
三辊螺旋孔型轧机的设计开发与试验研究
2012-09-19 02:50曾时金
重型机械 2012年5期
曾时金,朱 旭
(广东冠邦科技有限公司,广东 顺德528311)
三辊螺旋孔型轧机的设计开发与试验研究
曾时金,朱 旭
(广东冠邦科技有限公司,广东 顺德528311)
介绍了新型三辊螺旋孔型轧机的结构,该轧机由轧辊装置、机架、轧辊压下装置、相位角调节机构、轴向调节装置及送进角调节机构等组成。与传统设备相比,三辊螺旋孔型轧机具有单机生产效率高、材料利用率高等优点,特别适合于轴承套圈坯料等环形件的批量生产。
螺旋轧制;孔型斜轧;轴承套圈坯料
1 前言
螺旋孔型轧制属于斜轧技术,其基本原理是将斜轧机的轧辊加工出螺旋状的沟槽或突起,其断面可以是半圆形、梯形或其他形状,从而使变形区形成螺旋状的孔型。在轧制过程中,轧辊使轧件螺旋前进,金属逐渐充满孔型,进而得到所需形状的零件。
20世纪50年代,前苏联、日本、美国等国家采用螺旋孔型轧制技术高效率地生产钢球、丝杆等产品(包括冷、热轧和空、实心零件),取得了显著的经济效益。我国从20世纪60年代开始利用该技术生产球磨机钢球。20世纪70年代开始开发了单孔型工艺、深浅孔型工艺、多头孔型轧制工艺以及相应的设备和轧辊,使该项技术得到较快的发展。
螺旋孔型斜轧与常规成形工艺——锻造相比,有以下优势:单机生产率高,可提高5~20倍;材料利用率高;劳动条件改善;模具寿命长;设备投资少;生产成本低[1]。
该项技术在国内主要用于钢球生产,有资料显示,该项技术目前已经应用于铜球、铝球、球头吊环、防滑钉等回转体零件的生产[2]。
上述设备生产的产品属于实心体类零件,所采用的设备一般为二辊式斜轧机,而对于环形件,管类件的生产,国内外很少应用孔型斜轧技术。目前,已有一些研究资料显示,适当规格的环形件和管类件也可以采用孔型斜轧技术。比如,轴承的内外套圈就非常适合采用该技术进行大批量的生产。
经过市场调研,轴承内外套圈采用该技术进行生产具有非常广阔的应用前景,但是,二辊式斜轧机不适合类似于轴承内外套圈的环形件的生产,因为侧导板的摩擦力会使环形件严重变形。所以,要使用孔型斜轧技术来生产环形件,就必须开发三辊斜轧设备,去掉侧导板。
无论是二辊式或三辊式斜轧机,都是利用辊型的变化来生产不同形式的产品。二辊式斜轧机类似于穿孔机,与穿孔机最大的区别就是轧辊的辊型不同。目前,国内的螺旋孔型斜轧设备主要以二辊为主,三辊孔型斜轧设备与工艺在国内很少见。主要有以下几点原因:一是轧制空间限制了小规格的环形件的生产;二是模具设计与制造复杂;三是工艺调整难度大。
然而,三辊螺旋孔型斜轧机具有二辊孔型斜轧机无可比拟的优势。其主要原因是三辊螺旋孔型斜轧机不需要侧导板,减少了因侧导板与轧件的摩擦而产生的能量损耗。同时,三辊孔型轧机增加了轧件的轧制道次,可使变形量和产品质量都得到大幅提高。
2 三辊螺旋孔型轧机总体结构
本文所介绍的三辊螺旋孔型轧机是一种结构设计合理、整机加工范围广且调节较方便的三辊式斜轧机。
