
重特大型工件深孔加工BTA装置的研制
2012-10-23 05:50:12杨顺田杨天雄彭美武
制造技术与机床 2012年6期
杨顺田 杨天雄 彭美武
(①四川工程职业技术学院,四川德阳618000;②哈尔滨工业大学管理学院,黑龙江哈尔滨 150001)
重、特大型非回转体工件上的深孔,其深度往往大于1 000 mm,长径比也大于10[1],以前这类孔的加工一直采用“大型落地镗床+扁钻片或接长麻花钻”方式加工,这种方式由于扁钻片和麻花钻无定位支撑,加上工件不旋转,所加工深孔的直线度和孔径精度很差,后续处理工序繁杂(如镗、扩、铰),加之上述两种刀具材质为高速钢,切削速度低,严重制约了深孔加工效率。因此,非回转体上大直径深孔加工是机器制造中的加工难题。
经过分析论证,BTA深孔加工技术具有加工精度高、效率高、排屑好等特点,能很好满足现场深孔加工的需求;但是BTA系统一直是用在深孔加工设备上,如10 m、15 m、30 m等深孔钻床[2],并且是用于回转体(如轴类工件)的深孔加工。因此,能否将BTA技术应用在大型落地镗床上,加工大型、重型非回转体工件上的深孔,成为解决问题的突破口。
1 镗床用BTA深孔加工系统工作原理及结构
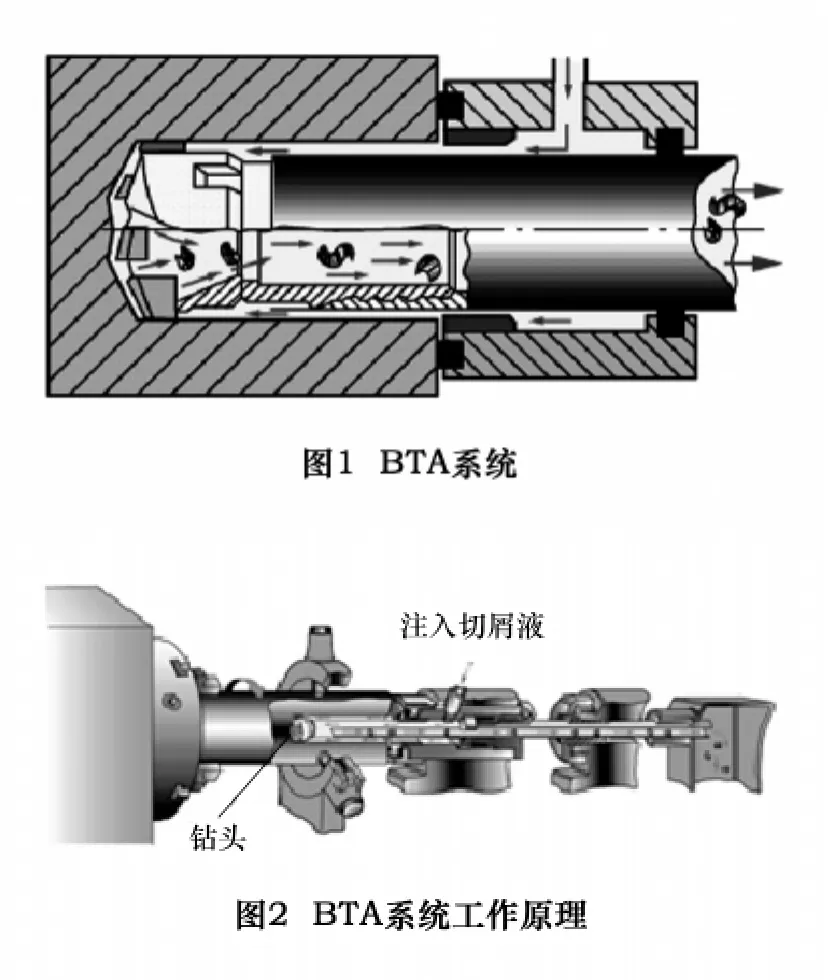
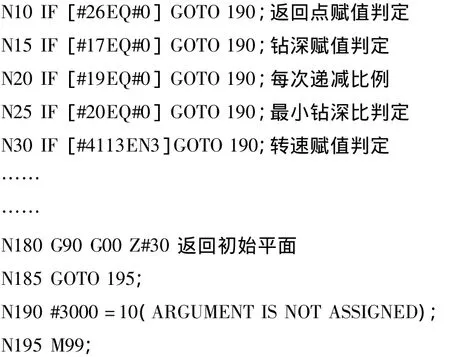
BTA系统也称为单管系统(STS),加工时切削液从外面提供,切削液通过钻管和加工孔之间的缝隙直接流到加工区域,带走切屑并降低温度,如图1所示,切屑从钻杆内孔中排出而不会划伤已加工过的孔壁,孔的表面粗糙度Ra值很小、精度较高。具体工作原理如图2所示。
1.1 BTA深孔加工装置的工作原理
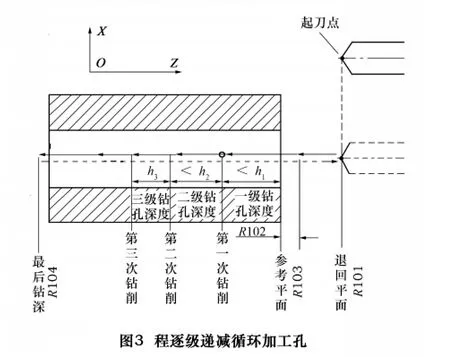
镗床用深孔加工装置安装在重型落地镗床上实现对非旋转体、非轴心孔的大型工件的深孔加工。因工件(如机架、箱体类)无法旋转,就不能采用深孔专机的钻孔方法,经研究发现,可以通过技术移植手段,将BTA深孔钻加工技术移植到落地镗床上,达到在落地镗床上应用BTA系统加工非回转体工件上深孔的目的。由于工件不旋转,只能依靠镗床主轴一边旋转一边作直线进给运动。根据前面分析,镗床用BTA深孔加工装置设计思想的核心是充分考虑导向与排屑、几何精度、程序控制孔深,实现钻孔深度逐级递减循环加工即“变切深”深孔加工方法,如图3所示。程序基本格式[3]如下:

