
典型结构焊接温度和残余变形研究
2012-10-20 06:59贾晓丹朱元伟
舰船科学技术 2012年1期
贾晓丹,朱元伟
(武昌船舶重工有限责任公司,湖北 武汉 430060)
0 引言
在船舶、桥梁、汽车、航天航空等工程领域,结构不仅十分复杂,而且结构之间均采用焊接方式进行连接[1]。在焊接过程中,焊接温度场和焊接残余变形是影响焊接质量和生产率的重要因素[2]。长期以来,很多专家学者在研究焊接温度场和焊接残余变形的定量计算以及焊接变形的控制、消除等方面做了大量工作。但由于结构复杂多样,以及焊接工艺过程的复杂性,在实际焊接工程应用过程中,仍存在许多典型结构的焊接温度和残余变形有待研究[3-5]。
本文选择不同板厚的典型对接和角接结构进行焊接试验,测量焊接过程中焊接温度和焊接残余变形的大小,并采用热弹塑性计算方法研究焊接温度和残余变形规律,为解决实际工程应用中的焊接问题提供理论依据。
1 试验材料与方法
试验选用某船用钢材,采用半自动CO2焊接方法进行典型对接和角接结构焊接试验,其中对接结构尺寸为:10 mm×200 mm×500 mm和7 mm×200 mm×500 mm;角接结构尺寸为:面板10 mm×200 mm×500 mm和腹板8 mm×200 mm×500 mm。焊接工艺参数为:电压27~30 V,电流180~220 A,焊接速度3~6 mm/s。焊接温度变化历程的测量采用CENTER309温度测量计和热电偶,焊接变形的测量采用应力应变仪和百分表,百分表和热电偶的安装位置如图1所示,其中点T1和T2为热电偶安装位置,即焊接温度测点;点1~点8为百分表安装位置,即焊接残余变形测点。

图1 焊接温度和变形测点布置Fig.1 Disposal picture of measured points for welding temperature and deformation
2 试验结果与分析
2.1 焊接温度
图2为对接结构和角接结构的焊接温度变化曲线图。由图2(a)可知,测点T1和T2的焊接温度变化趋势相同,且峰值温度和到达峰值温度的时间相近。当焊接热源远离测点时,测点的温度上升比较平缓,温度保持在40℃左右,这是由于试板和垫板的初始温度较低(室温),焊接过程中热源传输的热量很快被散失掉造成的;当焊接热源逐步靠近测点时,测点的温度开始逐渐上升;当热源接近测点时,测点的焊接温度并未达到峰值,这是由于热源与前端焊缝传给测点的热量之和仍然大于其散失热量造成的;当焊接热源逐渐远离测点时,测点的焊接温度逐渐达到峰值284℃左右,随后焊接温度开始缓慢降低。由此可知,测点经历了加热-峰值-冷却过程,且测点焊接温度在到达峰值温度的时间上存在严重滞后现象。对比图2(a)和(b)可知,对接结构和角接结构的测点焊接温度曲线趋势一致。
2.2 焊接残余变形
表1为对接和角接结构的焊接残余变形测量结果,其中对接结构的结果为左右面板焊接残余变形平均值。由表1可知,对接和角接结构的焊接残余变形相比,对接结构的角变形较小,横向收缩变形较大,而角接结构的角变形相对较大,横向收缩变形相对较小。这是因为对接焊缝的电弧热输入量相对较大,且在试板厚度方向上差别不明显,而单道角焊缝的电弧热输入量相对较小,且在面板厚度方向上存在明显差别,故产生该焊接变形结果。

