
基于Mastercam X6旋钮五轴编程与加工研究
2012-10-23 07:51:28肖善华
制造技术与机床 2012年8期
肖善华
(宜宾职业技术学院,四川宜宾 644003)
Mastercam X6五轴加工有很多优越性,扩大了机床的加工范围、提高了加工效率、提高了加工精度等,因此,研究Mastercam X6的多轴加工对提高产品的加工质量,提高加工效率有很重要的意义。Mastercam X6提供曲线五轴、沿边五轴、流线五轴、多曲面五轴、旋转五轴、管道五轴等丰富的五轴加工功能。本文提出以旋钮为五轴加工载体研究Mastercam X6五轴加工及后置处理方法。
1 旋钮的五轴加工工艺设计
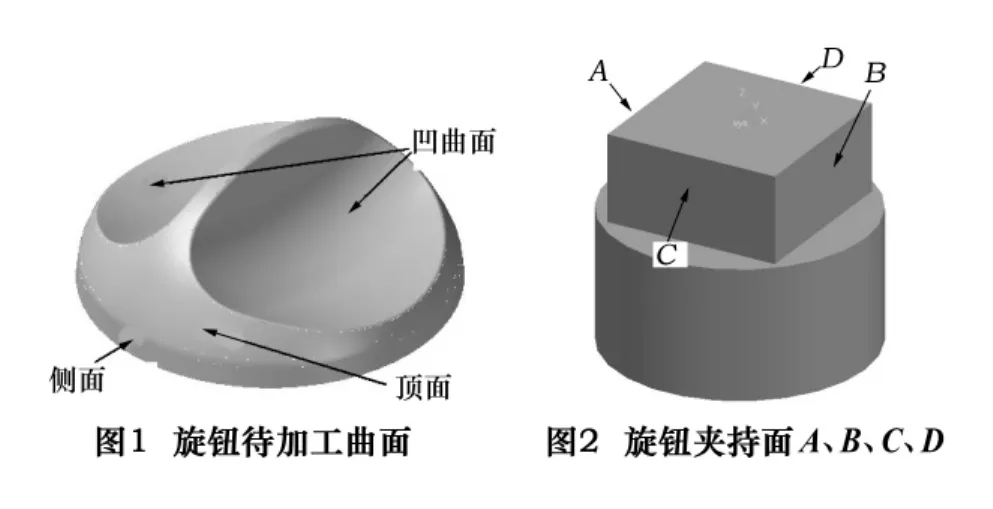
旋钮需要加工曲面为侧曲面、顶曲面、左右凹曲面,各曲面之间有圆弧过渡。曲面组成如图1。毛坯为φ60 mm×50 mm的铝合金棒料,首先铣出4个基准夹持平面,然后选用粗精基准A、B、C、D四个平面装夹并找正工件。按照刀具划分工序为粗、精加工,粗加工选用刀具为φ6 mmR1 mm的圆鼻刀,主轴转速为4 000 r/min背吃刀量Z方向为4 mm,XY方向为2 mm,进给速度为800 mm/min;精加工选用φ4 mmR1 mm圆鼻刀主轴转速为8 000 r/min背吃刀量为0.5 mm进给速度为500 mm/min。粗加工为快速去除余量,在Mastercam中选用挖槽加工,精加工中为保证加工质量,旋钮侧曲面选用沿边五轴加工,旋钮顶曲面及左右凹曲面选用沿面五轴加工。
