
基于S7-300PLC与触摸屏的玻璃清洗机控制系统设计
2012-10-12 13:28:46徐宏海董金星
制造业自动化 2012年5期
徐宏海,董金星
XU Hong-hai, DONG Jin-xing
(北方工业大学 机电工程学院,北京 100144)
0 引言
中空玻璃一般由两片玻璃组成,中间用铝隔条支撑隔开,四周用丁基胶密封。铝隔条内灌装干燥剂,使玻璃层之间形成干燥气体室。中空玻璃具有良好的隔热、隔音、密封和防凝霜等性能,性价比高,已成为国内外节能玻璃中的主流产品[1,2]。
清洗机用于清除玻璃表面的油污和灰尘,是中空玻璃生产线的重要组成设备;清洗效果不好,将导致后续工艺中密封胶与玻璃的接触不严密及胶与玻璃的粘结力不够,造成中空玻璃失效。目前国产玻璃清洗机存在自动化程度不高、清洗不干净和控制系统不稳定等问题。因此,研究开发自动化程度高、清洗效果好和控制稳定可靠的玻璃清洗机,对提高我国玻璃深加工行业装备水平具有重要的推动作用。
1 玻璃清洗机的工作流程及控制要求
玻璃清洗机主要由上片传输段、清洗段、吹干段和下片传输段构成,其中清洗段和吹干段是核心部分,结构示意图如图1所示。清洗段包括水泵、喷头、毛刷、电磁阀、过滤器等组成的水过滤循环系统和玻璃传送夹辊;吹干段由离心风机、风刀及传送滚轮等组成。
清洗机的工作流程:玻璃通过上片传输段被送至清洗室,经高压水喷淋并配合三对毛刷高速回转清洗后,在干燥室经大功率风机吹干,最后经输出段进入下一工序。清洗过程中,利用纯净水高压喷淋并配合高速转动毛刷完成玻璃表面地清洗,比单纯的高压水射流冲洗更为有效,同时热水喷淋起到了很好的预洗效果;干燥段内大功率离心风机通过风刀近距离吹干玻璃,实现干燥目的。根据其工艺流程,玻璃清洗机控制系统必须满足以下控制要求:
1)清洗机应具备自动和手动两种控制模式,以满足自动化生产和设备调试检修要求;
2)各段传输速度可依据现场需要通过触摸屏给定;
3)热水箱内水温应控制在40至50度之间,通过闭环温控系统实现加热的自动启停;
4)实现各部分水位的自动调节,并通过触摸屏实现水位检测。

图1 清洗机清洗段及吹干段结构示意图
2 控制系统方案及硬件构成
全自动玻璃清洗机选用西门子S7-300PLC为下位机,TP177B触摸屏为上位机。PLC一方面要实现对整个清洗过程的控制,另一方面还要与上位人机触摸屏通讯,接受各种控制指令。触摸屏作为上位机,用于进行工作方式选择、参数设置、设备运行状况监控以及报警信息反馈等。控制系统框图如图2所示。
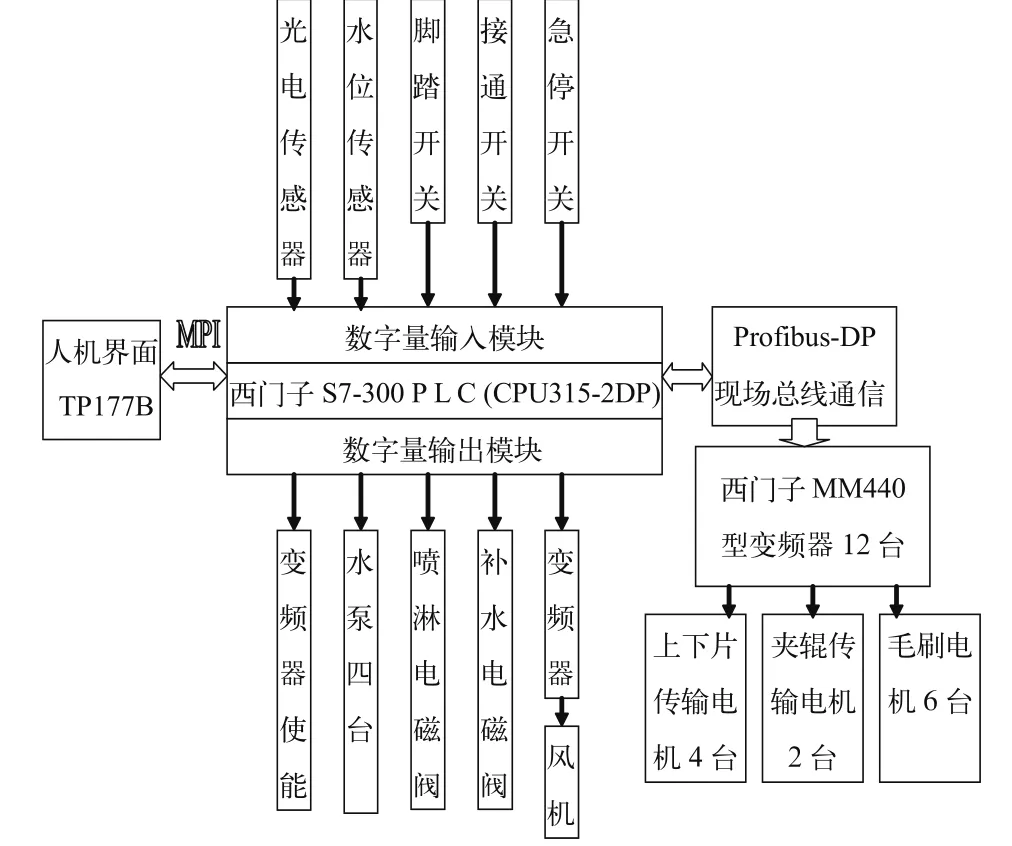
图2 控制系统框图
综合考虑控制要求和通讯方式需要,PLC选用S7-300中的CPU315-2DP,其自带DP+MPI接口,可方便与变频器及上位触摸屏通信。清洗机控制系统中传感器检测及电磁阀控制共需16点DI和8点DO,其余变量均选用软件编程中的位储器,因此选用一块DI32xDC24V模块及一块DO32xDC24V模块。
清洗机运动控制的核心包括6台毛刷电机、4台上下片传输电机和2台夹辊传输电机的调速,考虑到电机数量多,且要求上、下片传输电机应具有高、低两种速度,夹辊传输电机及毛刷电机可根据现场需要实现连续调速,采用Profibus—DP现场总线通讯方式实现PLC对多台MM440变频器的分布式控制。
大功率离心风机(功率达55KW)采用台达(VFD300F43A)型变频器单独控制,利用PLC完成对变频器的上电使能和对风机启停的平稳控制。
水温控制通过由OMRON —E5EZ型温度控制器、温度检测变送器、固态继电器及加热器组成的闭环温控系统,实现温度检测和水加热的自动控制。同时,在热水箱和排水槽内均装有浮球液位传感器,自动检测水位并控制相应补水阀及回水泵的开和关。水温控制过程原理如图3所示。

