焦耳—汤姆逊效应引发硅烷的潜在操作风险与对策研究*
2012-09-19 10:44王双校刘旭亮贾立超
低温与特气 2012年6期
王双校,刘旭亮,贾立超,晋 志
(新奥光伏能源有限公司,河北廊坊 065001)
硅烷是一种无色气体,比重112(空气=1)。硅烷属于自燃性气体,自燃温度为-50℃,燃烧热44370 kJ/kg。硅烷在空气中的燃烧范围为1.37%~96%。空气中硅烷浓度在1.37%~4.5%时,遇外界点火源时,会产生爆燃。硅烷是重要的电子材料,是高纯多晶硅、半导体、薄膜电池、TFT行业广泛使用的重要气体之一。由于其较强的还原性、特有的自燃、爆炸性,以及非常宽的自发着火范围和极强的燃烧能量,因而它是一种具有高度危险性的气体,由于设计、操作不当引发的安全事故屡见不鲜。本文试图通过对使用过程中SiH4调压阀故障的分析,给出合理的理论解释及故障解决方案,以预防此类事故的发生。
1 故障过程描述
1.1 故障位置示意图
SiH4气体的供应一般是通过相对独立的气柜(通常称为GC或BSGS)内的减压过程,将气瓶压力从1500 psi(注:1 psi=6.89 kPa)降低到小于100 psi以后,供用气设备使用的,通常为二级减压过程,如图1所示。

图1 气体减压流程示意图Fig.1 The process of reduce pressure
1.2 故障现象
在使用过程中,曾出现一级减压阀输出压力异常上升 (从数显压力计读数判断),超出调压阀的最大输出能力,同时也超出了二级调压阀的正常输入范围,波动曲线图如图2所示。
从图2可知,由于压力波动曲线的超常,如不进行合理调节,将会引发输出压力超压,严重时超出管道和阀门极限承载能力,硅烷气体大量泄漏,烧毁设备甚至引起严重的爆炸,造成人身伤害。
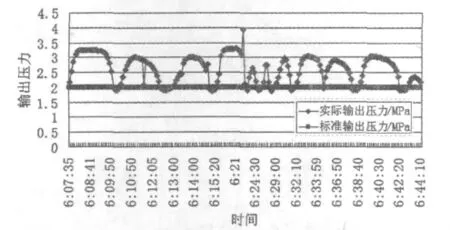
图2 SiH4气体以及调压阀输出压力波动曲线图Fig.2 The curves of output pressure
为确保安全,将系统关闭并用惰性气体吹扫后,更换了新的一级调压阀,此后故障现象消失。
2 硅烷故障模式分析
2.1 焦耳—汤姆逊效应的概念
按照物理学常识,一般情况下,多数非理想气体在节流膨胀时,会出现温度降低的现象,少数气体如氢气、氦气多数情况下出现温度升高的情形。这种节流膨胀引起温度变化的性质可以用焦耳—汤姆逊系数μ来表征,其一般意义为:μ>0,减压膨胀时温度降低 (如氮气、氧气等);μ=0,减压膨胀时温度不变化 (理想气体的系数为0);μ<0,减压膨胀时温度升高 (如氢气、氦气)。当然,μ的数值尚与温度有关,在μ值自μ>0向μ<0(或逆向)转化过程中,μ=0时对应的温度称为转变温度[1]。例如,氧气、氮气的焦耳—汤姆逊系数μ分别如表1~2所示[2]。
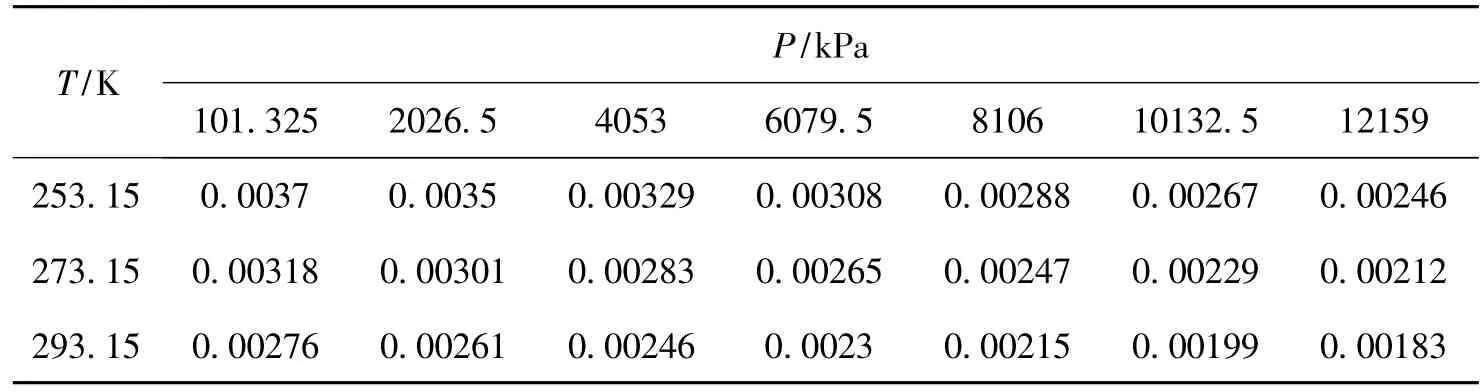
