
YPZJ-30新型全自动阴极铜连续铸造机组
2012-09-19 02:50秦满军李晓峰
重型机械 2012年5期
孙 晶,秦满军,李晓峰
(中国有色金属建设股份有限公司,北京100029)
YPZJ-30新型全自动阴极铜连续铸造机组
孙 晶,秦满军,李晓峰
(中国有色金属建设股份有限公司,北京100029)
针对目前我国电解铜工业发展现状及阴极铜连续铸造机组的技术水平,介绍了新型、YPZJ-30全自动阴极铜连续铸造机组的总体布局及设计要求,并对该机组的圆盘浇铸机、冷却运输机、冷却回收器等机组结构进行了分析。
电解铜;浇铸机;冷却运输机
1 前言
阴极铜连续铸造机组是电解铜生产的半成品设备,是电解铜厂最重要的设备之一[1,2],因此代表了电解铜厂的装备水平。我国电解铜厂目前所使用的阴极连续铸造机组有两种,半自动阴极铜圆盘铸造机和全自动阴极铜连续铸造机组。半自动阴极铜连续铸造机组成本较低,但效率低,可靠性差,最高产量15 t/h,适合5万t/a以下小型电解铜厂[3]。全自动阴极铜连续铸造机组效率高,产量可达30 t/h,自动化程度较高,操作方便,适合10万t/a以上的大中型电解铜厂,但引进价格昂贵(2500万/套)。因此,研发一种技术含量高,接近国际阴极铜连续铸造机组先进水平,适合中国现代电解铜工业快速发展需要且造价低廉的阴极铜连续铸造机组迫在眉睫。
2 YPZJ-30新型全自动阴极铜连续铸造机组布局
该阴极铜板连续铸造机组的总体布局如图1所示。阴极铜板连续铸造机组由圆盘浇铸机、喷淋式冷却器、顶杆、浇包、抓取机、冷却运输机组成,设有铸造和冷却两个操作台,还设有中央控制室实现了远程通讯控制并可上位操作。当完成阴极铜板的排列后,吊车在这里作业将阴极铜板吊走。另外,为保证安全生产,设有安全装置以保证设备和人身安全。
3 铜板产品要求
阴极铜板的结构如图2所示。
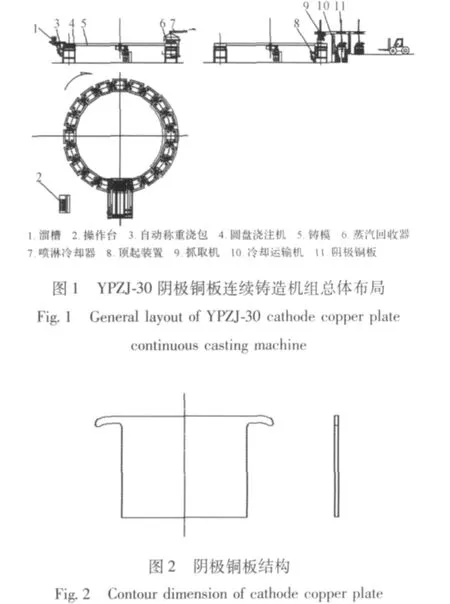
(1)铸造要求。冶炼好的铜液(1 200~1 350℃)由自动浇包均匀的浇铸到铸模中,直接接水冷却到500℃凝固成型,自动烘烤装置和喷涂装置则在生产前将铸模和浇包自动预热到80℃,并涂上脱模剂。
(2)喷淋冷却要求:约800℃的成型阴极铜板通过喷淋冷却至500℃,由顶杆顶起并有序的从铸造机铸模中抓取后拿到冷却运输机后再进行水浴式二次冷却至50℃。
(3)水浴冷却要求。阴极铜每列为6块;每块相互之间有间隙的挂放在冷却运输机料架上;每一次可挂放3列共18块;冷却运输机为步进式,即抓取机每放一块阴极铜板前进一次。
(4)运输要求。冷却好的阴极铜板在冷却运输机尾部由天车吊出放在平板车上运至电解车间。
