加工试件为叶片。机床的结构、性能及特点如下:(1)采用45°整体倾斜式铸造床身,排屑性能好;波浪筋结构使应力分布均匀,保证了机床整体的吸振性、稳定性和高刚性;(2)主轴配置高刚性轴承,主轴箱设计有散热片,保证了在高速、长时间工作情况下机床的精度稳定性;(3)导轨为大跨距、大截面设计,加强筋采用有限元设计,可靠地保证了滑鞍的刚性和稳定性;(4)立柱的内部筋为流线型,外部筋为六角形,使得立柱具有良好的刚性和吸振性;(5)分离式Cf轴由交流伺服电动机和零背隙减速机驱动,液压端面夹紧,闭环控制;(6)工件最大旋转直径700 mm;最大车削直径400 mm;X/Y/Z/B/C轴行程:520 mm/-100~+150 mm/1 100 mm/-100°~ +100°/360°。
1.2 青海一机XCH1200立卧转换式铣车复合加工中心(图2)
这是一台集机、电、液多个系统为一体的复杂零件加工机床,它以五面铣削加工中心为基础,将其旋转工作台换成力矩电动机驱动的高速转台,在一台机床上具备了加工中心和数控车床的性能特点,既能铣、车,又能完成钻、镗、攻丝等加工工序。

(1)机床采用倒T形背墙式床身结构,保证了在大功率切削时的刚性和稳定性;(2)主轴具有立、卧转换功能及定位功能,由电主轴直接驱动,最高转速8 000 r/min;(3)B轴采用力矩电动机直接驱动,最大扭矩4 000 N·m;(4)工作台直径1 200 mm;最大承重1 500 kg;最高转速150 r/min;(5)X/Y/Z轴行程:1 400 mm/1 150 mm/1 300 mm;
1.3 大连机床VHT800立式五轴车铣复合加工中心(图3)
该机是“高档数控机床与基础制造装备”科技重大专项中研究和开发课题之一,是一台多轴5联动的车、铣复合加工机床。它以车、铣加工为主体,还可实现钻、镗等多种工序,适用于复杂零件的高精度五面完整加工。该机在工艺、系统之间搭建起了桥梁,将车削和铣削功能集成到一台高性能机床之中。其特点为:(1)主机呈倒T形结构,工作台作X向运动,C轴回转,C轴可作车削主轴使用;立柱作Y、Z向运动;作为摆动轴的A轴动力刀塔位于立柱滑座上;(2)三轴均使用重型滚珠导轨及直径50 mm的滚珠丝杠(中空冷却)以满足重切削的加工需要;(3)A轴动力刀塔分驱动单元和电主轴单元两大部分,A轴旋转角度为-150°~ +150°,回转速度50 r/min,最大输出扭矩1 300 N·m;重复定位精度±0.08 mm/100 mm;此类结构的A轴刀塔与传统的蜗轮蜗杆传动的刀塔相比,结构更加简单,易于加工和装配;(4)内置式电主轴采用西门子电动机,最高转速12 000 r/min,主轴功率35 kW,最大扭矩90 N·m;(5)双边中心驱动;(6)工作台回转采用直驱电动机驱动;(7)机床采用拓扑优化设计方法,保证了其结构的刚性;(8)工件最大回转直径800 mm;工件最大加工直径630 mm;X/Y/Z轴行程:1 000 mm/1 060 mm/740 mm。

