
环形金刚石线锯切割蓝宝石试验研究①
2012-10-14 06:10:38陈超王进保肖乐银周世威郑超
超硬材料工程 2012年4期
陈超,王进保,肖乐银,周世威,郑超
(中国有色桂林矿产地质研究院,广西桂林541004)
环形金刚石线锯切割蓝宝石试验研究①
陈超,王进保,肖乐银,周世威,郑超
(中国有色桂林矿产地质研究院,广西桂林541004)
使用环形金刚石线直径为0.70毫米,长4米,切割直径53毫米的蓝宝石晶体,30分钟即可完成切割。论文研究切割线速度,进给速度等对蓝宝石切割面粗糙度的影响。通过试验找到环形金刚石线切割蓝宝石片的最佳工艺参数并对其切割机理进行了探讨。
蓝宝石,环形金刚石线锯,切割机理
切割蓝宝石多使用金刚石多线锯,切割加工的运动是往复的。由于线锯需要换向,所以线锯速度低且经常变化,这带来两个问题:一是线速度低,限制加工效率;二是材料加工表面存在线锯换向时的痕迹,影响表面质量[2,3]。使用往复式金刚石线(0.3mm)切割2英寸蓝宝石晶棒需要耗时3~4个小时。而环形金刚石线切割时锯丝单方向运动,线速度较高(20m/s),30分钟即可完成2英寸蓝宝石晶棒的切断。本文对环形金刚石线锯切割蓝宝石晶体进行了研究,分析了切割工艺对蓝宝石切片表面粗糙度及晶片总厚度偏差及表面形貌的影响。实验表明:环形金刚石线锯克服了多线锯切割的缺点,在切割线速度20m/s、进给速度0.5㎜/min及张紧砝码质量5kg时切割效果最好。
2 试验
切割实验在自制的环形金刚石线切割机上进行,设备示意如图1所示。
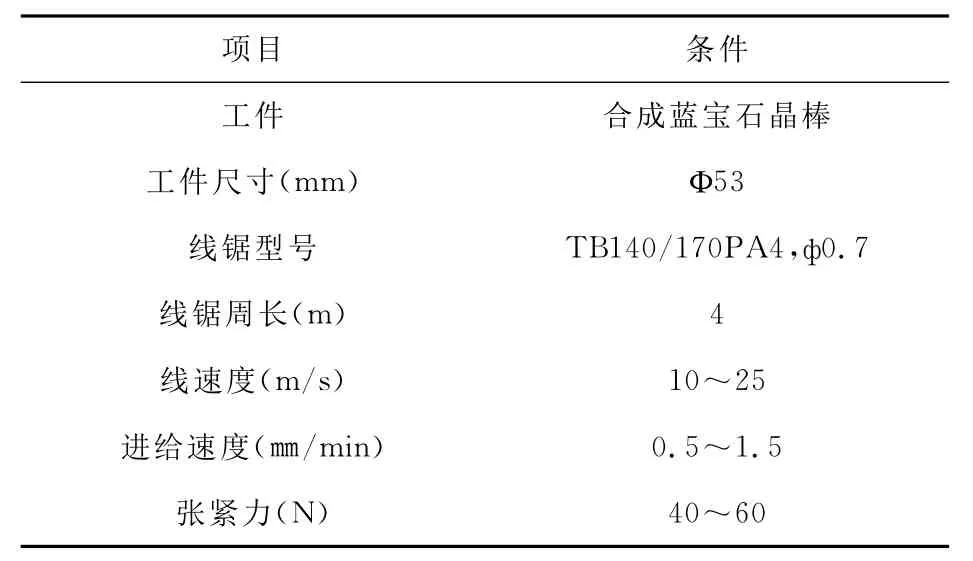
表1 切割加工条件Table 1 Cutting processing conditions
切割时环形金刚石线锯采用重锤法调节张力,可以根据进给量的大小,自动调整线锯的受力,不至于使锯丝局部受力过大断开。切割采用自来水冷却及切屑的清除。由于切缝不到1毫米,水流量较小时,清屑不彻底会引起切割表面的不平整,有明显切痕,故切割时应保持水量在100ml/min以上。
晶片表面粗糙度Ra值使用时代公司TR200手持式粗糙度仪测量,测量值为5个测量值的平均值。
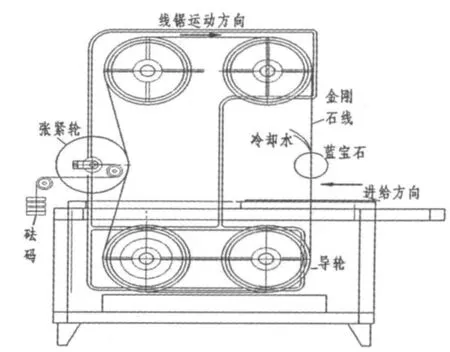
图1 切割设备示意图Fig.1 Cutting equipment plan

图2 环形金刚石线锯切割的蓝宝石晶片Fig.2 Sapphire wafer cut off by looped diamond wire
3 结果分析
3.1 切割工艺参数对晶片粗糙度的影响
