
Kostyrka运动件锁紧装置在机床旋转类功能部件中的应用*
2012-10-23 10:03:02高秀峰
制造技术与机床 2012年2期
高秀峰 孙 璐
(①沈阳机床(集团)设计研究院有限公司,辽宁沈阳110142;(②沈阳铁路局沈阳通信段,辽宁沈阳 110020)
旋转类功能部件是机床功能部件的核心部件,如铣头、转台、刀架等部件一直是多轴联动加工中心的核心部件,常用于加工具有复杂型面的精密零部件。由于许多零部件具有多角度平面,需要切削刀具除了能够摆动进行多角度加工之外,还能够实现定向定角度加工,因此,这样的加工需求就要求旋转类功能部件应当具有角度分度及定位夹紧的功能。为了实现角度分度及定位夹紧的功能,国内外各生产企业通常采用的方法有[1-3]:双齿盘定位夹紧、三齿盘定位夹紧、刹车片定位夹紧、U形叉体定位夹紧、碟形弹簧定位夹紧和液压夹紧套定位夹紧等方法。由于液压夹紧套具有夹紧面积大、夹紧扭矩大、夹紧状态稳定可靠等诸多优点,在机床旋转类功能部件中得到了日益广泛的应用。而在液压夹紧套的生产企业中,只有德国Kostyrka的各项技术最为成熟,在国内外各机床企业中得到了广泛的应用。
1 Kostyrka运动件锁紧装置
德国Kostyrka是一家专业生产运动件锁紧装置的世界顶级供应商。在车床刀架、加工中心的铣头与转台、压力机的运动横梁、冲剪机床的压紧板材机构、夹具系统的运动导杆等场合有着非常广泛的应用。
Kostyrka运动件锁紧装置可以用于直线运动与旋转运动的夹紧。在机床功能部件的应用当中,大部分则被用于旋转运动的定位夹紧。
Kostyrka用于旋转运动定位夹紧的运动件锁紧装置一共分为3类(图1),分别是单法兰型液压夹紧套、双法兰型液压夹紧套与液压夹紧环。

1.1 Kostyrka运动件锁紧装置的工作原理
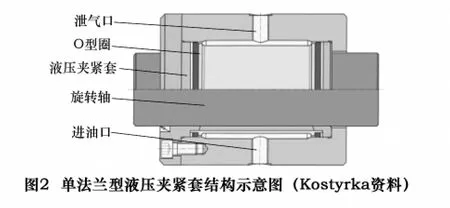
Kostyrka运动件锁紧装置由弹性较强的铜合金构成,如图2及图3所示,在铜合金的内侧或外侧置有可以通入压力油的储油槽,储油槽的四周置有密封装置,当储油槽中通入压力油时,铜合金通过弹性变形实现对运动件的定位夹紧;当去除压力油时,铜合金通过弹性变形进行复位,从而解除对运动件的锁紧。

1.2 Kostyrka运动件锁紧装置锁紧扭矩经验公式
单法兰型液压夹紧套夹紧扭矩经验公式为

式中:Md为夹紧扭矩;d为被夹紧轴直径;L为夹紧套轴向长度;a为法兰轴向长度;P为压力油压力;u为摩擦系数。式(1)用于单法兰型夹紧套,式(2)用于双法兰型夹紧套。