2 旋钮五轴加工刀轴控制方式
五轴加工的关键技术之一是刀具轴的矢量(刀具轴的轴线矢量)在空间是如何发生变化的,而刀具轴的矢量变化是通过摆动工作台或主轴的摆动来实现的。对于刀轴矢量不发生变化的固定轴铣削场合,一般用三轴铣削即可加工出产品。五轴加工关键就是通过控制刀具轴矢量在空间位置的不断变化或使刀具轴的矢量与机床原始坐标系构成空间某个角度,利用铣刀的侧刃或底刃切削加工来完成。
2.1 Mastercam X6的6种刀轴控制方式
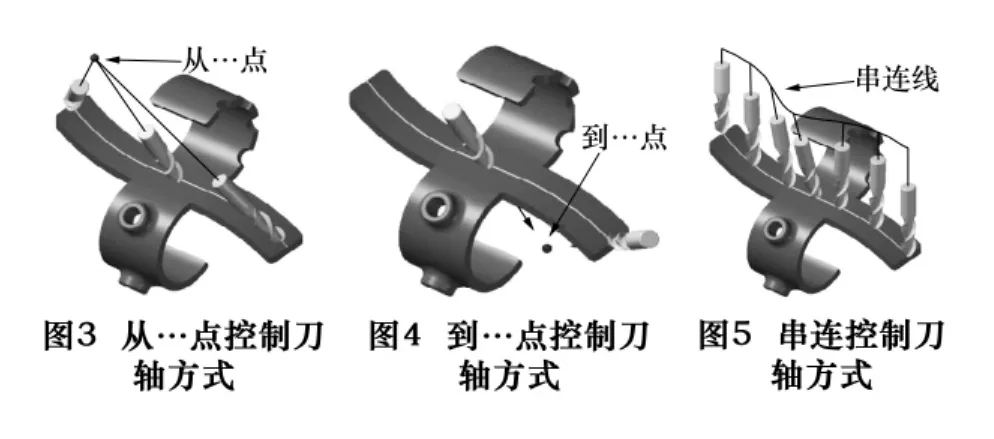
(1)从……点:选择该单选按钮,则可选取一已经有的点控制刀具轴方向,该点为刀具轴的起始点。从某点控制刀轴方式如图3所示。
(2)到……点:选择该单选按钮,则可选取一已经有的点控制刀具轴方向,该点为刀具轴的终止点。到某点控制刀轴方式如图4所示。
(3)串连:选择该单选按钮,则可选取一条串连曲线用于控制刀具轴方向,如图5所示。
(4)直线:选择该单选按钮,则可选取一条直线控制刀具轴方向。该刀具轴方向平行于选取直线,如图6所示。
(5)平面:选择该单选按钮,则可选取一平面控制刀具轴方向。该刀具轴方向为选取平面的法线方向,如图7所示。
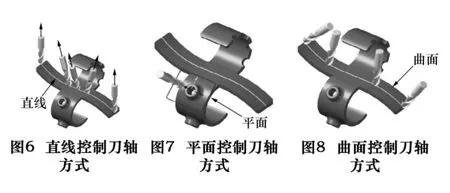
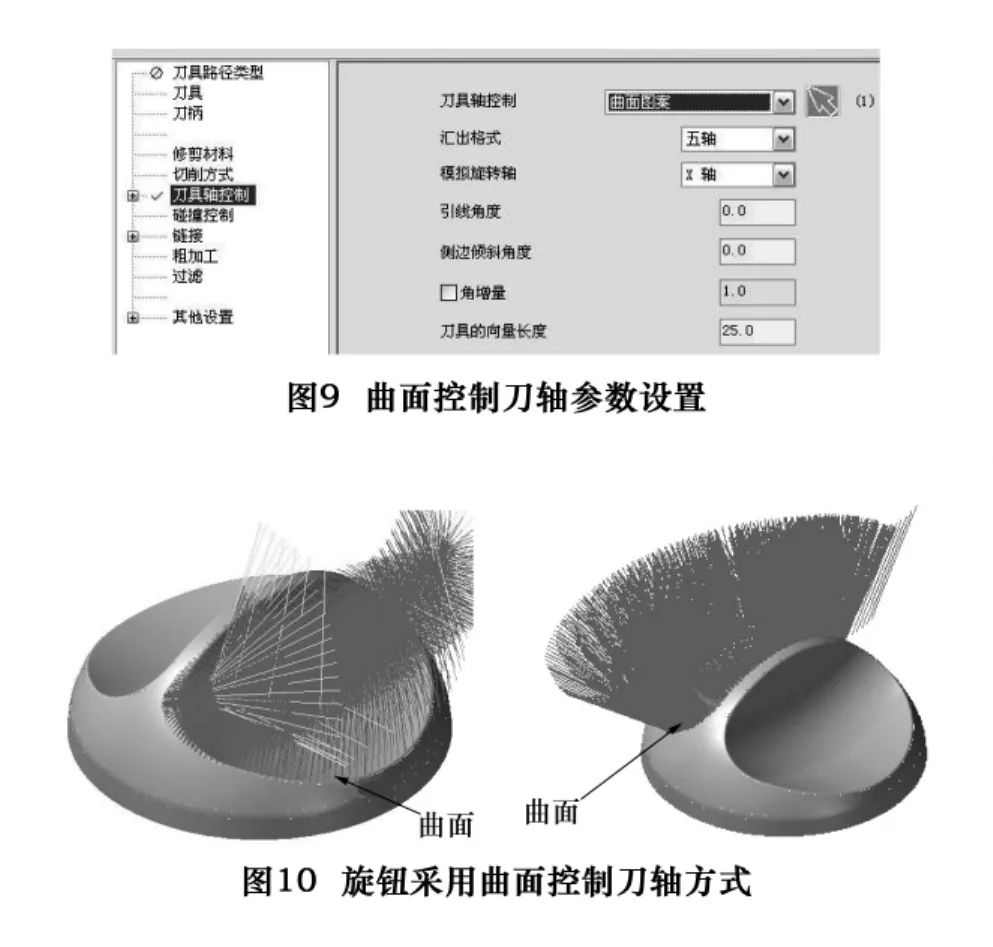
