焦炉煤气甲醇弛放气综合利用的有效途径——韩城黑猫焦炉气甲醇弛放气综合利用项目介绍
2012-10-20 04:43朱炳利高守东王万和
化工设计通讯 2012年6期
朱炳利,高守东,王万和
(宝鸡市泰和化工科技有限公司,陕西 宝鸡 721000)
1 项目概况
我国的能源结构是贫油少气、煤炭储量相对丰富。从1994年起我国已从石油小量出口国转变为石油进口国,到2008年我国对进口石油的依存度达到了50%以上。而且工业发展对石油的需求每年都有大幅度的增加,经济发展与资源贫乏的矛盾已非常突出。积极寻找替代能源,发展煤化工成为人们关注的热点。研发煤化工新技术、新工艺,利用焦化厂焦炉煤气制甲醇联产合成氨是近年煤化工节能减排非常经济、有效的途径。
随着我国国民经济建设的高速发展,对钢铁的需求与日俱增,导致钢铁冶炼所需的主要原料焦炭产量大幅提升。目前,我国是世界上钢铁、焦炭最大的生产国和出口国,二者在国民经济中有着举足轻重的作用。但焦化行业的发展,焦炭产量的提高,同时会产生大量的焦炉煤气,过去接近城市的焦化厂联建煤气公司,将焦炉煤气稍作处理作为居民生活煤气予以利用。远离城镇的焦化厂,只能将炼焦煤气排放到空气中,不仅对环境造成严重污染,而且也是资源的严重浪费。且目前在许多城市因天然气的清洁环保而替代原来的城市煤气(含焦炉煤气),也促使我们如何开发和利用好焦炉煤气。
所以,如何合理利用焦炉煤气,促进节能减排,是摆在各级政府和企业、科研单位面前的一项重要课题。
利用焦炉煤气制甲醇技术虽已问世多年,但甲醇生产中有大量的弛放气,其组成为H279.4%、CO 3.8%、CO23.2%、N210.8%。传统的做法是将这种很珍贵的化工原料气体送炼焦厂作为燃气燃烧,很不经济。而且还有部分不燃气体随烟气排入大气污染环境。
韩城黑猫能源利用有限责任公司焦炉气、甲醇弛放气综合利用项目采用宝鸡市泰和化工科技有限公司研发、设计的焦炉煤气及甲醇弛放气制合成氨联产甲醇新工艺,于2008年6月开始设计,2008年底开工建设,2009年底建成投产,一次开车成功。 《中国化工报》2010年5月25日作了专题报道。我们有必要来看看它的现状并为它的未来做一些有益的工作,使其能为国民经济的可持续发展作出应有的贡献。
该装置的建成,成功地解决了富裕焦炉煤气、甲醇装置弛放气、合成氨弛放气放空污染环境的问题,实现了资源的综合利用,为企业创造了一定的经济效益。
本项目利用多余的焦炉气和甲醇弛放气,建设150kt/a氨醇装置,通过变温吸附净化、变压吸附提氢、联产甲醇,最终生产当地需求较好的液氨。其中,对焦炉气采用变温吸附净化、变压吸附提氢,是原料气前段处理的一种新工艺。