影响晶片表面粗糙度的切割工艺参数有锯丝线速度Vs、进给速度Vw、砝码配重G等因素。因此为了提高晶片表面质量,提高锯切效率有必要对锯切工艺参数优化,为此,设计了一组正交试验。基于提高晶片表面质量和锯切效率的影响因素有锯丝线速度Vs、进给速度Vw、砝码配重G,因此,每个因素取三个位级,因素位级见表2。锯切工艺参数优化正交试验计划及试验结果见表2、表3。

表2 锯切正交试验工艺参数因素及水平表Table 2 The factors and level of cutting technology parameters

表3 锯切工艺参数正交试验设计表Table 3 The orthogonal experiment Design of cutting technology parameters:L9(33)
正交实验结果表明:金刚石线运行速度,进给速度,张紧配重对切割表面质量都有不同程度的影响。由试验结果可以看出,环形金刚石线锯切割蓝宝石表面粗糙度均在1微米以下,试验4号线速度20m/s,进给0.5mm/min,张紧砝码重50N时切割表面质量最好,为0.473μm。切割线速度是切割工艺中一个重要的参数,特别是对于金刚石工具而言。金刚石工具在高速运行的情况下,单位面积去除率极高,更能体现其优越性能,试验7、8、9号均获得了较好的晶片表面质量。但是在实际的加工过程中发现,切割硬度较高材料时,速度过高会加速金刚石的磨损,随着时间的推移,切割每片的时间在延长,切割线会更弯曲,切割力变大,最终导致环形金刚石线受力过大而断开。实验表明,在线速度20m/s时较好,既可以保持平稳进刀,也可以保持金刚石的持久锋利。试验3、6、9号粗糙度值较大,原因是3组实验线锯进给速度较快,而进给速度是影响切割表面质量的主要因素,进给速度适当时切割表面平整,随着进给速度的增加,单颗粒去除率增加,切割力随之增加,表现在切割表面上就成为线痕,另外切割片整个表面也表现出不平整、弯曲现象,甚至会产生一边厚一边薄的现象。由表3可知,从极差角度,张紧力对粗糙度的影响较小,在不影响锯丝振动和锯丝受力在屈服强度以下应当尽量增加砝码重量,根据线锯基体的抗拉强度计算,配重在50N时为宜。
3.3 晶片表面形貌分析
扫描电子显微镜是视觉描述加工表面粗糙度的一个非常好的方法。图3-图4为晶片表面的扫描电镜(SEM)照片,更直观地展现了晶片表面粗糙度的变化。照片显示不同工艺切割的晶片表面,沿着切割丝运动的方向均存在划痕和凹坑。可以看出:4号试验切割的晶片表面划痕相对较少,划痕的宽度较窄。图3a、图4a也充分证明了在较大进给工艺下单颗金刚石压入深度增加,材料去除率和切割力的增加,晶片表面脆性断裂加剧,凹坑、线痕加宽、加深,最终表现出粗糙度的增加。主要是因为材料在脆性模式下去除,切屑的形成是裂纹扩展交叉的结果,最终以微观与宏观破碎的块状去除。个别凹坑看起来较严重,整个区域看起来破碎不堪,看起来好像是崩掉的,其实可能是由于在切割过程中脱落金刚石磨粒被挤压嵌入加工表面所造成的,这对材料表面质量的损害更严重。