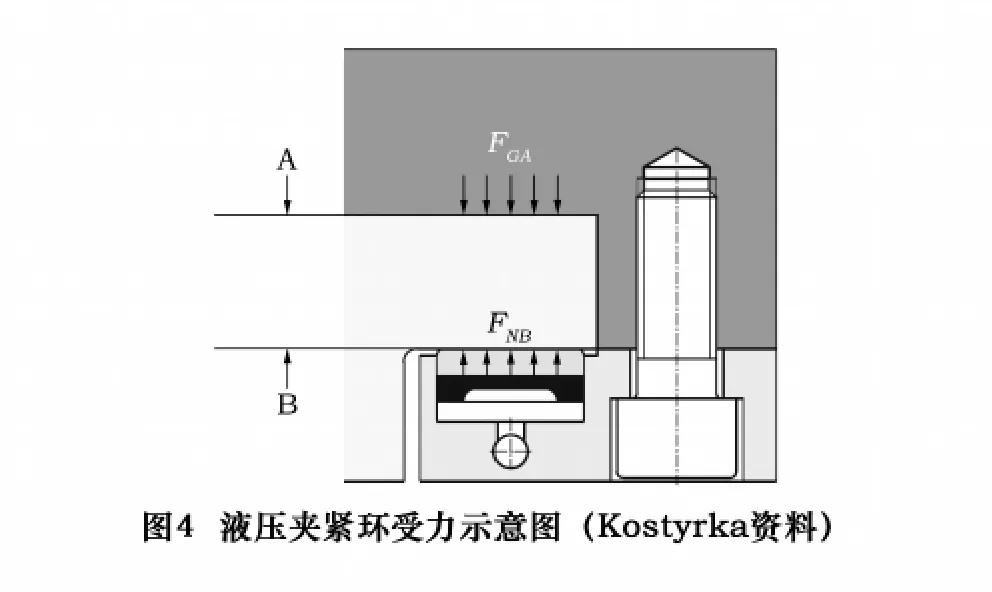
如图4所示,液压夹紧环夹紧扭矩经验公式如为

式中:FK为摩擦力;FGA为反作用压力;μA为A面的摩擦系数;d为液压夹紧环内外径的平均直径。
1.3 Kostyrka运动件锁紧装置使用原则
Kostyrka运动件锁紧装置在使用过程中,应当遵循以下原则。
1.3.1 安装配合原则
(1)单/双法兰型液压夹紧套在安装之后,应当保证其与壳体及被夹紧轴的配合公差均为H7/g6。若配合间隙过小,则不仅增加了工件的加工难度,还增加了装配体的装配和调试难度;若配合间隙过大,则极有可能发生夹紧扭矩不足或定位夹紧时被夹紧轴出现打滑的现象。
(2)液压夹紧环可以安装到被夹紧轴上或静止的壳体上,在安装之后,应当保证夹紧面与被夹紧面之间的间隙为0.1 mm。若间隙过小,则有可能发生夹紧面与被夹紧面之间的摩擦现象;若间隙过大,为了保证夹紧扭矩而增大压力油的压力,则有可能发生铜合金由于变形过大而产生塑性变形,最终不能复位的现象。
1.3.2 被夹紧轴/面的技术要求
(1)被夹紧轴/面的硬度应当>25 HRC,否则,被夹紧面容易产生压馈失效;同时,还应具有足够的被夹紧刚度,避免夹紧变形。
(2)被夹紧轴/面的表面粗糙度应当满足Ra≤1.6 μm的要求。表面若太光滑,则增加了单件的加工成本;若太粗糙,则减少了夹紧面与被夹紧面之间的接触面积,减小了夹紧扭矩,并加剧了液压夹紧套的磨损,降低了使用寿命。
(3)单/双法兰型液压夹紧套夹紧的旋转轴在精度设计时,应当保证该尺寸链的封闭环同轴度≤0.03 mm。
1.3.3 单/双法兰型液压夹紧套安装时的预紧原则
单/双法兰型液压夹紧套两端的密封区域并不能用于传递夹紧扭矩,在轴向力的作用下,有可能会发生轴向移动而加速密封圈的磨损。因此,在安装单/双法兰型液压夹紧套时应当对其进行预紧。
(1)单法兰型液压夹紧套由于只有一个法兰,因此,不能对其进行轴向拉长预紧。当压力油压力较小时,由于轴向力较小,因此可以不进行预紧。但当压力油压力>100 MPa时,在壳体靠近单法兰型液压夹紧套无法兰的一侧应当设计一个凸台,凸台与单法兰型液压夹紧套的轴向间隙<0.5 mm,当单法兰型液压夹紧套发生轴向移动时,可以依靠凸台阻止其移动。
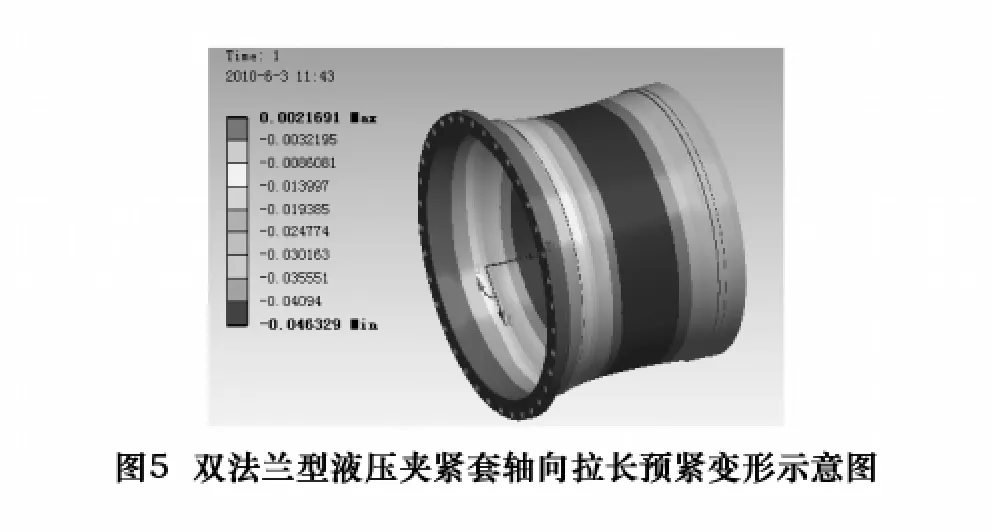