总的来说,焦炉煤气可以用来发电、作燃料、制氢气和生产液化甲烷、合成天然气、制取甲醇或合成氨。但从投资和经济效益方面以及现在的市场和社会环境来看,生产甲醇和合成氨才是经济效益和社会效益较好的方案。过去由于焦炉煤气制合成氨要进行催化转化、脱硫、变换、铜洗或甲烷化等,流程较长、投资和消耗都比较高。而目前由宝鸡市泰和化工科技有限公司研发的新工艺,完全可以和传统制合成氨工艺媲美,这是焦炉气和甲醇弛放气制合成氨的一次重大革新。化工报和化工网科技创新栏目均做了专题报道。焦炉气和甲醇弛放气制甲醇和合成氨,较其他原料制甲醇的成本要低400~800元/t,因此,从这两个主要方面来看,此法是目前焦炉气、甲醇弛放气综合利用的较好选择。
2 生产技术及工艺路线
宝鸡市泰和化工科技有限公司为韩城黑猫能源利用有限公司研发设计的工艺流程见图1。
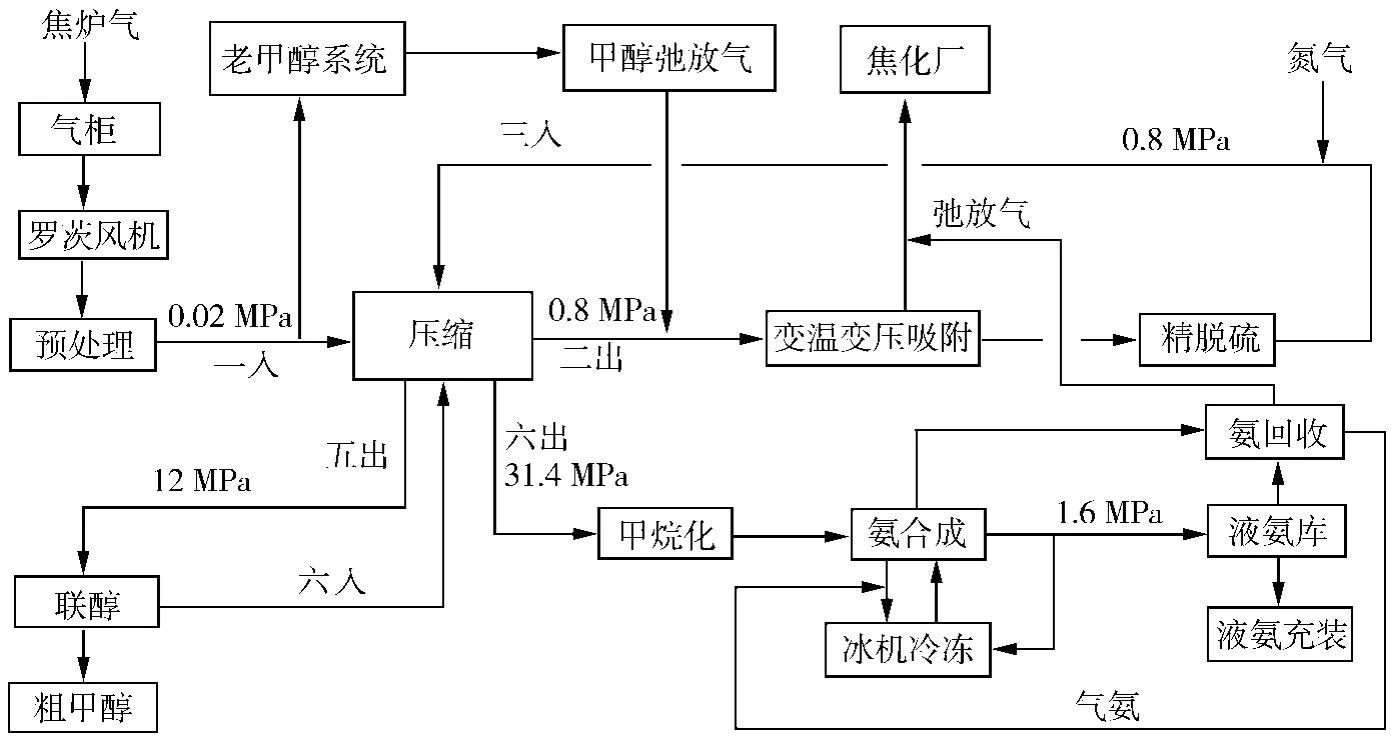
图1 工艺流程示意
本装置由气体储运、变温吸附、变压吸附、气体压缩、甲醇化、甲烷化、氨合成、冷冻、液氨储运等工序和变配电、循环水、中控化验、办公楼等公用工程组成。
2.1 气体储运
经焦化厂化工产品回收,脱硫后的焦炉气,进入本装置界区后,首先进入气柜,经沉降、缓冲、稳压后,由罗茨风机加压,送变温吸附工序进行气体净化处理。
2.2 变温吸附
变温吸附工序,将焦炉煤气中的苯、萘、焦油及其他重烃类有机杂质进行有效脱除,同时部分脱除H2S和COS+CS2等硫化物,煤气得以初步净化。然后经精滤器分两路,一路送至老甲醇系统。另一路预处理气经压缩机一、二段压缩后至0.8MPa,再与老甲醇系统甲醇弛放气汇合。
本单元由4台预处理塔、1台再生气冷却器和1台COG分液器组成。
从COG升压单元送来的煤气通过3台预处理塔的底部进入预处理塔,煤气自下而上穿过塔内的填料层,煤气中的杂质被填料吸附下来,净化后的煤气从预处理塔的顶部移出,并经流量分配调节,一部分输送到COG加压单元,另一部分输送到甲醇厂焦炉气压缩机。4台预处理塔的运行制度为,3台处于在线吸附工作,1台处于再生工作,4台预处理塔按序交替进行。
当1台预处理塔吸附饱和后即转入再生过程。首先,采用低压蒸汽对预处理塔进行加热,使塔内的吸附剂温度逐渐提升到约120℃,将吸附剂表面的苯、萘、焦油及其他重烃类有机杂质解吸出来,并随低压蒸汽带出,去萘回收单元。低压蒸汽从预处理塔的顶部加入,含有解吸杂质的蒸汽从塔底部排出。当吸附剂表面的杂质全部解吸,吸附剂得到净化后,停止向塔内通入低压蒸汽,并切换通入再生吹冷气对吸附剂进行吹干和降温。来自PSA变压吸附单元的再生吹冷气(即逆放气和解吸冲洗气)经计量后从塔顶部加入,含水汽的再生吹冷气从塔底部排出,并经再生气冷却器冷却降温,通过COG分液器进行气液分离,除水后的再生吹冷气去COG总管作燃气,分离出的冷凝水送污水池集中处理。