1.2 BTA深孔加工装置对机床的要求
要求如下:
(1)镗床进给机构应稳定可靠,无爬行现象。
(2)镗床主轴回转精度要求较高,其径向跳动应小于0.02 mm。
(3)深孔加工刀具针对不同材质所用的切削速度和进给量是不同的,要求机床主轴转速和进给量可调,而且可调级数越密越好。
(4)镗床应有滑枕机构,便于安装装置中的钻削系统部分。
(5)根据BTA深孔系统刀具使用要求,钻头直径应与机床提供功率相匹配。
2 镗床用BTA深孔加工装置设计
2.1 BTA深孔加工装置结构
镗床用BTA深孔加工装置主要由钻削系统和冷却系统两大部分组成,该套装置在较短时间可完成组装,无需对机床作任何特殊改动。
2.2 钻削系统的组成
钻削系统是完成孔加工的机械部分,如图4所示,主要功能部件有:钻头、钻杆、导向套、旋转连接器和支架。其中钻头、钻杆和导向套是BTA系统必须的组成部分,支架和回油器是为满足镗床应用增加的项目。

2.3 系统功能特点
系统功能特点如下:
(1)钻头及定位支撑 钻头是深孔加工刀具,它通过钻杆由机床主轴提供切削力矩和轴向进给,完成对金属的切削。深孔加工过程中依靠已加工表面(孔壁)作为定位支撑。在刀具未切入工件前采用导向套作为支撑,为保证导向套与机床主轴轴心一致,设计了支架,支撑套通过支架整体安装于机床滑枕上,保证刀具与机床主轴同轴。同时,支架与机床联为一体,便于加工时快速找正孔的坐标。
(2)多级钻杆及装卸 不同规格的镗床,其钻杆轴向行程一般均能满足孔深加工需要,但落地镗床的主轴轴向行程一般为1 000 mm左右,对于孔深超过1 000 mm的深孔,孔深大于机床主轴行程,就无法满足加工要求,必须采用加钻杆分级进行方式。在满足刚性前提下,支架两侧设计了长形窗口,使操作者在进行分段钻削时,可以方便地装卸钻杆。
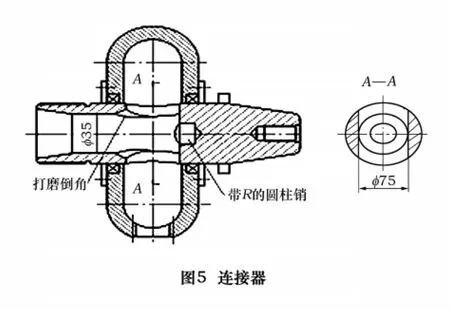