4 机组组成及结构特点
YPZJ-30新型全自动阴极铜板连续铸造机组主要由圆盘浇铸机 、冷却运输机 、喷淋冷却器、蒸汽回收器、抓取机、自动称重浇包、阴极铜板顶起装置七部分组成,此外还有液压系统、气动系统、电控系统、上位机系统及自动烘烤装置、自动喷涂装置等。
4.1 圆盘浇铸机
冶炼好的铜液经自动称重浇包均匀注入到铸模中完成浇铸。12件铸模沿圆盘外圆均匀安装在圆盘上,圆盘则由电机通过减速机拖动并在轨道上匀速平稳运行[4]。在浇包下方设置了自动称以控制铜液浇铸量,从而控制铸造速度,确保生产的阴极铜板符合标准。在浇铸机的后部阴极铜板凝固处设置了两台自动顶起装置,一备一用,确保阴极铜板100%从铸模中有序脱出。在浇铸机的头部则设置有自动烘烤装置,确保铸模和分配器在浇铸前预热到80℃,另外设置在头部下方的喷涂装置将脱模剂均匀的喷在每个铸模内腔中,如图3所示。

图3 圆盘浇铸机Fig.3 Disc castingmachine
4.2 冷却运输机
成型的500℃热阴极铜板被顶起装置从铸模中顶起脱模后,由抓取机抓起转送到冷却输送机里,热阴极铜板被有序地挂放在水箱中,均匀分布在水箱中的阴极铜板完全浸入在冷却水中,循环冷却水将热阴极铜板的热量带走,使热阴极铜板在通过冷却水箱后确保冷却到40~50℃。设置在水箱出口上方的风机则及时将残留在阴极铜板表面的水渍吹干,如图4所示。

图4 冷却运输机Fig.4 Colling conveyer
4.3 抓取机
设置在圆盘浇铸机旁边的抓取机将已被顶起脱模的每块热阴极铜板抓起,升高后旋转180°,到达冷却运输机的料架上部,抓取机下降后将热阴极铜板放在料架上,抓取机复位等待抓取下一块热阴极铜板。如图5所示。
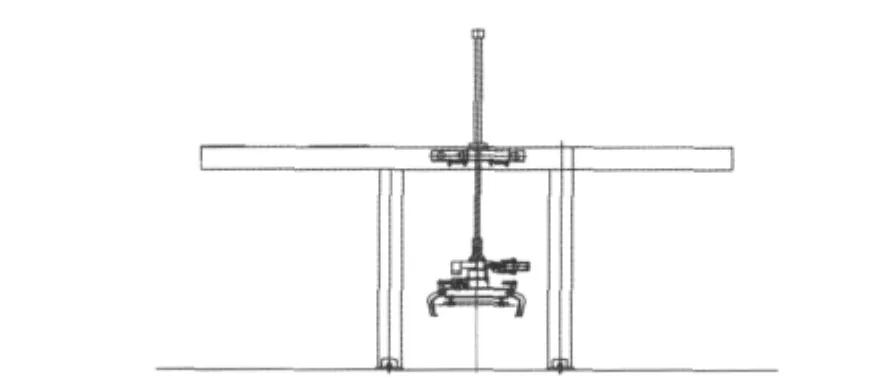
图5 抓取机Fig.5 Graspingmachine
4.4 喷淋冷却器及蒸汽回收器
自动喷淋冷却器布置在圆盘浇铸机的边部正上方,当浇铸好的铜液随铸模从浇注工位旋转180°移到冷却工位时,冷却水通过两排均布的喷头喷洒在阴极铜板上进行第一次冷却。冷却过程中产生的大量水蒸汽则由蒸汽回收器回收并通过管道排出车间。如图6所示。
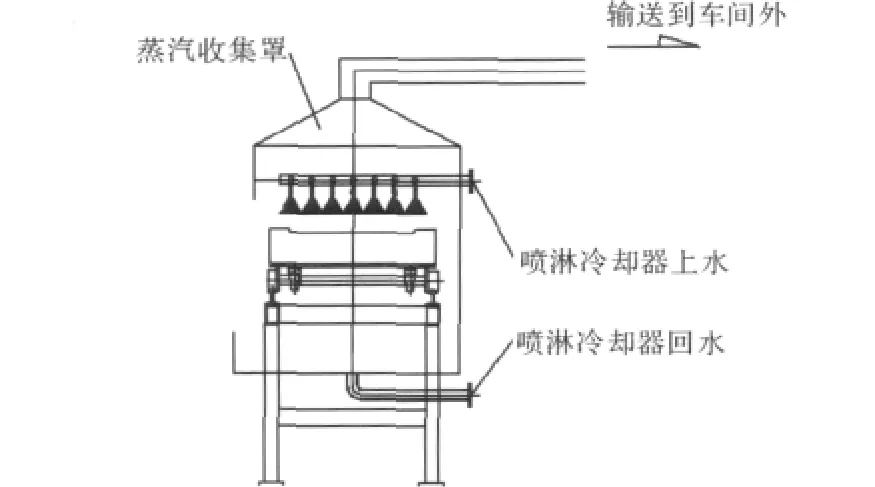
图6 蒸汽回收器Fig.6 Vapour recoverer
4.5 自动称重浇包
铜液由溜槽流入自动称重浇包[5],当铜液重量达到一块阴极铜板的重量即135 kg时,浇包倾动将铜液注入铸模进行浇铸,浇铸完浇包自动复位等待下一次浇铸。如图7所示。
4.6 顶起装置