2.3 变压吸附
在吸附塔内加压状态下,不同的吸附剂(固态)选择性地将CH4+Ar及CO2吸附,而H2及CO、N2穿过吸附剂床层成为制甲醇和合成氨的原料气,送入下一工序。通过多次均压降压、回收有效成分后,吸附塔最后经抽真空将吸附的CH4+Ar及CO2解吸出来,送至焦化厂(该气主要组成为CH446%、CO212%、CO 14.5%,热值较焦炉气高)作为燃料气配烧焦炭。
2.4 压缩工序
原料气经精脱硫变温变压工序后,气体组成为 H290%、N25%、CO 4%、CO20.2%、CH4+Ar 0.8%,与空分装置来的氮气(含N299.99%)由DCS自调装置按比例在均压混合罐内混合后,送至氢氮气压缩机三入;经压缩机三、四、五段(段间设有冷却分离装置)压缩至12MPa,送至甲醇化工段。由甲醇化来的醇后气经压缩机六段压缩至31.4MPa,送甲烷化和氨合成工序。
2.5 甲醇化工段
在醇化工段,由压缩机五出来的原料气与甲醇循环机来的循环气混合后进入油分,分离掉油和水,由塔顶进入塔内外筒环隙,然后由塔底部进入塔底换热器与反应后的出塔热气换热,再经催化床层冷管换热至220℃左右,由中心管进入甲醇催化床层。在催化剂的作用下发生以下反应:

反应后的气体经塔底换热器出塔,依次进入脱盐水加热器、水冷器,将温度降至30~35℃,进入醇分,分离掉其中的甲醇(粗醇),甲醇经液位自控系统调节放入中间槽后送至甲醇罐区,闪蒸气回压缩三入;醇分出来的气体,一路经循环机加压后与压缩五出气混合进入油分循环,另一路进入甲醇洗涤塔,洗掉夹带的甲醇后,送压缩机六入。洗醇水浓度达到45%~50%送中间槽。
2.6 甲烷化工序
由甲醇化工段来的气体,主要为H2、N2(其中CO+CO2≤0.5%),经压缩机六段加压至31.4MPa,送甲烷化净化段,首先进入循环机油分(循环机主要是在催化剂升温还原时使用,正常生产时不开启循环机),然后进入塔前预热器与甲烷化出塔气换热,再入甲烷化塔底部换热器与出催化床层气换热,进入中心管;通过电炉加热后由催化床层顶部进入,CO、CO2与H2在催化剂作用下生成CH4及H2O和部分高级醇,使CO+CO2及其他对氨催化剂有害的物质降至25×10-6以下,达到净化的目的。反应后的气体进入塔底换热器,出塔后进入塔前换热器与进塔气换热,并使自身温度降至70℃,依次进入水冷器、水分离器、氨冷器、分离器,分离掉其中的水及高级醇后,送氨合成系统(另有一条管路送循环机经循环机加压循环,用于催化剂的升温还原)。