根据螺旋孔型轧制工艺的要求,在轧制过程中,需要:
(1)对轧制的送进角进行调整;
(2)对轧辊的螺旋孔型进行对齐;
(3)对轧辊的压下轧制空间进行调整;
(4)对轧辊的螺旋孔型相位进行调整。
基于上述需求,我们开发设计了一台三辊螺旋孔型轧机,如图1所示。
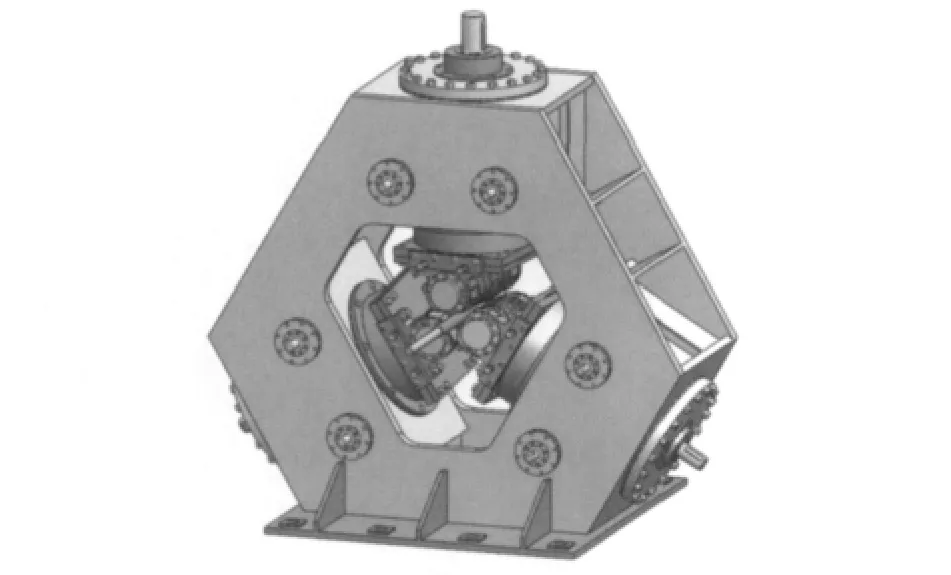
图1 三辊螺旋孔型轧机结构示意图Fig.1 Diagram of three-roll screw rollingmill
该三辊螺旋孔型轧机为实现回转体类坯料轧制的连续高效生产而设计,相比单件轧制或锻造可以大幅提高材料的利用率,缩短工艺流程。可实现从管状坯料到环形零件的一次加工成型,大量节省了管坯原材料的损耗,材料利用率提高到90%以上,同时,也大幅提高了生产效率。三辊螺旋孔型轧机是专为大批量环形类零件的生产而设计的,因此,该种轧机一般用于专用的生产线上。该三辊螺旋孔型轧机的整体结构原理如图2所示。
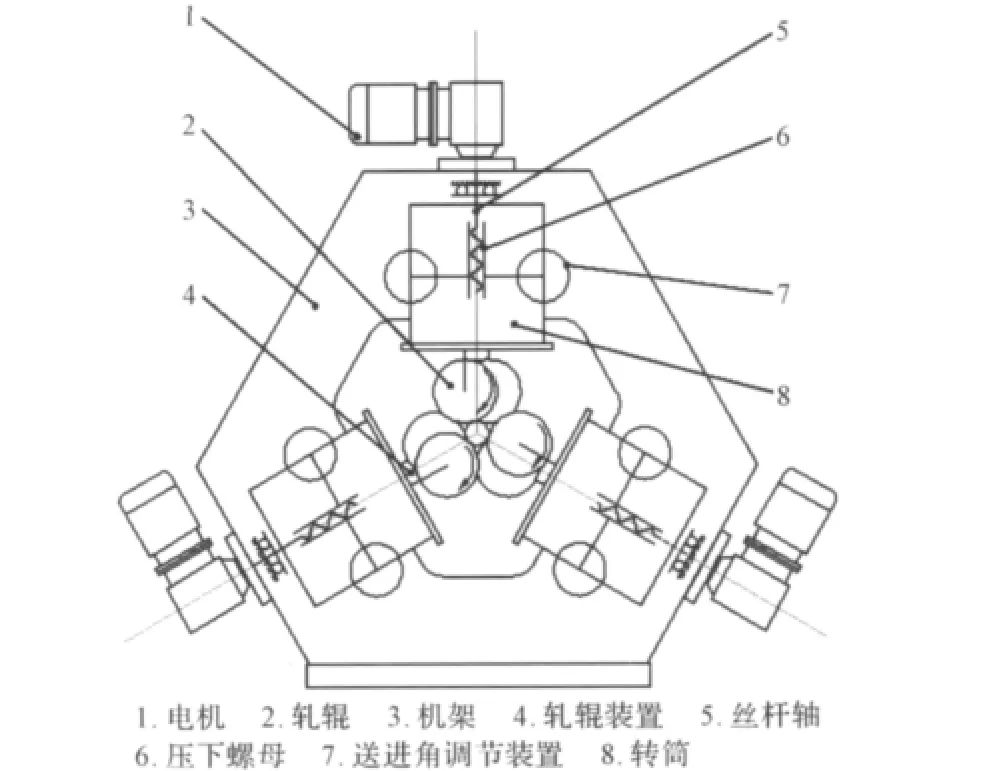
图2 螺旋孔型轧机结构示意图Fig.2 Structural diagram of screw rollingmill
该三辊螺旋孔型轧机,包括轧辊装置,框式机架,压下调节系统,轴向调节装置,送进角调节装置,相位角调节装置,主传动系统,芯棒、送料装置和出料装置。螺旋孔型轧机的三个轧辊在与轧制线垂直的平面上,在圆周方向上呈120°均布。由于轧辊轧制时孔型调整的需要,所以该设备设有对轧辊轴向位置,轧辊送进角,轧辊高度位置,轧辊相位角等相关量的调整装置。
该三辊螺旋孔型轧机的主机采用了模块化设计,分为以下8个模块:
(1)轧辊装置。轧辊装置的核心部件是轧辊,其直径与长度决定了轧辊装置的尺寸与结构。
(2)轧辊轴向调节装置。轧辊轴向调节装置的主要作用是轴向调节轧辊的位置,以便于对准孔型。
(3)压下调节装置。压下调节装置采用的丝杠压下调节机构。
(4)送进角调节及转筒锁紧装置。送进角调整范围0°~10°,手动调整;锁紧转筒,防止其在轧辊工作过程中发生转动。
(5)相位角调节装置。主要作用是调节轧辊孔型相位,防止轧制过程中的“乱扣”现象。调节方式采用手动调节。
(6)主体机架、机座。机架为组合结构,由前后两块铸造牌坊构成,中间用拉杆和套筒固定。机座用地脚螺栓固定于地面。
(7)轧件导入、导出装置。用于轧件的导入、导出,前后台的中心高度定位。固定于机架上。
(8)冷却、润滑系统。用于轧制过程中冷却轧辊,润滑轧辊的系统。
3 三辊螺旋孔型轧机的主要结构
3.1 压下调节系统
如图3所示。通过电机带动丝杆轴4转动,使得压下螺母3与转筒1一起上升与下降。从而达到调节轧辊压下量,及高度位置的调整。其中调整螺母2用于调整压下螺母与丝杠轴之间的间隙。压盖5通过螺栓安装于机架上,承受轧制压力。

图3 压下调节系统示意图Fig.3 Diagram of screwdown adjusting system