1.4 台湾崴立VTC1600大型立式车铣复合加工机(图4)
这是台湾崴立公司(日本JTEKT-TOYODA投资技术合作)在本届展会上参展的较大型的机床。该机采用大型双柱立车结构,配置崴立公司五面体加工机的卧铣头模组和该公司专利技术—Cs轴背隙驱动装置,可一次装夹完成大、中型复杂工件的车、铣、磨多工序加工。其特点为:(1)横梁同步双伺服驱动,可在行程中任意位置定位,这样,在重切削时可有效减少滑枕的伸出量;横梁夹紧力达18 t,垂直快速移动速度达2 000 mm/min;(2)立、卧主轴头自动转换;(3)工作台电动机功率强大,静压支承,可实现重载荷强力切削;(4)拥有专利技术的组合式刀库,可根据用户需求任意组合,弹性配置刀具;(5)各导轨面均为人工铲刮研,用这种传统工艺来加工工作接合面,精度保持性好。
1.5 齐重数控HDVTM160高精度立式铣车复合加工中心(图5)
展品为工作台移动式立式铣车复合加工中心,具有七轴控制五轴联动功能,既能完成大型立车所具有的车削功能,又能完成大型龙门铣所具有的铣削功能,工件一次装夹后可完成车、铣、钻、镗、攻丝等多种工序加工。该机为国家重大科技专项成果产品。其特点为:(1)工作台采用滚动导轨,提高了使用寿命和精度,工作台端径跳0.003 mm;(2)主传动采用宽调速双主轴电动机驱动,并实现C轴在铣削状态下主从消隙功能,C轴分度精度达4″;(3)机床龙门架采用平衡式横梁升降双驱同步控制技术;(4)X、Y、Z轴进给导轨采用高精度滚动导轨,进给采用直联驱动,重复定位精度达0.003 mm。
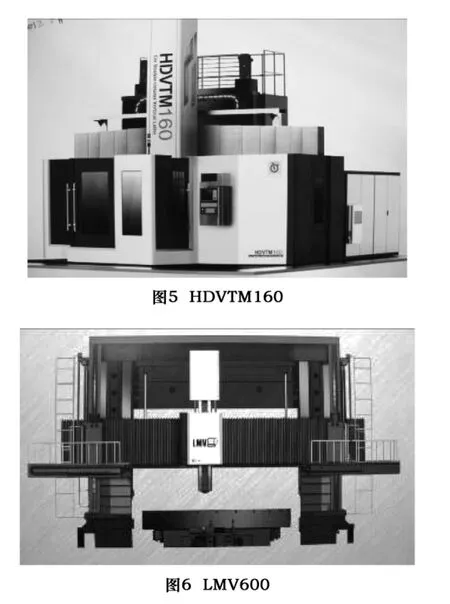
1.6 江苏新瑞LMV600立式车铣复合加工中心(图6)
该展机是本届展会中同类展品规格最大的一种,其工作台直径为5 700 mm,最大车削直径达6 300 mm。其特点为:(1)采用双柱立车的龙门框架结构,一次装夹能完成车、铣、镗、钻、铰、攻丝等多种工序,实现内外五面加工,可用于加工较大的工件;(2)车削功能:适用于高速钢和硬质合金刀具,对黑色金属、有色金属及非金属材料的粗精车削加工内外圆柱面、内外圆锥面、回转曲面、平面、公制和英制螺纹等;四轴联动,并有端面恒速切削功能;(3)铣削功能:可对各种钢铁和有色金属零件的平面、孔系、斜面、曲面及零件型腔内部的孔和窄小空间内的平面进行加工。
1.7 中传重机DVMT40数控双柱立式铣车加工中心(图7)
中传重机是南京高精传动设备制造集团有限公司全资子公司,年生产重型机床500台,是家较大的企业。这次参展的立式铣车加工中心具有车、铣、钻、镗削功能。展品采用自动换刀、在线测量技术,可对各种黑色金属、有色金属及部分非金属材料的零件进行车削内外圆柱面、内外圆锥面、端面、切槽、公英制螺纹及回转曲面等多工序的自动精密加工。

(1)工作台采用两套主变速箱共同驱动,实现铣削时C轴预紧消隙和车削时双电动机主从控制功能;(2)横梁采用双伺服电机、双滚珠丝杠同步驱动,双端检测以实现横梁W向高精度进给;(3)X、Y、W轴均采用恒流闭式静压导轨,增强了导向刚度,保证了各数控轴的定位精度和重复定位精度;(4)采用大截面尺寸滑枕,滑枕内置整体主轴,含电主轴、齿轮箱、刀具更换装置、刀具冷却和气体通道;(5)采用西门子840Ds1数控系统,可实现X、Z、W、C、铣头C1轴和B轴任意四轴联动;(6)机床可配置两个刀库,一个斗笠式刀库设在横梁右下方,还可根据用户要求配置另一个60~90工位的链式刀库,该刀库可通过斗笠式刀库的换刀系统实现全自动换刀;(7)工作台直径为4 000 mm,工件最大重量为50 t。
1.8 杭州友佳HT-30SY车铣复合加工机(图8)
杭州友佳隶属台湾友嘉实业集团,是一家台商独资企业。此次参展的HT-30SY型车铣复合加工机是友嘉实业集团最新开发出的新一代车铣复合加工中心。其特点为:(1)展机设计为30°硬轨斜床身结构,在其上作X和Y向运动的滑座也为30°倾斜,排屑方便,减少了热切屑在机床上的滞留时间;(2)各轴进给采用C3级滚珠丝杠传动,经过预紧处理;(3)各导轨面都采用传统工艺进行人工刮研;(4)动力刀塔采用伺服电动机驱动,曲齿离合器精密定位;(5)尾座也采用伺服电动机驱动,快速灵敏,定位精确;(6)工件最大加工直径256 mm,最大加工长度700 mm,主轴最高转速3 500 mm/min;(7)展品采用FANUC 18i-TB数控系统。

1.9 大连科德CXK50和CXK60车铣复合机床(图9)
大连科德是大连光洋科技工程有限公司下属的一个公司,专业生产数控机床及其功能部件。该公司一直立足于自主创新,研发拥有自主产权的数控机床及其关键功能部件,开创民族品牌,其所有产品均具有自主知识产权与核心创新发明技术。该公司前几届的展品在以前的评述中也有过介绍,其GM系列直驱双摆铣头、VM系列直驱单摆铣头和大连光洋GNC60光纤总线开放式高档数控系统均为国家重大科技专项产品。