(6)曲面:选择该单选按钮,则可选取一曲面控制刀具轴方向。若曲线的类型为曲面边界,则系统自动将该曲面作为基准曲面;若曲线的类型为三维曲面,则可单击曲面按钮,然后选取曲面,则系统设置的刀具轴线为选取平面的法线方向,如图8所示。旋钮侧曲面采用沿边五轴加工,刀具轴控制方式可选择沿X、Y、Z轴旋转,旋钮顶曲面及左右凹曲面选用沿面五轴加工,刀具轴控制方式为曲面。详细参数设置如图9所示,经设置后生成的刀路轨迹如图10所示。
2.2 刀轴控制的其他关键参数
(1)引线角度:主要用于设置刀具引线前倾和后倾的角度,如图11所示。
(2)侧边倾斜角度:用于设置刀具侧边倾斜的角度值,正值朝左倾,负值朝右倾,如图12所示。
(3)角增量:用于加工的步进增量值,角增量值越小,加工精度越高,生成程序越冗长,加工效率越低。粗加工尽量设置较大值,精加工时尽量设置为较小值,如图13所示。
(4)刀具向量长度:用于设置刀具长度矢量的长度,如图14所示。刀具向量长度需要根据工件加工形状的特点是否产生干涉而合理选择,在保证不发生干涉的前提下,尽量减小刀具向量长度,增加刀具刚性,详细参数设置对话框如图9所示。

3 旋钮五轴加工切削方式
3.1 沿面五轴加工切削方式
Mastercam X6沿面五轴切削方式用于设置刀具的走刀方式,主要有单向、双向、螺旋等3种方式:单向切削方式为加工时刀具只沿一个方向进行切削,完成一行切削后抬刀返回起始边下刀进行下一行的切削,能保证加工时按顺铣或逆铣进行加工,获得较理想的加工表面质量,但是加工效率低;双向切削方式为加工刀具在完成一行切削后即转入下一行的切削,加工效率比单向加工高,能节约大量的加工时间;螺旋切削方式为加工刀具按照螺旋方式进行切削加工。