经第一次喷淋冷却后凝固成型的阴极铜板到达抓取工位后,必须由顶起装置顶起才能从铸模中脱模,抓取机的机械手也才能方便地从铸模中

图7 自动称重浇包装置Fig.7 Casting ladle device with automatic weighing
抓取出并移送到冷却运输机。如图8所示。
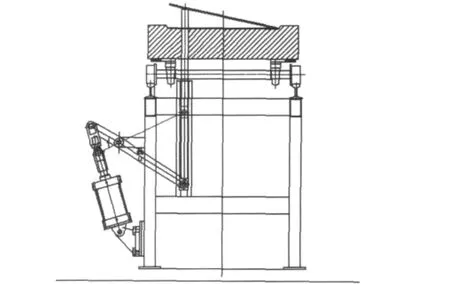
图8 顶起装置Fig.8 Jack system
4.7 控制系统
YPZJ-30新型全自动阴极铜连续铸造机组有三种控制方式,自动控制方式、手动控制方式、单步控制方式。对于不同的控制方式可以根据实际需要选择操作台上的不同按钮。
系统采用计算机控制,结构如图9所示。
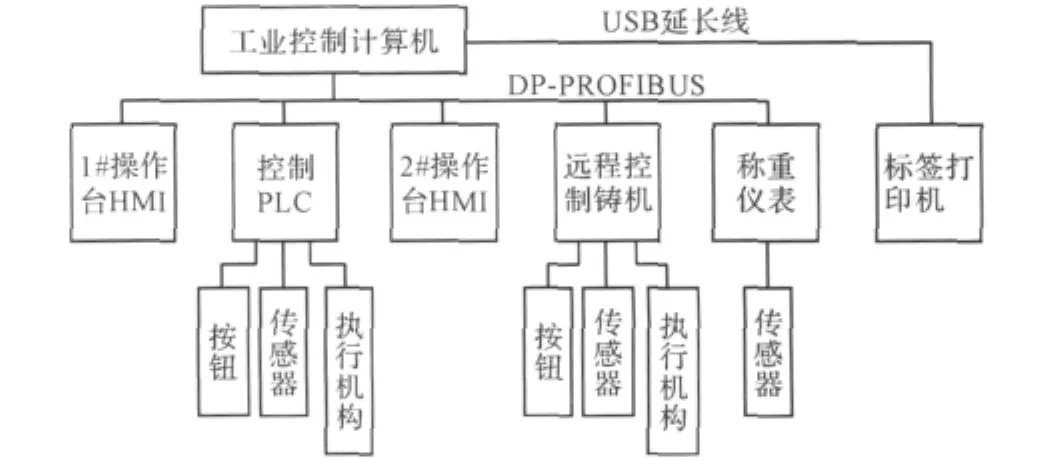
图9 控制系统图Fig.9 Control system
(1)第一级。主控计算机,主要用于接受工作指令,协调各种动作,控制运动轨迹。它负责系统的监控和工作管理。根据操作者的命令和动作程序语句的要求进行轨迹规划、插补计算及坐标变换。在计算出各驱动器的位置设定值序列后,向下级各执行机构的位置伺服系统传送一次与设定点相应的位置参数更新值,实现各机构运动的协调和控制作用。
(2)第二级。各机构均有自己独立的驱动装置及控制系统计算机。根据主控计算机送来的各执行机构位置、速度等参数信号,实现控制操作机多动作运行。
两级计算机通过并行口进行通讯。伺服机用中断方式向主控计算机报告各机构当前位置,主控计算机用查询方式判断各机构是否完成要求的位置伺服值,然后再向电机送出各机构的新的位置设定数据及其它数据[6]。
5 结束语
(1)通过对国内外使用的阴极铜铸造机组的研究和分析,针对国内电解铜行业发展的现状,研制出了新型阴极铜连续铸造机组。
(2)YPZJ-30新型全自动阴极铜连续铸造机组,自动化程度高,效率高,产量可达30t/h,各装置相互独立,操作方便,控制容易,安全可靠,占地面积小,易于维护保养和检修。该新型阴极铜连续铸造机组价格只有进口机组的1/4,可以满足目前我国电解铜厂的需求。
(3)这种新型全自动阴极铜连续铸造机组用途广泛,还可用于镍等有色金属的生产,市场前景广阔,有很好的推广和使用价值。
[1]范顺科.中国阴极铜产品质量状况对策 [J].有色金属工业,2007(9):.38-40.
[2]任智顺,别良伟.阴极铜表面针刺状结粒的成因分析与防治 [J].中国有色冶金,2010(3):23-25.
[3]程彤.降低阴极铜电单耗生产实践 [J].铜业工程,2010(4):50-51.