2.7 氨合成工序
送合成工段的新鲜气(其中 H274%、N225%、CO+CO2≤25×10-6、CH4+Ar约0.8%)首先进入合成一氨冷,与冷交来的循环气混合,然后进入二氨冷将温度降至 -15~-20℃,再进入冷交下部分离段,分离掉其中的液氨,再进入上部的换冷段,与循环机油分来的气体换冷回收冷量,出冷交的气体经进合成塔的主、副阀及冷激阀控制,依次进入合成塔的内外件环隙及塔前预热器、塔内换热器、催化层冷管,进入中心管,温度被提升至385℃,进入催化层,在催化剂的作用下合成氨,3H2+N22NH3+Q。反应区分四段,设轴径向流程以降低系统阻力,段间设冷激,结合冷管调节温度,保证气体在最佳温度范围和较高出塔氨含量。反应后的气体,进入塔底换热器,出塔后(出塔气氨含量17%)进入废热锅炉(吨氨副产1.3MPa蒸汽0.6t),然后进入塔前预热器、水加热器及水冷器,将温度降至35℃以下进入一氨分,分离掉部分冷凝液氨,再进入循环机加压,经油分分离掉油水后,循环气与压缩机六段来的新鲜气混合进入一氨冷循环生产合成氨。
2.8 冷冻工序
由氨槽来的液氨分别加至一、二级氨冷器壳程,循环气将液氨汽化,汽化产生的冷量被循环气吸收,氨自身汽化,温度升高。由冰机将气氨加压至1.6MPa,通过蒸发式冷凝器将其降温至35℃以下,使其液化成液氨(1.58MPa、40℃时气氨就可液化为液氨)然后送至氨槽循环使用。
2.9 氨储存工序
由冷交及氨分分离掉的液氨通过液位自控系统送至液氨贮罐,经液氨充装站充装槽车计量后出售。
对焦炉气、甲醇弛放气采用变温、变压吸附净化提氢生产合成氨联产甲醇是宝鸡市泰和化工科技有限公司创新工艺。中国化工报、中国化工网均有专题报道。
3 该工艺的主要特点
(1)率先在国内采用工业化变温、变压吸附净化提H2,脱除CH4及CO2,以及焦炉煤气中的苯、萘、焦油及其他重烃类有机杂质,同时部分脱除H2S和COS+CS2等硫化物,煤气得以初步净化的技术,使组成达到合成氨联产甲醇的配比要求;同时副产的解吸气将CH4含量由20%浓缩至46%,此气热值比焦炉气高,并为后续新产品液化甲烷(CH4)创造了良好的条件。本工艺比传统的部分氧化、催化转化工艺投资省,焦炉气利用率高,且流程短、产品消耗低。一次性总投资和单位产品投资低,施工周期短,运行费用低,工艺控制自动化程度高,安全性高,主要是采用物理方法和非化学方法提氢脱碳(CH4、CO2),所以不需要特殊的设备和材料以及高温下运行的贵金属催化剂。该工艺的吸附剂可用15年以上。