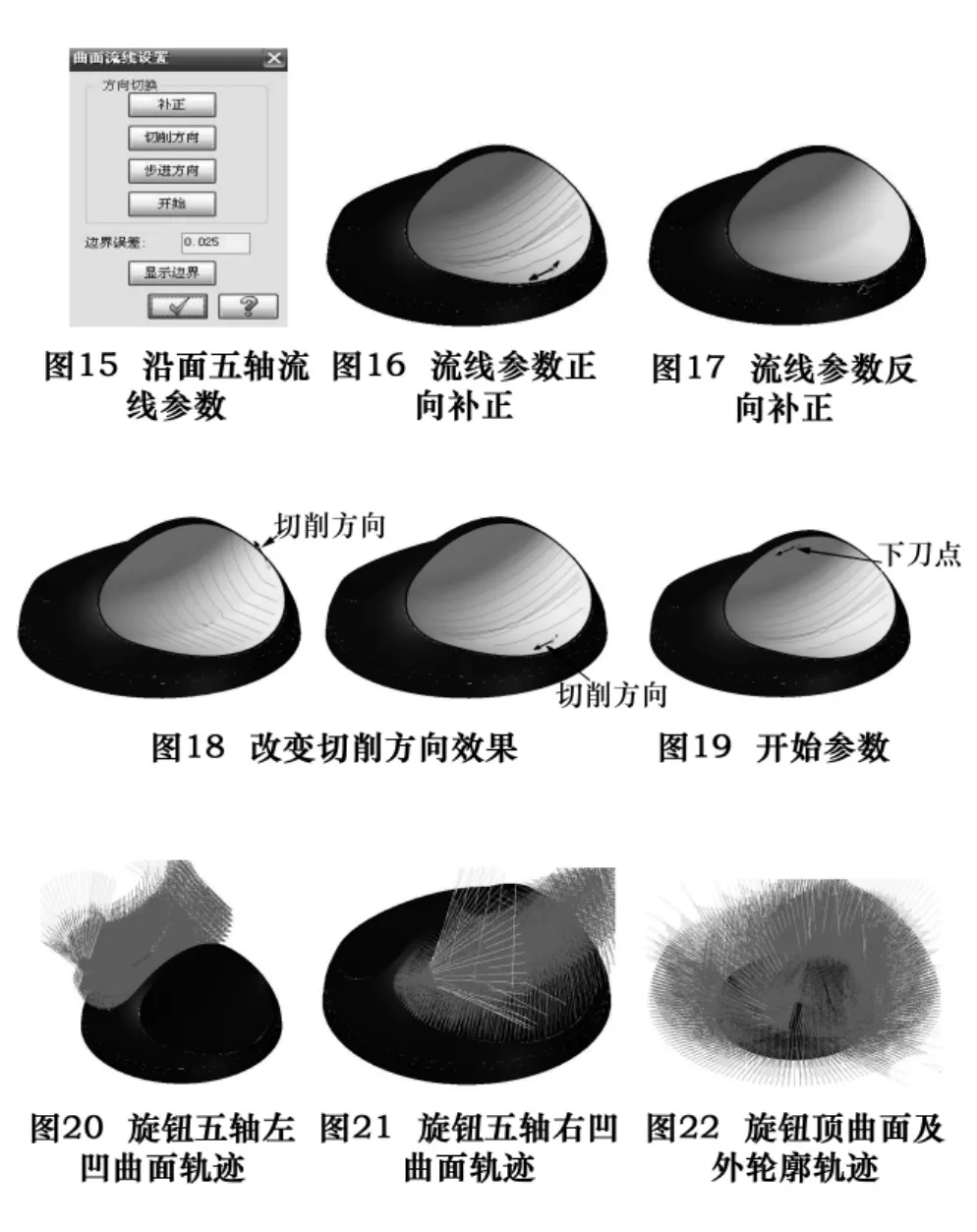
3.2 沿面五轴流线参数
Mastercam X6沿面五轴流线参数(图15)用于设置刀具的补正方式、切削方向、步进方向以及起始点等详细参数,主要用于曲面切削方向的控制。补正方式以当前曲面正向补正一个刀具半径即正向向上补正,如图16所示;另一种方式是沿曲面反向补正一个刀具半径,如图17所示。切削方向用于更换切削方向和截断方向,如图18所示为改变切削方向后的结果。步进方向用于设置刀具路径的起始边方向,与切削方向类似;开始参数用于设置下刀起始点的位置,如图19所示。旋钮曲面沿面五轴流线加工参数合理设置后,生成五轴刀具轨迹如图20~22所示。
4 Mastercam X6五轴后置处理
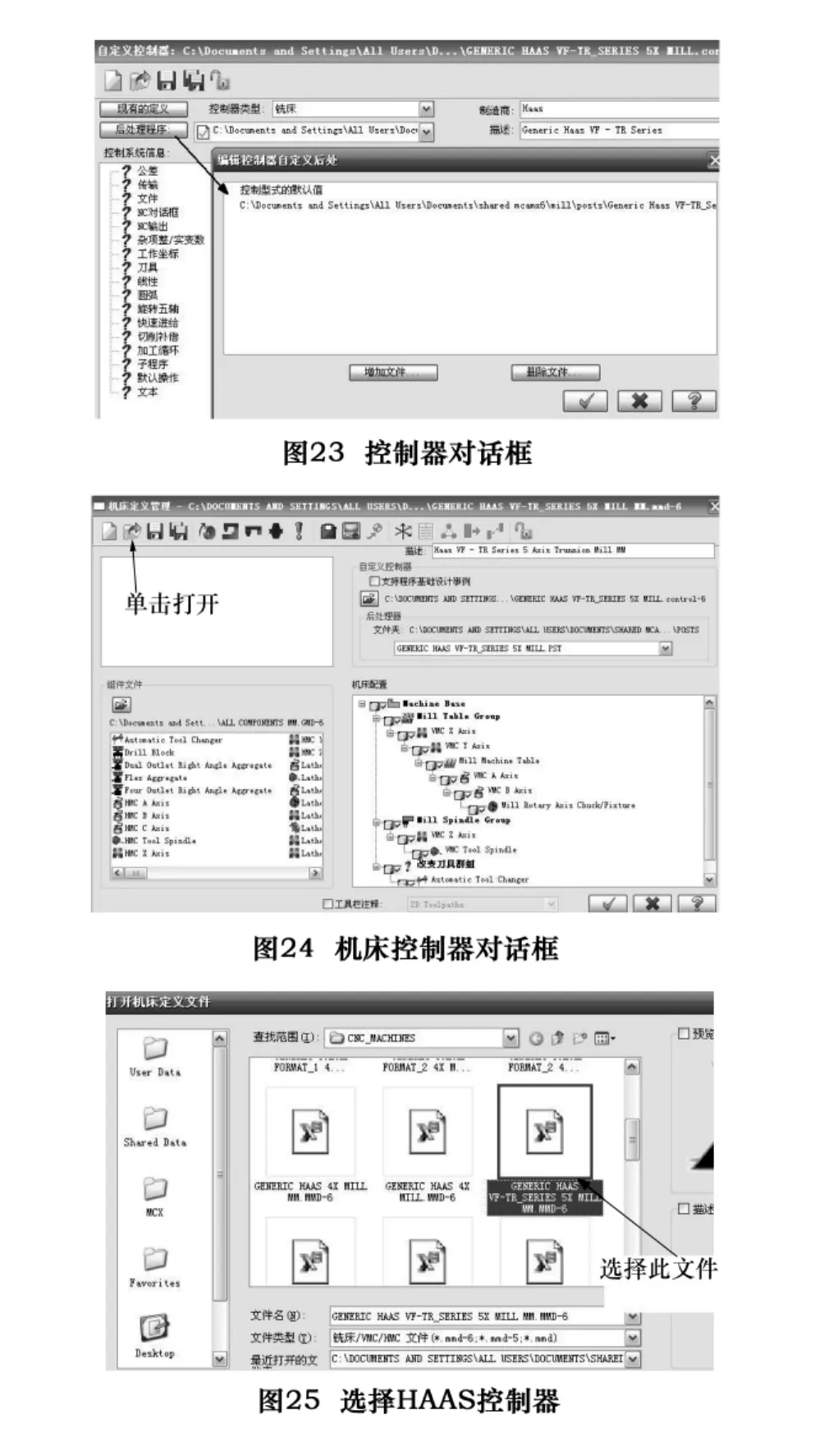
Mastercam X6默认的通用后置处理为mpfan.pst但是不包含五轴功能,要正确生成五轴轨迹,需要修改对应的五轴后置处理程序。旋钮加工选用HAAS五轴立式加工中心VR-6/50TR机床,需要修改五轴后置处理系统。修改方法:进入设置菜单→单击控制器定义→弹出后置程序对话框(如图23)→单击增加文件→选择 Generic Haas VF-TR_Series 5X Mill.pst→再进入设置菜单→单击机床控制器定义→弹出机床控制器对话框(如图24)→然后单击打开弹出图25→选择HAAS机床控制器,完成后置处理的设置。
5 Mastercam X6与Vericut模拟仿真