(3)连接器设计 镗床上应用BTA系统加工深孔与在深孔专机的另一个不同点是:必须配置一个能与钻头一起旋转的连接器,如图5所示。因镗床主轴内无法通过冷却液,冷却液必须从镗床主轴的前端排出。此连接器后部的外锥面与镗床主轴内锥面相配合,前端连接钻杆,将主轴动力传递给钻杆和钻头,而接收切削液和切屑的外壳不随内部构件旋转。这样切削液由钻杆内进入旋转连接器排到冷却系统的过滤箱中。正是有了旋转连接器,成功地解决了冷却液回收和排屑问题,才使镗床上应用BTA系统成为可能。
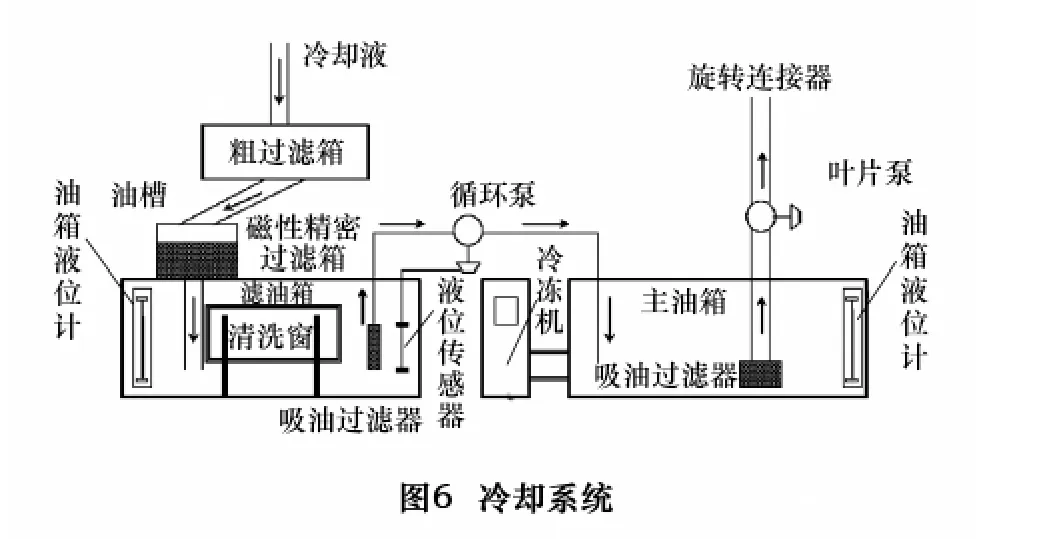
2.4 冷却系统
冷却系统如图6所示,它是保证切削顺利进行的重要部分,具有以下功能:向切削区输送切削液;从旋转连接器中回收切削液。
2.5 加工中的排屑问题
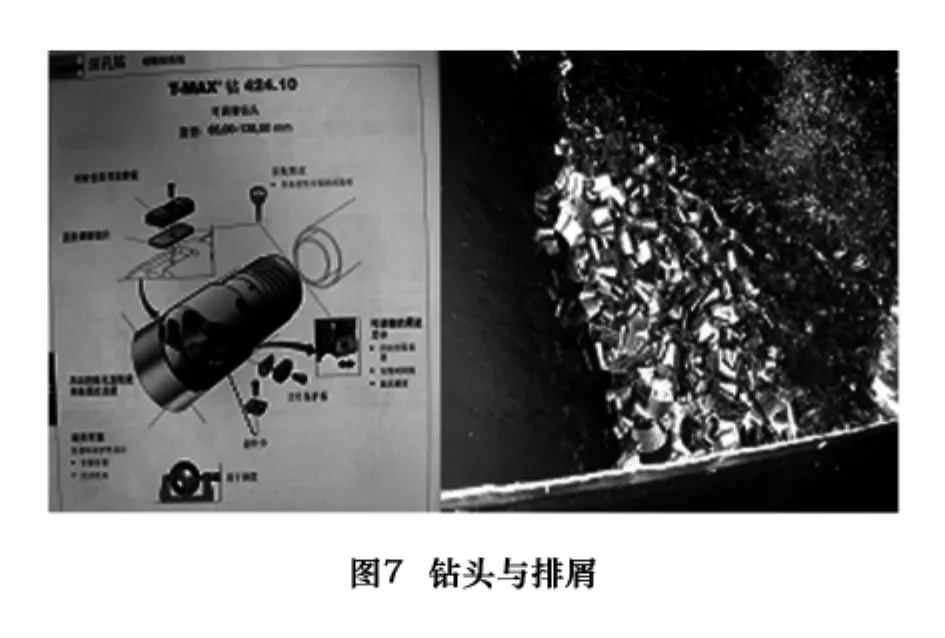
镗床用BTA深孔加工装置的排屑与专用深孔加工机床不同,切屑经过空间狭小的旋转连接器随切削液排出,要求切屑形状必须形成微小的C形,对所选刀具的断屑要求较高。
装置试验初期,由于对刀具认识不足,使用三金工车间的单刃钻、某工具研究所提供的焊接式深孔钻,由于这些钻头均采用手工刃磨[4],刀具角度控制不好,断屑情况很不稳定,每把刀的断屑情况各异,无论怎样调整切削用量,始终出现长屑堵塞钻杆的现象。
选用SANDVIK(山特维克)T-MAX424.10可转位钻头[5],如图7所示,切屑得到彻底改善。使用该钻头时,按照刀具提供商推荐的切削参数,切削速度70~100 m/min,进给量0.18~0.35 mm/r范围内多次试验,最终确定在切削速度80 mm/min,进给量0.30 mm/r情况较为稳定,形成短屑并顺利排出。
3 镗床用BTA深孔加工的应用与推广
如图8所示的工件为压力机机座,其材质为ZG230~450,重量为 156 t,机座中心部位有 10个φ120)mm深度为2 550 mm的顶料孔,内孔粗糙度为Ra1.6 μm.该孔的主要技术要求为:
各孔母线直线度误差不大于0.08 mm/1 000 mm。
各孔圆度误差不大干孔径公差的50%。
在大型铣床上加工技术条件如此严格、孔长径比值为L/D=2 550/120=21.25的深孔,难度很大。

3.1 几种方案比较
3.1.1 标准麻花钻接长后加工
用标准麻花钻接长后加工的工艺方案主要存在以下的困难:
(1)不能顺利排屑,必须用退刀方法带出切屑[6]。
(2)钻头冷却困难,必须利用退刀方法进行冷却。