图3 试验3#切割表面形貌(a.3#切割晶片局部照片,b.a图放大照片)Fig.3 Morphology of sapphire wafer with test No.3(a.Partial photo of sapphire wafer;b.amplified picture of a)

图4 试验4切割局部表面形貌(a.4#切割晶片局部照片,b.a图放大照片)Fig.4 Partial morphology of sapphire wafer(a.Partial photo of sapphire wafer;b.amplified picture of a)
3.2 锯丝失效机理
从整个加工过程来看,最终是环形金刚石线的断开使切割无法进行。对环形金刚石线进行扫描电镜观察后发现,锯丝的断开可以用金刚石的磨损和脱落来解释。环形金刚石线锯丝表面的金刚石脱落的相对较少,镍层的磨损,开裂现象不明显,金刚石颗粒的磨损情况比较严重。由图5、图6可知,金刚石长期的切割作业,由原来的尖角锋利刃变成了圆球形,有的已被磨平,这样就丧失了切割的能力。当大部分金刚石丧失切割能力后,恒位移仍进给仍在继续,切割力急剧增加,金刚石颗粒就会从钢丝基体上脱落下来。随着时间的推移,钢丝上的金刚石脱落殆尽,超过锯丝的承受能力时,锯丝就会断裂。
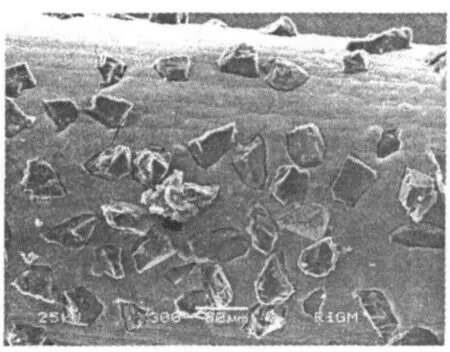
图5 未使用的金刚石线电镜照片Fig.5 SEM photograph of unused diamond wire
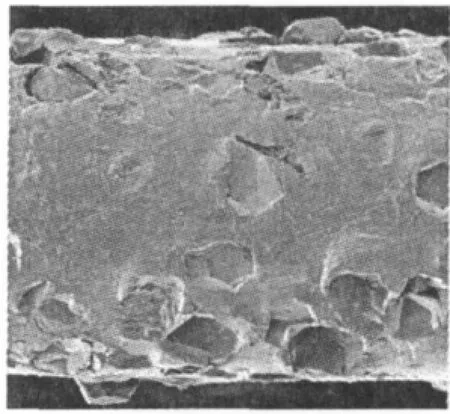
图6 使用过的金刚石线电镜照片Fig.6 SEM photograph of used diamond wire
4 结语
通过使用环形金刚石线锯切割蓝宝石试验,分析了切割蓝宝石切割工艺对蓝宝石晶片表面粗糙度的影响。
使用环形金刚石线锯具有切割效率高,切割效果好的优势,切割片厚度最薄在0.2毫米,切割表面粗糙度在1微米以下,约半小时时间即可切断直径53毫米的晶棒;
切割线速度25米/秒或者更高,进给速度1.5毫米/分或更高,实验表明:在线速度20米/秒,进给速度0.5毫米/秒时,切割效果最好;
增大张紧力,有助于减少锯丝的振动,也可提高晶片表面的质量;
锯丝的失效原因为金刚石磨损,导致切割力增大使切割力大于钢丝基体的承受力而断开尽而失效的。
[1] 张波,刘文涛,胡晓冬,李伟.线锯切割技术的应用与发展[J].超硬材料工程,2008,20(1):45-48.