5.1 五轴数控机床仿真环境的建立
利用Vericut7.0建立五轴机床的几何模型,选择“文件”下的“工作目录”,将D:HAASVR设为工作目录,然后选择“文件”下的“新项目”“毫米”新建一个项目文件,并将所有文件另存到工作目录下。
(1)建立组件坐标系:在图形窗口中,从系统弹出的快捷菜单中选择“显示所有轴”下的“组件”命令,同样的方法选择“模型”命令。
(2)加载控制系统文件:在主菜单中选择“配置”下的“控制”,选择控制系统文件haas。
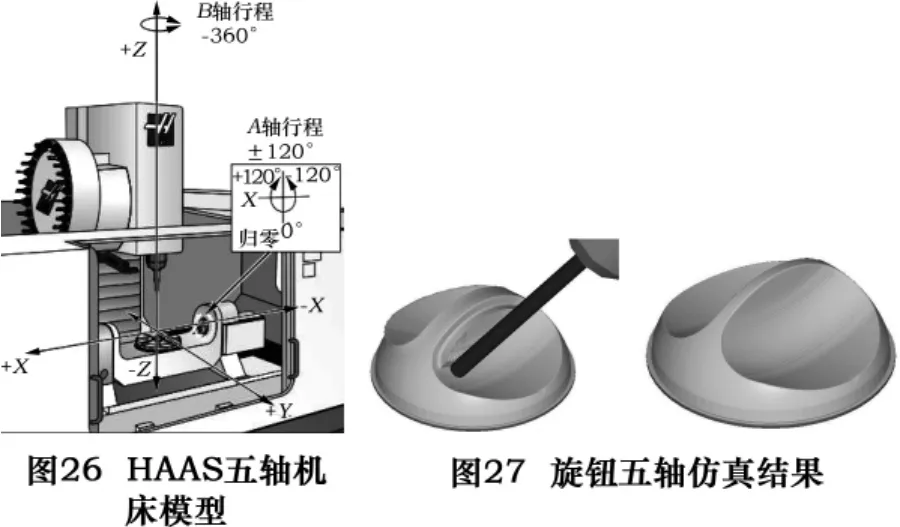
(3)定义部件结构树:①定义部件:Base→X→Y→A→主轴→刀具;②定义部件:Base→Z→B→Attach→Fixture→Stock→Design。添加相应的部件模型到对应的结构树中,并手动测试正确后保存,如图26所示。
5.2 五轴数控机床仿真过程
(1)添加刀具库:在组件中选择加工刀具,选择“配置刀具”窗口中单击“刀具文件”按钮,在弹出的窗口中选择D:HAASVRHaas.tls文件,添加刀具库。
(2)添加毛坯:在组件中选择“配置毛坯”窗口中选择“添加模型文件”,在弹出的窗口中选择 D:HAASVRHaas_Stock.tls文件,添加毛坯。同理完成工装和旋钮五轴数控程序的添加。
(3)设置程序零点:在组件树中选择G代码偏置,在“配置G代码偏置”窗口下拉列表中选择“程序零点”。寄存器设置为1,单击“添加”,选择从…到定位(从组件到刀具);调整到位置中(到Stock),完成相应的设置后,单击仿真工具,结果如图27所示。
