轿车侧窗玻璃导轨导引线工程优化设计
2012-10-21 01:53上海同捷科技股份有限公司郭长新
河南科技 2012年8期
上海同捷科技股份有限公司 郭长新
轿车侧窗玻璃导轨导引线工程优化设计
上海同捷科技股份有限公司 郭长新
由于车门玻璃导轨导引线的精确度直接影响到整个车门玻璃运动的平顺性,本文,笔者对导轨导引线进行优化设计,可以使玻璃运动到下止点时Y向与大面的面差减少至0.1 mm,从而使绳式升降器的滑块与滑轨的运动保持顺畅。
一、导轨导引线设计原则
1.要满足辊压件和玻璃的工艺生产要求。玻璃的加工方式一般是把设计的双曲面展开,展开后的玻璃面X向的前后边应该是直线(因为玻璃沿螺旋线上下滑动),待将玻璃按照展开后的形状切割完成后,再用模具将其卷回数模设计状态。辊压件导轨则根据螺旋线的方向设计。
2.要满足误差要求。按照下述方法调整后的玻璃面运动到下止点时与新调整后的玻璃大面一般没有面差,与光顺提供的原始面的面差小于0.1 mm(部分车型前门达0.2 mm也在可接受范围内),这样玻璃在下止点时与新调整后的玻璃面Y向面差为0 mm。由于绳式升降器玻璃安装点处变形也可以忽略不计,即使加上制造公差,也可以保证玻璃升降器上的滑块与滑轨的运动顺畅。按传统的设计方法制作玻璃下止点与大面的Y向面差在1.0 mm左右,容易使滑块抱死在升降器的导轨上。如果是叉臂式的则可以通过叉臂变形实现。调整后的玻璃面和光顺提供的原始玻璃面在运动区域面差小于0.1 mm,保证新的玻璃面与光顺面基本一致。
二、导轨导引线设计步骤
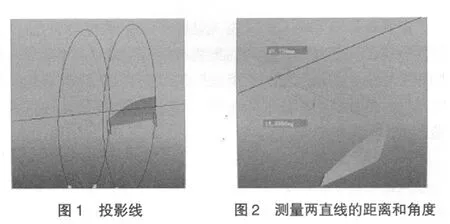
1.将光顺提供的玻璃面(边界裁剪完成)和释放后的玻璃面(腰鼓面或圆环面)导入到CATIA里,根据玻璃面前后边界先拟合2个圆,并过2个圆心做1条直线(直线1)。投影线如图1所示。
2.过玻璃的2个下端点,并和直线1垂直做2个面(平面1,平面2)。将2个圆分别投影到这2个平面上。
3.将投影后的线再拟合2个圆,拟合时要选择靠近玻璃边界上、中、下处各选3个点做圆。必须在靠近玻璃边界上、中、下处各选3个点,否则不好控制误差;如果后面的设计结果误差较大,则重新调整这3个点,或者微调玻璃修边,然后重新设计。这一过程可能会出现反复调整的情况。
4.过上述新做的圆的中心做一条直线(直线2)。该直线要反复进行Y向、 Z向平移调试,直至满足最后面差要求。将玻璃较长边界(靠近B柱处边界)上下端点分别投影到直线2上,并将它们分别相连,得到2条直线。
5.测量上述2条直线的距离和角度并记录;测量2条直线的长度,两直线的长度差尽量控制在0.1 mm以内(如果不达标,可能使新玻璃面与光顺玻璃面面差变大,所以2条直线的设计过程也可能会出现反复调整的情况,可微调玻璃修边进行控制)。2直线的距离和角度的测量如图2所示。
6.用螺旋线公式计算螺旋线的螺距。分别以玻璃的前后2个上端点为起点,以直线2为轴心,计算出螺距,并分别做出2条螺旋线。
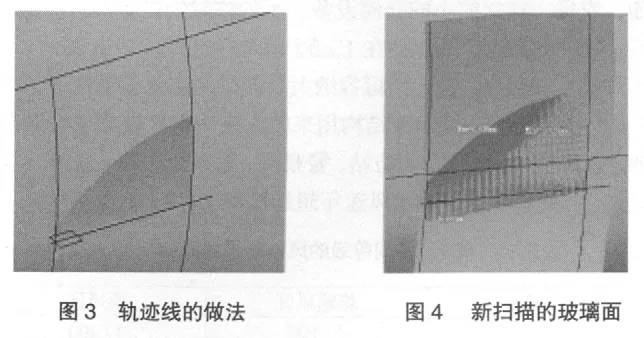
7.选择直线2和玻璃面的上1个点(最好靠近玻璃面中间位置),建一个平面3。该平面与直线共面。平面3的位置选择可能也会出现反复调整的现象。用平面3和玻璃面求交线,并拟合成圆(做玻璃区域半个圆即可,最好选交线的前中后3个点做圆)。轨迹线的做法如图3所示。
8.用上步中的圆线作为截面线,前面画出的两个螺旋线为导引线,扫略出一个新的玻璃面。并检查新玻璃面和旧玻璃面的面差,并将其控制在0.1 mm以内。新扫描的玻璃面如图4所示。
9.以新生成玻璃面为玻璃前后导轨扫略时的参考面,以已求得的2个螺旋线分别为前后导轨的扫略线,扫略前后门的玻璃导轨。
10.先以第8步中新生成的玻璃面为基础,光顺提供边界重新裁剪,得到最终设计玻璃面;再进行运动校核,若裁剪后的新的玻璃面和原光顺玻璃母面上下运动后面差小于0.1 mm即满足要求。
三、注意事项
1.玻璃面差的测量都是在运动区域内的测量,且在整个玻璃面的调整过程中会出现很多反复的地方,要认真对待。
2.新生成的玻璃面与原光顺的玻璃面差别较小(0.1 mm),但因为新玻璃面能够实现玻璃与导轨的设计无偏差,故厂家一般采用新做出的玻璃面作为实际生产时的玻璃面。若在此时仍认为仍可以采用原玻璃面生产的话,是不符合设计要求的。
猜你喜欢
中学生数理化(高中版.高考理化)(2021年11期)2022-01-18
安徽科技(2021年2期)2021-03-05
电子技术与软件工程(2020年6期)2020-02-03
制造技术与机床(2019年8期)2019-09-03
汽车实用技术(2018年2期)2018-05-24
船舶标准化工程师(2017年2期)2017-04-05
汽车实用技术(2016年9期)2016-11-10
汽车与驾驶维修(维修版)(2015年2期)2015-07-25
汽车工程师(2014年6期)2014-06-22
振动工程学报(2014年4期)2014-03-01