(3)导向差,无有效可靠的导向,只能依靠钻头本身棱带进行导向,因而钻偏的可能性大。
(4)钻头本身断面面积小,抗扭能力很差。若铸钢件毛坯中有夹渣、气孔、砂眼等缺陷,钻头很可能从焊接接头处扭断。若扭断的钻头留在工件孔内取不出来,将导致工件报废。
(5)由于频繁地从工件孔中退出钻头,辅助工时增加,生产效率很低,且工人劳动强度很大。
3.1.2 用深孔钻扁钻系统加工
用深孔扁钻片系统加工可以形成有效的冷却循环系统。钻片的冷却,排屑问题可以解决。扁钻体上有导向键,导向问题也可以解决。但钻孔效率较低,切削速度为20~30 m/min进给量平均为5~7 mm/min,钻1个孔深为2 550 mm的孔需8.5 h机动工时;若钻6个孔需51 h,尚不包括刃磨钻片,研磨导向键等辅助工时[7]。
由于工件大而重,无法使工件转动。只能采取钻杆边旋转边作直线进给运动的方法进行深孔加工;这种方法钻偏的可能性大,若钻偏量超过φ120(+0.30)mm精镗界限时,则导致工件报废。
3.1.3 深孔加工的BTA系统
此工艺方案的钻孔效率、推镗效率、精镗效率和质量都远远高于麻花钻、扁钻两种系统。排屑、冷却、导向问题均能解决,但需要配套的工装辅具较多,如送油器、送油器支承、钻杆连接器、油泵、冷却循环系统等,在很短的时间内要完成这些辅具的设计、制造、装配和调整是不现实的。购买现成的装置也不现实。
3.1.4 用镗床BTA深孔加工
采用钻头结构为BTA系统的硬质合金双刃三键内排屑钻头,此钻头与喷吸钻系统和DF系统钻头略有不同。其特点为:
(1)硬质合金小刀头分内刀、外刀两种,与刀体连接的部分为小圆柱面定位,刀的下平面支承、夹紧小螺钉以防止退刀时松动。磨损或损坏后可以快速更换,换刀时间很短,并有互换性。
(2)硬质合金导向键与刀体为燕尾槽连接,并有螺钉防松。连接后稳定性好,磨损后也可以快速更换,有互换性。
(3)此钻头可采用较高切削速度、高转速、大进给量,故钻孔效率高,最高可达6~7 m/h。钻孔质量好,孔表面粗糙度可达Ra6.3 ~3.2 μm[8],钻偏量较小。
(4)此钻头外刀与钻头轴线成25°夹角,故可用在刀体上增减刀垫的方法来调整钻头直径(微调)。而且外刀与内刀的高度差值和外刀与导向键的高度差都可以通过厚薄不同的垫片进行微调。
3.2 压力机机座深孔加工方案