(2)双法兰型液压夹紧套的预紧遵循着轴向长度0.03%的轴向拉长预紧原则。为实现精确预紧,可以采取壳体轴向长度与单法兰型液压夹紧套配置配合的方式。若产品的批量较大,为提高生产效率,也可以采取壳体轴向长度公差为(0,-0.05)mm,单法兰型液压夹紧套轴向长度公差为(0,-0.1)mm的方法实现近似轴向拉长预紧。但非常值得注意的是,双法兰型液压夹紧套在轴向预紧后,内径会有少量的减小,如图5所示。为了保证夹紧面与被夹紧面之间的H7/g6配合间隙,应当对被夹紧轴的尺寸链误差进行严格的精度误差设计。
1.3.4 单/双法兰型液压夹紧套调试原则
(1)在正式通入压力油之前,应当先排除单/双法兰型液压夹紧套储油槽中的残留空气。若不排除残留空气,则储油槽在通入压力油的过程中,残留空气由于液化散热会严重烧伤储油槽两侧的密封圈。在排除残留空气时,无论单/双法兰型液压夹紧套是立式放置还是卧式放置,均应当遵循下入上出的原则,如图2。
(2)在排除储油槽内部的残留空气之后,为了保证夹紧面与被夹紧面在全部夹紧区域配合间隙均匀,应当首先将液压夹紧套的安装螺钉不完全紧固,在通入压力油使被夹紧轴定位夹紧之后,再将液压夹紧套的安装螺钉全部紧固,从而通过通油夹紧方式实现夹紧面与被夹紧面在全部夹紧区域配合间隙的均匀性。
2 Kostyrka运动件锁紧装置在机床旋转类功能部件中的应用
在机床旋转类功能部件中,转台与铣头占有极其重要的地位,此类关键功能部件我国一直主要依赖进口。下文以我公司自主研发的直驱式双轴转台以及某公司生产的铣头为例,详细说明Kostyrka运动件锁紧装置在机床旋转类功能部件中的应用特点。
2.1 双法兰型液压夹紧套在双轴转台中的应用
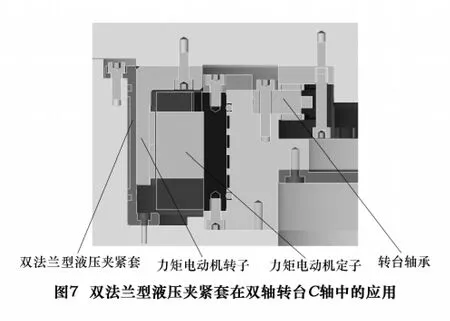
图6所示为我公司自主研发的直驱式双轴转台,A/C轴均由外转子力矩电动机直接驱动,具有优异的动态特性及运转精度,被广泛的应用于中、小规格立式及卧式五轴联动加工中心上。
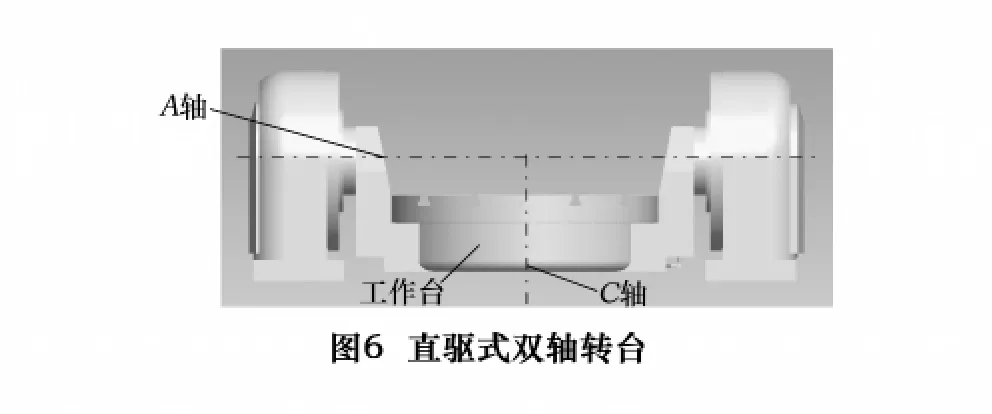
以C轴为例说明双法兰型液压夹紧套在双轴转台中的应用特点。如图7所示,双法兰型液压夹紧套安装在C轴壳体上,依靠内壁对连接在工作台上的力矩电动机转子进行夹紧。由于液压夹紧套与力矩电动机转子之间接触面积大,因此,此类定位夹紧方式具有夹紧扭矩大、夹紧状态稳定与可靠、夹紧刚度高等诸多优点。该种结构为多个厂家所采用。
2.2 液压夹紧环在铣头中的应用
铣头是中、大规格多轴联动加工中心的关键功能部件,被广泛地应用于立式、卧式、龙门式及车铣复合多轴联动加工中心上。铣头从结构上而言,可以分为单轴铣头与双轴铣头;从驱动方式而言,可以分为机械式铣头与直驱式铣头。