图2 焊接温度曲线Fig.2 The curves of welding temperature

表1 焊接残余变形结果Tab.1 The result of welding residual deformation
3 数值仿真与分析
3.1 数值仿真
为进一步了解对接和角接结构的焊接温度和残余变形情况,使用有限元软件Abaqus进行几何建模,设定材料的热物理和热力学性能参数,焊缝及其附近区域的网格细化,远场区域的网格适当加粗,热源选用双椭球热源模型,采用热弹塑性方法进行仿真计算。
3.2 仿真结果分析
通过热弹塑性仿真计算,完整地模拟了对接和角接结构的焊接过程,得出每一时刻的焊接温度和残余变形,如图3所示。由图3(a)和(c)可知,对接和角接焊缝的热源附近温度较高,如对接焊缝的热源中心温度高达1 500℃,角接焊缝的热源中心温度高达1 400℃,且热源附近的温度梯度较大。由图3(b)可知,对接结构的试板中间部分横向收缩量较大。另外,由于左右试板厚度不同,导致左右两边的横向收缩变形不对称。由图3(d)可知,角接结构的左右面板沿焊接方向的垂向变形分布较为均匀。
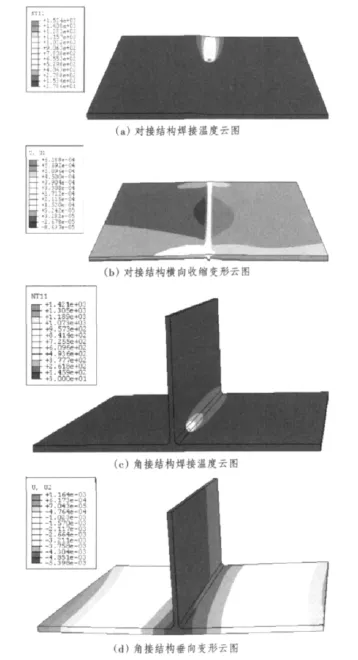
图3 仿真云图Fig.3 The pictures of simulation
3.3 数值仿真结果验证
为验证仿真结果的正确性,将计算和试验结果进行对比(见图4)可知,数值仿真结果和试验结果基本上是吻合的,这表明该数值仿真计算是正确的,计算结果可以反映对接和角接结构的焊接温度和残余变形情况。在数值计算过程中,由于难以保证边界条件、热源形式等要素与实际情况完全吻合,因此计算和试验结果存在略微差异。

图4 仿真与试验结果对比Fig.4 The result comparison of simulation and experiment
4 结语
1)对接和角接结构的测点焊接温度变化趋势相同,均经历加热—峰值—冷却过程,且到达峰值温度的时间上存在严重滞后现象。
2)对接结构的焊接角变形较小,横向收缩变形较大;角接结构的焊接角变形相对较大,横向收缩变形相对较小。
3)对接结构的左右两边横向收缩变形不对称,角接结构的左右面板沿焊接方向的垂向变形分布较为均匀。
[1]田锡唐.焊接结构[M].北京:机械工业出版社,1981.18-23.TIAN Xi-tang.Welding structure[M].Beijing:Publishing Company of Machine Industry,1981.18 -23.
[2]汪建华,钟小敏,戚新海.管板接头三维焊接变形的数值模拟[J].焊接学报,1995,16(3):141 -145.WANG Jian-hua,ZHONG Xiao-min,QIXin-hai.3-D Numerical simulation of welding deformation in a pine-plate joints[J].Transitions of the China Welding Institution,1995,16(3):141-145.
[3]王者昌.关于焊接残余应力消除原理探讨[J].焊接学报,2000,21(2):55 -58.WANG Zhe-chang.Discuss on principle ofrelieving welding residual stress[J].Transitions of the China Welding Institution,2000,216(2):55 -58.
[4]唐非,鹿安理,方慧珍,等.一种降低残余应力的新方法—脉冲磁处理法[J].焊接学报,2000,21(2):29-31.TANG Fei,LU An-li,FANG Hui-zhen,et al.A new residual stress reducing method-pulsed magnetic treatment[J].Transitions of the China Welding Institution,2000,21(2):29-31.
[5]莫春立,钱百年,旭明,等.焊接热源计算模式的研究进展[J].焊接学报,2001,22(3):93 -96.MO Chun-li,QIAN Bai-nian,XU Mingetal.The developmentofmodels aboutwelding heatsources calculation[J].Transitions of the China Welding Institution,2001,22(3):93 -96.
猜你喜欢
少先队活动(2022年9期)2022-11-23
成都信息工程大学学报(2022年4期)2022-11-18
中国临床医学影像杂志(2022年6期)2022-07-26
制造技术与机床(2022年2期)2022-02-22
资源信息与工程(2021年5期)2022-01-15
煤气与热力(2021年3期)2021-06-09
汽车实用技术(2021年10期)2021-06-04
煤气与热力(2021年2期)2021-03-19
电子制作(2017年19期)2017-02-02
北京航空航天大学学报(2014年11期)2014-12-02