6 结语
以旋钮五轴曲面加工为载体,分析Mastercam X6的五轴刀具路径控制方式,在制订合理的粗精加工工艺后,选用HAAS五轴机床后置处理程序生成无干涉无过切的五轴刀具轨迹。
[1]高长银.MstercamX3数控五轴加工实例教程[M].北京:化学工业出版社,2009.
[2]宋放之.数控机床多轴加工技术实用教程[M].北京:清华大学出版社,2010.
[3]王卫兵.Mstercam数控加工实例教程[M].北京:清华大学出版社,2006.
[4]杨胜群.VERICUT7.0数控加工仿真技术[M].北京:清华大学出版社,2010.
猜你喜欢
日用电器(2021年8期)2021-09-13 03:17:38
日用电器(2021年7期)2021-08-17 02:49:28
制造技术与机床(2019年12期)2020-01-06 03:18:24
数学年刊A辑(中文版)(2019年1期)2019-01-31 02:35:28
数学物理学报(2018年5期)2018-11-16 05:49:44
环境科技(2016年4期)2016-11-08 12:19:04
浙江大学学报(工学版)(2016年10期)2016-06-05 09:20:56
国际感染病学(电子版)(2016年2期)2016-03-09 04:35:56
大众摄影(2015年7期)2015-07-01 18:04:25
中国交通信息化(2014年6期)2014-06-05 03:12:06