(2)采用目前先进的双甲(甲醇、甲烷化)工艺,对合成氨原料气进行净化,副产部分甲醇(根据实际需求可适当调节甲醇产量),使气体不但得到净化,达到CO+CO2≤25×10-6的氨合成气要求,同时得到了产品甲醇。与传统的液相脱碳、醋酸铜氨液铜洗,或低温甲醇洗、液氮洗工艺相比,有投资省、工艺路线短、运行费用低、无污染及废气废液排放及有效气利用率高的特点,是该装置的一大亮点。
(3)利用空分的富裕氮气与提氢脱碳来的气体,根据上述两种气体的流量、双甲后气体成分、氨合成循环气成分,采用自主研发的DCS控制系统,及时合理调节H2/N2,确保氨合成系统成分稳定,高产、低耗、运行平稳。
(4)采用变压吸附提氢气,氢与氮气在压缩机三入混合(即二合一压缩机组),省去了氮气压缩机,做到了H2、N2气同加同减,确保系统的稳定运行。同时,节省了投资,减少了压缩机总功耗及运行费用(中、小维修费及辅材消耗)。
4 技术经济指标分析
以年产100kt甲醇+液氨或甲醇计算,投资、成本及经济技术指标见表1、2。
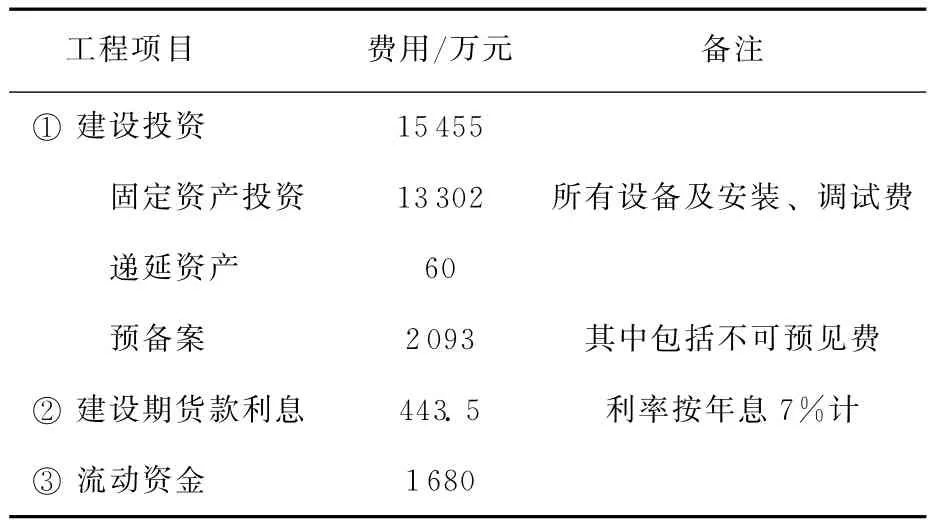
表1 焦炉气制100kt/a液氨50kt/a甲醇投资
年利税总额(以吨氨最低出厂价2600元计):
(2600-1530.6)×105=10694万元
利润总额 按销项税-进项税≈12%计,利润总额为10694万元-(2600×12%)×10(万吨)=7574万元
每年折旧费总额为133×100kt=1330万元
投资回报期为(15455+443.5)÷(7574+1330)≈1.79年
特别说明:
通过选用不同的吸附剂及气化剂,对工序作适当调整,本工艺也适用于兰炭气(荒煤气)制甲醇、制合成氨,有成套成熟方案,欢迎相关企业垂询。

表2 单位成本(以1t甲醇或液氨为一个单位,年产按100kt氨醇计)
猜你喜欢
四川化工(2022年1期)2022-03-12
四川化工(2022年1期)2022-03-12
中国化肥信息(2021年9期)2022-01-19
建材发展导向(2021年14期)2021-08-23
中国化肥信息(2021年4期)2021-07-22
昆钢科技(2021年6期)2021-03-09
中国化肥信息(2020年6期)2020-11-20
中国盐业(2018年16期)2018-12-23
中国粮油学报(2016年5期)2016-01-23
中国惯性技术学报(2015年1期)2015-12-19