3.2 轧辊轴向调节装置
如图4所示。一般轧辊的轴向偏差一般都很小,只需要微调,通过调节螺栓4,推动轧辊座2在轧辊托盘1中滑动,从而起到调整轧辊轴向位置的作用。同时,通过两侧的调节螺栓同时锁紧,轧辊轴向调节装置也有轧辊轴向定位的作用。
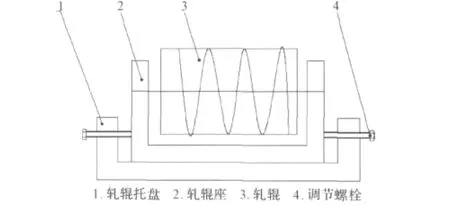
图4 轧辊轴向位置调节示意图Fig.4 Sketch of roller axial position adjustment
3.3 送进角调节装置
如图5所示。通过手轮1带动丝杆轴2转动,推动或缩回顶杆3,从而改变转筒4的角度,起到调节轧辊送进角的作用。同时锁紧两个丝杠轴还可以起到锁紧送进角的作用。
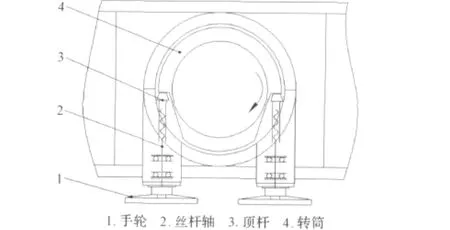
图5 轧辊送进角调节示意图Fig.5 Sketch of roller feed-angle adjustment
3.4 相位角调节机构
如图6所示。通过松开胀套2,任意改变轧辊轴1的初始角度,然后锁紧胀套2,从而到达调节轧辊相位角的作用。
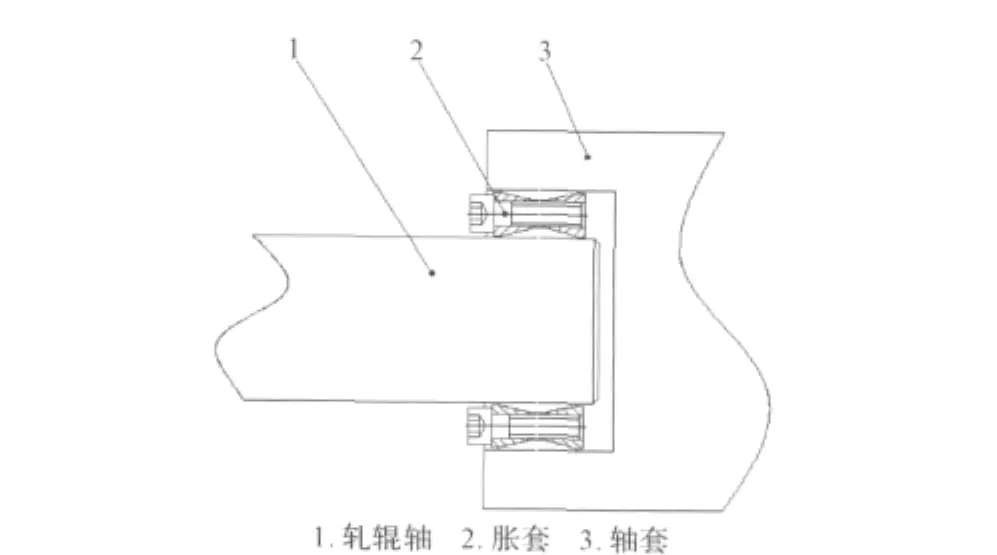
图6 相位角调节示意图Fig.6 Sketch of phase-angle adjustment
4 轧辊系空间关系
三辊轧机的轧辊布置如图7所示。其中,轧辊直径D与芯棒直径d的关系如下[4]:

式中,Δ为两轧辊之间的间隙距离,Δ的最佳取值范围3 mm<Δ<10 mm。
此外,轧辊中心线与芯棒中心线的夹角应在0°~10°之间。
轧制过程中,轧辊与芯棒的间隙为0~1 mm。

图7 轧辊与轧件空间位置示意图Fig.7 Sketch for spatial position of rollers and rolled piece
5 三辊螺旋孔型轧机样机制造
在进行了市场调研和充分的理论分析与之后,广东冠邦科技有限公司对三辊螺旋轧机进行了试制,样机如图8所示。

图8 三辊螺旋孔型轧机样机实物图Fig.8 Picture of prototype of three-roll screw rollingmill
由于条件所限,我们采用了力学性能与热轧状态下钢管十分接近的纯铝管进行了试验研究。试验结果比较理想,成功实现了从无缝管到环形件的轧制成型与切断。图9为第一次试验的轧件样品。

图9 铝管轧制试件Fig.9 Rolled specimens of aluminium tube
6 结论
介绍了广东冠邦科技有限公司最新研发的三辊螺旋孔型轧机的构成和设计思想,同时介绍了该种类型轧机的轧辊系空间关系。通过制造样机、并进行了试验研究,验证了三辊螺旋孔型轧机的结构设计和孔型设计的合理性,也发现了设备还存在需要改进的细节。
本机可适应多种环形零件的轧制,设备具有整体设计合理、结构紧凑、制造成本低、设备投资少、工艺调整难度小、可降低生产成本、改善劳动环境等优点。