图3 水温控制过程原理图
3 PLC与触摸屏和变频器之间的通讯设置
PLC通过MPI接口与TP177B触摸屏自带的RS-422/485接口连接,实现上、下位机通讯,其通讯参数设置如下:
PLC通讯口设置:子网MPI,地址站号2,最高地址号31,通讯传输速率187.5KB/S;
触摸屏通讯口设置:子网MPI,地址站号1,最高地址号31,通讯传输速率187.5KB/S;
PLC作为主站与12台MM440变频器从站利用DP接口进行Profibus—DP总线通信,其通讯参数设置如下:
PLC通讯口设置:子网PROFIBUS;地址站号2,最高地址号126,通讯传输速率1.5MB/S;
变频器通讯接口参数:子网PROFIBUS;地址站号从4到15,最高地址号126,通讯传输速率1.5MB/S;
通信均选用标准的二线屏蔽双绞线通信电缆和专用DP网络接头,多台变频器连接时只需通过DP总线级联,再连接到CPU总线接口。主站与从站地址必须唯一,同时要保证软件组态地址与硬件实际地址一致,否则将造成通信错误[3]。
4 PLC程序设计
清洗机控制系统的程序包括手动控制程序、自动控制程序、报警及复位程序。手动程序用于设备的现场调试和维护;自动程序实现清洗过程的自动化控制,是整个软件中最重要的部分;报警程序定义了变频器报警、电机过载、水位超限等报警信息以及变频器断电重新使能时报警自动复位程序。PLC程序采用西门子STEP7-V5.3软件编写,自动控制程序流程图如图4所示。
5 触摸屏界面设计
触摸屏软件设计采用WinCC flexible 2007组态软件[4],组态界面包括初始界面、运行模式选择、自动模式、手动模式、自定义速度、水泵手动及自动控制、水位传感器检测、报警管理等界面。其中,初始界面中设有快捷按钮,点击可跳转到相应功能界面,各功能界面也可以方便返回初始界面。自动界面利于指示灯监控设备运行情况,手动界面用于手动控制及监控,设备每次只能工作在一种模式之下。运行模式选择界面包括变频器使能、风机启动、手动与自动切换、自定义速度与默认速度切换等功能,可以完成相应速度的自动设定。当在运行过程中出现故障报警时,报警窗口将显示报警信息,待故障解除后报警自动结束,触摸屏初始界面如图5所示。

图4 自动控制程序流程图

图5 触摸屏初始界面
6 结束语
经调试和一年的运行,由S7-300PLC与TP177B触摸屏为控制核心的玻璃清洗机控制系统,能够很好的满足玻璃清洗机的自动化控制要求,系统运行稳定,监控功能完善,清洗效果好,自动化程度高,生产效率明显提高,达到了国外同类设备的水平。
[1]郑立新.中空玻璃在我国的应用和发展[J].科技创新导报,2008,(13):7.
[2]邱永忠.中空玻璃在建筑节能中的应用[J].上海建材,2009,(2):15-17.
[3]罗红福,胡斌.PROFIBUS-DP现场总线工程应用实例解析[M].北京:中国电力出版社,2008.
[4]廖常初,陈晓东.西门子人机界面[M].北京:机械工业出版社,2008.
猜你喜欢
装备制造技术(2019年12期)2019-12-25 03:06:36
铁道通信信号(2019年3期)2019-04-25 03:00:38
知识就是力量(2018年7期)2018-07-11 06:39:56
小学生导刊(2017年17期)2017-05-17 05:44:16
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
世界汽车(2016年8期)2016-09-28 12:06:49
工业设计(2016年6期)2016-04-17 06:42:45
设备管理与维修(2016年6期)2016-03-16 02:21:58
减速顶与调速技术(2015年3期)2015-03-16 03:39:10