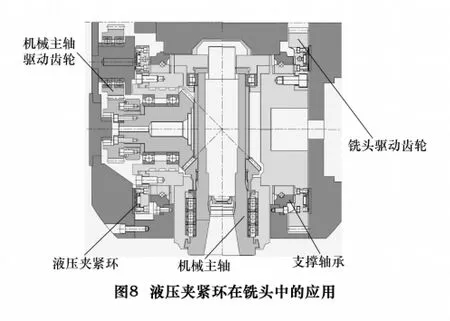
如图8所示,以某公司生产的机械式单轴铣头为例,说明液压夹紧环在铣头中的应用特点。铣头摆动轴由滑枕内的动力通过齿轮系进行驱动,铣头驱动齿轮配置在铣头的右侧;铣头配置的主轴为机械主轴,主轴同样是由滑枕内的动力通过齿轮系进行驱动,机械主轴驱动齿轮配置在铣头的左侧;为了实现对摆动轴的稳定与可靠的定位夹紧,铣头采取双侧夹紧的方案,液压夹紧环被同时布置在铣头的两侧,并呈对称布置。与常规方案不同,图8中的液压夹紧环是安装在与机械主轴同步摆动的摆动部件上,通入压力油后对铣头壳体进行夹紧,从而实现摆动轴的定位夹紧。
3 结语
Kostyrka运动件锁紧装置由于具有夹紧面积大、夹紧扭矩大、夹紧状态稳定与可靠等诸多优点,因此,在机床旋转类功能部件中得到了日益广泛的应用。通过分析Kostyrka旋转运动件锁紧装置的分类形式、定位夹紧的工作原理、锁紧扭矩的经验公式、锁紧装置的使用原则,并详细介绍了其在机床旋转类功能部件中的应用特点,为国内机床旋转类功能部件制造企业的产品研发提供了非常有价值的借鉴意义。
[1]林剑峰,闫明,郑鹏,等.直驱式A/C轴双摆角铣头模态分析[J].机械传动,2010,34(4):61-63.
[2]林剑峰,闫明,郑鹏,等.直驱式双摆角铣头C轴传动部分有限元分析[J].机械传动,2010,34(5):59-61.
[3]尤国强,张立莹,夏晓平.一种经济型端齿盘数控回转台[J].机械工程师,2001(6):12-13.
猜你喜欢
客车技术与研究(2023年6期)2023-12-19 01:21:18
汽车维修与保养(2021年12期)2021-03-08 09:34:00
中国煤层气(2021年5期)2021-03-02 05:53:14
汽车维修与保养(2020年10期)2021-01-22 06:36:54
制造技术与机床(2019年11期)2019-12-04 05:49:50
制造技术与机床(2018年9期)2018-09-19 06:48:16
制造技术与机床(2017年10期)2017-11-28 05:20:54
制造技术与机床(2017年8期)2017-11-27 02:10:12
凿岩机械气动工具(2017年3期)2017-11-22 07:21:50
现代制造技术与装备(2015年4期)2015-12-23 10:20:22