[1]秦建平,帅美荣.特种轧制技术 [M].北京:化学工业出版社,2007.9.
[2]胡正寰,华林.零件轧制成形技术 [M].北京:化学工业出版社,2010.2.
[3]张庆生.螺旋孔型斜轧工艺 [M].北京:机械工业出版社,1985.
[4]双远华,梁爱生.钢管生产技术问答 [M].北京:化学工业出版社,2009.
Design and experimental development of three-roll screw groove rolling m ill
ZENG Shi-jin,ZHU Xu
(Guangdong Tube&Rod Technology Co.,Ltd.,Shunde 528311,China)
The compositions and the design ideas of a new type three-roll screw rollingmill are described.The mill is composed of roller device,work stand,roller screwdown device,phase-angle adjustingmechanism,axial adjustingmechanism and feed angle adjusting mechanism,etc.The manufacturing and testing process of a prototype are elaborated.Compared with the traditional equipments,ithas high production efficiency andmaterial utilization rate.It is suitable formass production of ring parts like blanks of bearing rings.
helical rolling;skew rolling with spiral groove;blank of bearing ring
TG376.2
A
1001-196X(2012)05-0010-04
2012-07-25;
2012-08-21
曾时金(1983-),男,硕士,广东冠帮科技有限公司工程师。
猜你喜欢
山东冶金(2022年4期)2022-09-14
护理研究(2022年8期)2022-05-19
新疆钢铁(2021年1期)2021-10-14
河南医学研究(2020年27期)2020-10-18
重型机械(2020年3期)2020-08-24
重型机械(2020年2期)2020-07-24
中国金属通报(2020年14期)2020-04-22
中国钼业(2019年4期)2019-08-29
商情(2017年38期)2017-11-28
北京航空航天大学学报(2017年10期)2017-04-20