表1 不同温度和压力下O2的焦耳—汤姆逊系数μ(K/kPa)Table1 The Joule Thomson coefficient of O2at different temperature and pressure
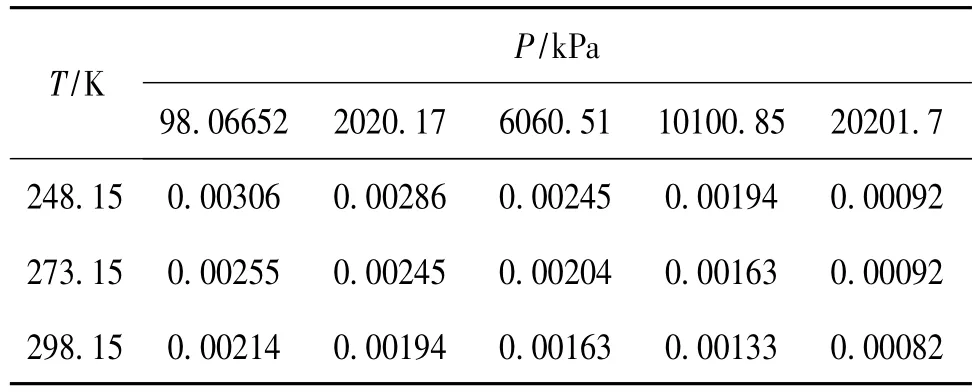
表2 不同温度和压力下N2的焦耳—汤姆逊系数μ(K/kPa)Table2 The Joule Thomson coefficient of N2at different temperature and pressure
对于SiH4气体,笔者根据实际现象判断其数值应该为正值,即μ>0(减压膨胀时温度降低),但尚未见公开发表的焦耳—汤姆逊系数数据,这可能与其本身高危险性有关,国外知名气体公司如AP、法液空等可能有此类数据,但未见公开披露;有关资料也只是笼统地提及[3];实践中SiH4气体的焦耳—汤姆逊效应十分明显,著名气体公司设计使用的大宗硅烷供气设备均设计有预先加热装置;若设计不当,在减压阀附近会出现明显的降温、结霜现象,如图3(硅烷气体减压阀热扫描成像图)中所示,阀门低温区域的最低温度可达14.7℉(-9.6℃)。
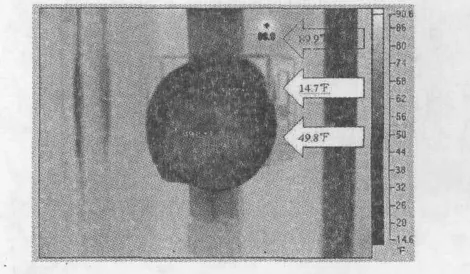
图3 SiH4气体减压阀热扫描成像图Fig.3 The scanning thermal imaging figure of SiH4pressure reducer
2.2 SiH4气体的饱和压力曲线与减压阀工作条件的联系
SiH4气体的临界温度为269.5 K(-3.5℃),临界压力为 4.864 MPa(705 psi)[4],SiH4的气液变化应符合下列曲线如图4(摘自法液空官方网站)。图中平滑曲线为SiH4的气液共存平衡曲线;当温度、压力条件变化时,部分SiH4在气液两种相态间相互转化,直至达到新的气液平衡为止。

图4 SiH4的饱和压力曲线Fig.4 The saturation pressure curve of SiH4
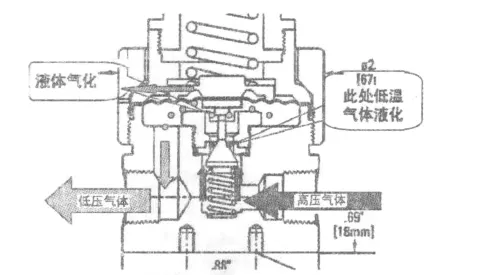
图5 调压阀结构与输出侧异常超压示意图Fig.5 Sketch map of the structure of SiH4reducer&its overpressure output
实际生产中,SiH4气瓶的初始供应压力一般在1300~1500 psi(约合8.9~10.3 MPa),此压力即为气体一级调压阀的输入侧压力;一级调压阀的输出压力一般不超过几百个psi,例如我们使用的输出压力在300 psi(约合2.06 MPa)。调压阀的结构示意图见图5。
假设由于阀门选型不当、调节机构失灵等因素造成阀门的节流面积变化时,笔者推论可能会按照以下过程产生变化,最终导致输出侧的压力超标:
1.高压输入侧气体通过节流孔,因明显的焦耳—汤姆逊效应导致气体温度降低,此温度可能会远远低于临界温度;如时间足够长及降温幅度足够大,因热传导,节流孔附近的金属材料温度可能会低至SiH4气体的临界温度;此时在高压输入侧可能会有部分气体因为同时满足了临界温度和临界压力两个条件而液化。
2.液化的SiH4气体被气流带过节流孔,进入低压室。
3.在低压室节流孔附近,温度依然较低,但压力降低后,液体状态的SiH4将再次气化,导致输出压力升高 (表现为数显压力计PT读数增高),其升高的上限取决于进入低压室的SiH4液体量以及生产端用气流量。
4.随着生产端陆续用气,低压室压力陆续下降,当降至正常输出工作压力附近,将再次开始上述过程,如此循环往复,直至阀门损坏。
3 压力波动不良影响与解决对策
3.1 不良影响
上述压力波动现象,直接导致了后续的二级调压阀的输入压力波动,频繁的压力波动必将影响二级调压阀的使用寿命。更为重要的是,一级调压阀的膜片寿命缩短,严重时可能会造成膜片爆裂,SiH4气体急剧释放,轻则烧毁设备,造成停产等生产损失;重则可能引发包括人身伤害在内的重大安全事故。
3.2 对策
为预防此类事故的发生,以下几个环节应该加以注意:
1.在气柜设计阶段,选用合适的减压阀及配备相应的加热系统,是控制此类隐患发生的上策。目前国内声称具备SiH4气柜设计能力的厂家很多,真实水平如何,实在是见仁见智的事情,假如用户自身经验不足,不妨货比三家,不要过于考虑价格因素,对待SiH4这种高风险的气体,价格稍高也是物有所值。
2.在实际气体设备运行过程中,密切观察输出压力的变化,一旦异常,立即停用并马上更换故障调压阀,以避免事故的发生。为此要做到:1)确保必要的人员培训,只有操作人员清楚故障的风险并恰当处置,方可将风险降为最低,培训不可流于形式。2)制定必要的巡检、记录制度并认真执行,定期分析输出压力状态并评估系统风险,可有效降低事故发生的机率。
[1]傅献彩,陈瑞华.物理化学[M].北京:高等教育出版社,1986.
[2]谢太浩.计算焦耳—汤姆逊系数的LKP方法 [J].天然气工业,1991,11(2):48-55.
[3]李东升.国外大宗硅烷供气系统设计规范 [J].低温与特气,2010,28(2):45-48.
[4]顾安忠,等.工业气体集输新技术 [M].北京:化学工业出版社,2007.
猜你喜欢
汽车世界·车辆工程技术(下)(2020年2期)2020-10-21
环球市场(2020年15期)2020-08-26
语文世界(小学版)(2020年11期)2020-01-08
作文评点报·作文素材小学版(2019年37期)2019-11-18
汽车与驾驶维修(维修版)(2019年7期)2019-09-10
——次级调压阀
汽车与驾驶维修(维修版)(2019年7期)2019-07-29
故事会(2009年8期)2018-09-03
中学生数理化·教与学(2018年6期)2018-07-04
百家讲坛(蓝版)(2017年10期)2017-12-08
渭南师范学院学报(2016年16期)2016-08-13