[2] 黄波,高玉飞,葛培琪.金刚石线锯切割单晶硅表面缺陷与锯丝磨损分析[J].金刚石与磨料磨具工程,2011,31(1):53-57.
[3] 李言,王肖烨,李淑娟.大尺寸SiC单晶片的超硬磨料切割技术研究进展[J].工具技术,2010,44(7):7-11.
Study on the experiment of cutting sapphire with looped diamond wire
CHEN Chao,WANG Jin-bao,XIAO Le-yin,ZHOU Shi-wei,ZHENG Chao
(Guilin Research Institute of Geology for Mineral Resources,Guilin541004,China)
This paper has introduced the experiment of cutting sapphire with looped diamond wire.A sapphire cylinder with diameter of 2inches could be cut off in 30minutes by using a looped diamond wire with diameter of 0.7mm and length of 4meters.The influences of cutting parameters on the surface roughness of the wafer are studied such as linear velocity,cutting feed rate and so on.The optimal technological parameters are obtained and the cutting mechanism simultaneously is discussed by the experiment.
sapphire;looped diamond wire;cutting mechanism
TQ164
A
1673-1433(2012)04-0005-04
1 前言
蓝宝石的组成为氧化铝(Al2O3),是由三个氧原子和两个铝原子以共价键形式结合而成,其晶体为六方晶格结构。它常被应用的切面有A-Plane,C-Plane及R-Plane。由于蓝宝石的光学穿透带很宽,从近紫外光(190nm)到中红外线都具有很好的透光性.因此被大量用在光学元件、红外装置、高强度镭射镜片材料及光罩材料上,具有高声速、耐高温、抗腐蚀、高硬度、高透光性、熔点高(2045℃)等特点,它是一种相当难加工的材料,因此常被用来作为光电元件的材料。目前超高亮度白/蓝光LED的品质取决于氮化镓磊晶(GaN)的材料品质,而氮化镓磊晶品质则与所使用的蓝宝石基板表面加工品质息息相关,蓝宝石(单晶Al2O3)C面与Ⅲ-Ⅴ和Ⅱ-Ⅵ族沉积薄膜之间的晶格常数失配率小,同时符合GaN磊晶制程中耐高温的要求,这使得蓝宝石晶片成为制作白/蓝/绿光LED的关键材料。
蓝宝石基片的原材料是晶棒,晶棒由蓝宝石晶体加工而成。其相关制造流程有:定向-掏棒-切片-研磨-倒角-抛光-清洗-品鉴,其中切割工序位于整个流程的最前端,切割加工的好坏将直接影响后续加工。LED蓝宝石硬度高,切片厚度要求在330um~430um,切割难度较大。目前切割蓝宝石晶片主要使用金刚石多线锯,线锯直径在0.25~0.35mm,而开方、截断、晶棒两头主要使用带锯加工。金刚石线在国内已经较成熟,而且价格比国外进口的便宜,但多线锯切割的主要技术还是由国外少数厂家控制[1]。
2012-06-21
陈超(1980-),男,工程师,从事高压科学、超硬材料方面的研究工作。
猜你喜欢
粉末冶金技术(2021年3期)2021-07-28 06:26:30
山东冶金(2019年6期)2020-01-06 07:45:58
山东冶金(2018年6期)2019-01-28 08:15:06
经济技术协作信息(2018年20期)2019-01-19 02:56:36
测控技术(2018年8期)2018-11-25 07:42:16
制造技术与机床(2017年6期)2018-01-19 02:41:00
小学生作文(中高年级适用)(2017年5期)2017-07-10 03:30:19
电子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
振动、测试与诊断(2014年1期)2014-03-01 01:13:42