(1)工件侧放按线找正压紧,铣出X、Y、Z三个方向的找正带、测量基准。
(2)下机架底面向机床滑枕加工见平Ra3.2 μm,并且在6~φ120 mm孔位中心处分别钻、攻节圆为φ155 mm的4-M8 mm的把合螺孔,以便在φ95 mm钻通后采用两级φ110 mm、φ120 mm扩孔钻,钻屑时为形成循环压力和顺利排屑,将出口用端盖把合密封。
(3)工件底面向滑枕,两者极限距离保证2 500 mm,以便更换钻杆、钻头方便,在2 550 mm孔深的余量内加工6-φ150H7 mm短孔,作为导向套定位之用。
(4)将旋转连接器安装到镗杆主轴上,利用止口定位,将支架把合于机床滑枕上,然后依次将φ90 mm钻杆和φ95 mm钻头装好,机床滑枕移动至支架前端φ150 mm的位置,定位圆放进工件预先加工好的φ150H7 mm短孔内后将支架压紧,经过两次接钻杆,将φ95 mm钻通。
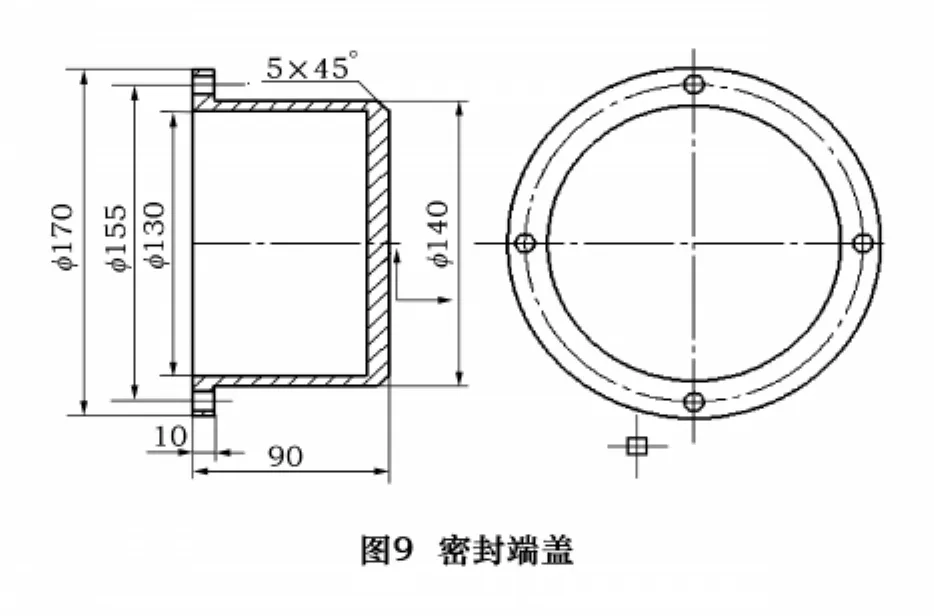
(5)φ95 mm钻通后,在出口的端盖上用胶皮密封将孔口把合堵好,换导向套及φ110 mm扩孔钻头后,重复上述的压紧过程。经过两次接钻杆将φ110 mm孔扩通,如图9所示。
(6)φ110 mm扩通后,换导向套及φ120 mm扩孔钻头,重复压紧。经两次接钻杆,将φ120 mm孔扩通。
3.3 镗床用BTA深孔加工装置操作
使用时,打开高压泵站开关,启动主轴开始进刀,冷却液由授油器进入压力头内,润滑冷却切削刃,并携带切屑经钻杆内孔流经旋转连接器、磁性过滤器回到副油箱,由循环泵将其注入主油箱冷却后再次由高压泵站注入压力头形成循环。
3.4 BTA深孔加工推广情况
该装置于自2009年开始应用,均显示其高精度、高效率的特点,整套装置使用稳定可靠。该装置由机床主轴提供旋转动力,有足够的输出扭矩,主轴进给即实现刀具进给。加工效率是传统扁钻片加工方式的5~7倍。表1为该装置的应用实例。
该装置安装拆卸极其方便,只需30 min左右就可完成,拆卸后不影响原机床结构及功能。主体定形后,只要更换所对应加工直径的钻头、钻杆和导向套等少许部件就可加工 φ50~120 mm(实际加工过 φ130 mm)的不同孔径,加工中采取内排屑法,勿需中途频繁退屑。
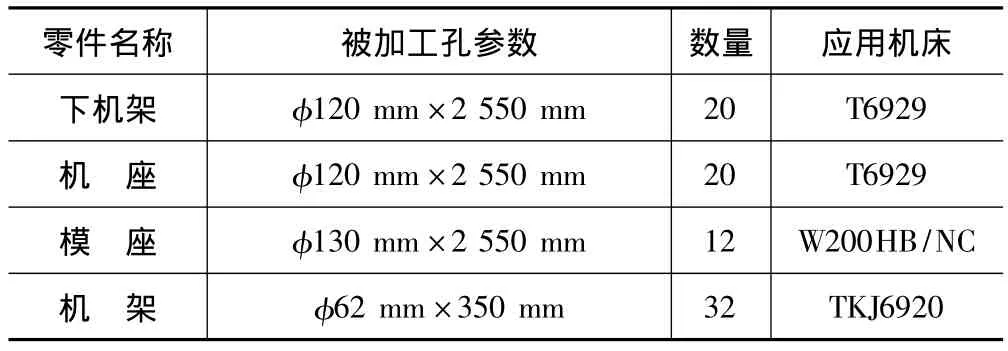