[4]《机械传动装置选用手册》编委会.机械传动装置选用手册[M].北京:机械工业出版社,1999.
[5]张军英.自动称重系统的研究 [D].西安:西安科技学院,2002.
[6]王欢.基于PROFIBUS现场总线的PLC控制系统研究与设计 [D].北京:北方工业大学,2007:39-64.
YPZJ-30 new full-automatic continuous casting machines w ith cathode copper
SUN Jing,QIN Man-jun,LIXiao-feng
(China Nonferrous Metal Industry's Engineering and Construction Co.,Ltd.,Beijing 100029,China)
In view of the actuality of industrial development of Chinese electrolytic copper and the technical level of cathode copper continuous castingmachines,the general layout and design requirement of a new YPZJ-30 full-automatic continuous castingmachine is introduced.The structures of disc castingmachine,cooling conveyer and cooling recoverer in themachine are analyzed.
cathode copper;castingmachine;cooling conveyer
TG233
A
1001-196X(2012)05-0014-04
2012-04-02;
2012-05-18
孙晶(1977-),男,中国有色金属建设股份有限公司工程师,主要从事有色金属冶炼生产设备的技术工作。
猜你喜欢
有色冶金设计与研究(2022年4期)2022-09-14
铜业工程(2022年1期)2022-04-13
杭州(2020年17期)2020-11-09
石材(2020年7期)2020-08-24
石材(2020年6期)2020-08-24
理论与创新(2020年10期)2020-07-14
科学与财富(2017年27期)2017-10-17
红蜻蜓·低年级(2017年3期)2017-03-30
中学生数理化·七年级数学人教版(2016年5期)2016-05-14
小天使·四年级语数英综合(2015年4期)2015-04-20