科德公司这次送展了CXK50十三轴四联动高精卧式车铣复合机床和CXK60七轴四联动精密车铣复合机床,虽没收集到有关这两台机床的详细资料,但在和展台人员交谈时了解到这两台机床的主要功能部件均为本公司生产:CXK50机床的的主轴单元、伺服刀塔、数控系统、主轴电动机、主轴驱动单元、进给轴驱动单元均为大连光洋科技公司生产;CXK65机床的主轴组由科德公司自行设计制造,伺服驱动单元和伺服尾座为光洋公司制造;这两台机床的定位精度均为0.006 mm,重复定位精度为0.003 mm,角度精度:5″。
2 展品现状
车铣复合加工中心是将车削中心和加工中心的加工特点集于一台机床之上,一次装夹进行多工序完全加工(DONE IN ONE),能为用户带来提高加工效率、降低工件加工成本和提高加工精度等好处。所以,这种机床一经问世,就很受用户欢迎,发展迅速。我们从近几届展览会上可以看出,复合加工中心展品是越来越多,技术和工艺水平也越来越高,形式也呈多样化。
这次展出的车铣复合加工机床上有立、卧两种形式;加工特点分为:(1)以车削为主,如台湾崴立的VTC1600、杭州友佳的HT30sy;(2)以铣削为主,如沈阳一机的HTM40100h、齐重数控的HDVTM160和大连机床的VHT800。以铣削为主的铣车复合加工中心均为多轴五联动机床。
展品各具特点,根据不同的用户群和零件加工需要,机床的结构形式和加工性能也有所不同。沈阳一机的HTM40100h和大连机床的VHT800是在五轴联动加工中心的基础上增加了车削功能;江苏新瑞LWV600、齐重数控的 HDVTM160和中传重机的DVMT40则是在立式车削中心的基础上增加了铣削功能。由于用户多为航天航空、军工、船舶等领域,对于零件的加工精度要求很高,因此这些设备在加工精度和精度保持性方面下了很大的功夫。如大连科德的CXK50和CXK65的定位精度达到了0.006 mm,重复定位精度0.003 mm,为以上同类展品中精度最高的。
在以上的展品中,沈阳一机HTM40100h、大连机床VHT800、江苏新瑞LWV600、齐重数控HDVTM160和青海一机XCH1200,荣获第七届数控机床展览会CCMT2012“春燕奖”称号。
3 我国车铣复合加工中心现状水平和发展趋势
3.1 现状水平
我国在2001年由沈阳数控机床厂制造出我国第一台SSCKZ63-5五轴车铣复合加工中心,该机床引进了德国玛斯廖拉公司(MAX MULLER)的技术,当时达到了国际上世纪90年代末的水平,虽起步晚,起点还是较高的。现在国内已有多家生产厂商可生产车铣复合加工机床,在CCMT2012展会上就有10多家参展,但技术较为领先的几台展品和所采用的关键功能部件,如数控系统、直驱双摆铣头和直驱双轴回转台等均为国家重大科技专项攻关产品,还有待进一步商品化和产业化。
由于我们的整体技术基础不太坚实,和国外技术相比缺少数十年的经验积累,加之加工手段和工艺性比较薄弱,整体车铣复合加工技术与欧洲和日本相比还有不小的差距。目前国际上最先进的车铣技术仍掌握在 MAZAK、OKUMA、MORI SEIKE、DMG 和 WFL等一流的机床生产商手中,高端五轴车铣复合加工机床的市场份额也基本被这些企业垄断,国内这些高端设备的用户仍信赖欧洲或日本的产品。
3.2 发展趋势
车铣复合加工技术的先进理念就是提高产品质量和缩短产品制造周期,是一种集成了现代先进控制技术、精密测量技术和CAD/CAM应用技术的先进机械加工技术。该技术提供了一种完善的加工解决方法:一次装夹可实现工件多个表面或复杂形面的加工,大大简化了工件装夹和刀具系统的复杂性,减少了夹具和非生产时间。它不仅能够满足用户在提高生产效率,保证加工精度,减少工件传送和库存,减少占地面积等方面的需求,也符合现代社会的节能减排要求,其工艺范围之广和能力之强,已成为当今复合加工机床的佼佼者,是当前世界范围内最先进的机械加工设备之一。
航空航天、军工、船舶产品的制造领域一直是先进制造技术发挥作用的重要舞台,车铣复合加工技术在这些领域的应用具有很大的优势,特别是对一些形状复杂的异形零件的加工优势更为凸显。随着航空航天、军工、船舶领域产品的更新换代速度日益加快,工序分散的加工设备将会被工序集中的柔性、自动化设备所取代,这为车铣复合加工中心提供了更为广阔的发展和应用空间。
由此可见,车铣复合加工中心技术的应用会越来越广泛,并朝着更高的精度、更高的效率、更广的工艺范围和模块化方向发展。
猜你喜欢
宝藏(2022年5期)2022-08-29
科普童话·神秘大侦探(2022年1期)2022-05-31
当代陕西(2019年24期)2020-01-18
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