表1 装置应用实例
4 结语
镗床用BTA深孔加工系统的研制成功,解决了重特大型非回转体工件深孔加工难题,并根据该装置结构特点,经过制造工艺的不断创新,继续提高镗床应用BTA深孔加工水平,扩大该装置的应用面,取得了显著效果,对同类产品的制造有一定参考价值。
值得注意的是,切屑必须形成折断的C形才能顺利排出,对刀具的断屑能力要求较高。从切削理论上讲,越软的材料断屑越困难,在加工诸如HT200~230或16Mn等材料时,还需对刀具和切削用量选择做进一步摸索。
[1]王峻.现代深孔加工技术[M].哈尔滨:哈尔滨工业大学出版社,2005.
[2]TD21150(15米)深孔钻镗床[DB/OL].http://www.jd37.com/Parameter/a/tc2.htm
[3]陈洪涛.数控加工工艺与编程[M].北京:高等教育出版社,2002.
[4]王立朋,丁福海.机床调整、刀具改进及废刀具的再利用[J].哈尔滨轴承,2004,25(1):37 -47.
[5]张凯,万立新.叶轮加工[J].CAD/CAM 与制造业信息化,2002(1).
[6]周泽华.金属切削原理[M].上海:上海科学技术出版社,1989.
[7]叶伟昌,叶毅.涂层硬质合金刀具的发展与应用[J].硬质合金,1998,15(1):54 -57.
[8]郑文虎.难切削材料加工技术[M].北京:国防工业出版社,2008:81-104.
猜你喜欢
冶金设备(2021年2期)2021-07-21 08:44:22
装备制造技术(2021年2期)2021-07-21 05:38:32
制造技术与机床(2019年8期)2019-09-03 01:14:28
制造技术与机床(2018年9期)2018-09-19 06:47:56
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年9期)2017-11-27 02:13:56
制造技术与机床(2017年3期)2017-06-23 08:11:33
中国市场(2016年45期)2016-05-17 05:15:26
设备管理与维修(2016年7期)2016-04-23 06:51:39
大型铸锻件(2015年4期)2016-01-12 06:35:13
