新型多线切割机张力控制系统研究
2012-09-16 13:23:10姜家宏陈学森丁鹏刚
电子工业专用设备 2012年10期
姜家宏,陈学森,丁鹏刚
(中国电子科技集团公司第四十五研究所,北京, 101601)
近年来,随着集成电路和太阳能光伏产业的飞速发展,用于对单晶硅、多晶硅、蓝宝石等硬脆材料进行前期高效率,高精度,低成本加工的多线切割技术一直受到国内外的关注。多线切割技术不仅能够降低硅片的制造成本,满足硅片直径大,超薄厚度的发展趋势,而且加工后的硅片在弯曲度、翘曲度、平行度、晶片表面粗糙度等各项指标均优于传统的硅片加工技术,目前已成为硅材料切割加工领域的主流技术。多线切割技术原理是一种通过金属丝的高速往复运动把磨料带入硬脆材料加工区域进行研磨,最终把待切割材料切割成薄片的一种新型的加工方法[1,2]。
在多线切割机走线过程中,准确控制张力值,减小张力波动既能保证切割过程中不断线,又能提高切割材料成片率,提高设备的可靠性。因此,对多线切割机张力控制系统进行研究,掌握切割过程中张力变化的特点及控制方法,具有十分重要的意义[3]。
1 多线切割机加工机理
多线切割机主要由收放线轮系统,恒张力控制系统,横移架布线系统,加工主辊线网组,工作台进给系统及砂浆切削液供给系统参与硅片的成型加工。图1为多线切割机加工机理示意图,其中左半部分为放线系统,右半部分为收线系统,中间部分为切割加工组网。
首先放线辊上缠有满足切割要求的一定规格钢丝线,工作时,钢丝线由放线辊释放,经过横移架布线系统,导向轮系走到放线端的张力臂,然后
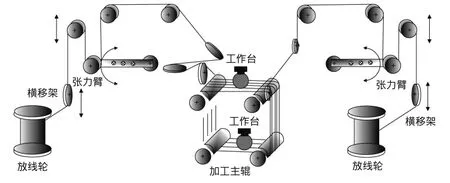
图1 多线切割机加工机理示意图
再经过导向轮系导入四个加工主辊。进入加工主辊后,钢丝线均匀地排布在刻有一定间隔的主辊槽内,整齐排列的钢丝线组成了切割面,钢丝线又由导向轮系导出加工辊组,走过收线端张力臂,最后再经过导向轮系进入收线辊。四个加工主辊由两台电机同步驱动,从而带动切割组网按一定的速度正常运行。同时将放置多晶硅锭的工作台由电机驱动,经减速器匀速向下运动,与此同时,砂浆供应站提供一定黏度的砂浆,切削液均匀地喷洒在主辊钢丝组网上,在每一根钢丝线上形成均匀的砂浆薄膜,最终实现对多晶硅锭的均匀切削。
2 多线切割机总体控制方案
多线切割机属于高速精密机床,为了保证材料的切割精度,要求多台电机在工作过程中具有高度协调同步性,这对于控制系统的控制精度提出了更高的标准,因此,本新型多线切割机采用西门子PLC+运动控制模块同时驱动多台电机同时工作,采用高分辨率的保盟编码器对钢丝线张力值实时在线监测、反馈,实现本系统的闭环控制。传统的张力臂采用电机驱动,电机控制时张力突变大,反应不灵敏。本方案中采用气缸驱动张力臂,控制时缓冲力强,柔性好,张力无突变。具体控制框图如图2所示。
由图2可见,整个控制系统的核心为PLC+运动控制模块。通过数模转化,同时实现对多台伺服电机驱动。多线切割机在工作过程中,收放线轮电机与加工主辊电机速度不一致导致速度差使得张力臂发生偏转,通过安装编码器将偏转信号反馈PLC,PLC收到反馈信号后与理论值做比较,并在下一个扫描周期输出,控制收放线轮速度,从而保证设备正常运行。
如果加工过程中钢丝线的张力过大,走线系统则会断线,导致整个加工系统中断,影响加工出片率;钢丝线张力过小,则会引起钢丝线的低频振动,影响硅片的表面质量。因此,恒张力控制技术是切割成片率的核心技术。我们有必要对张力控制系统做进一步研究,掌握切割过程中张力变化的特点及控制方法。
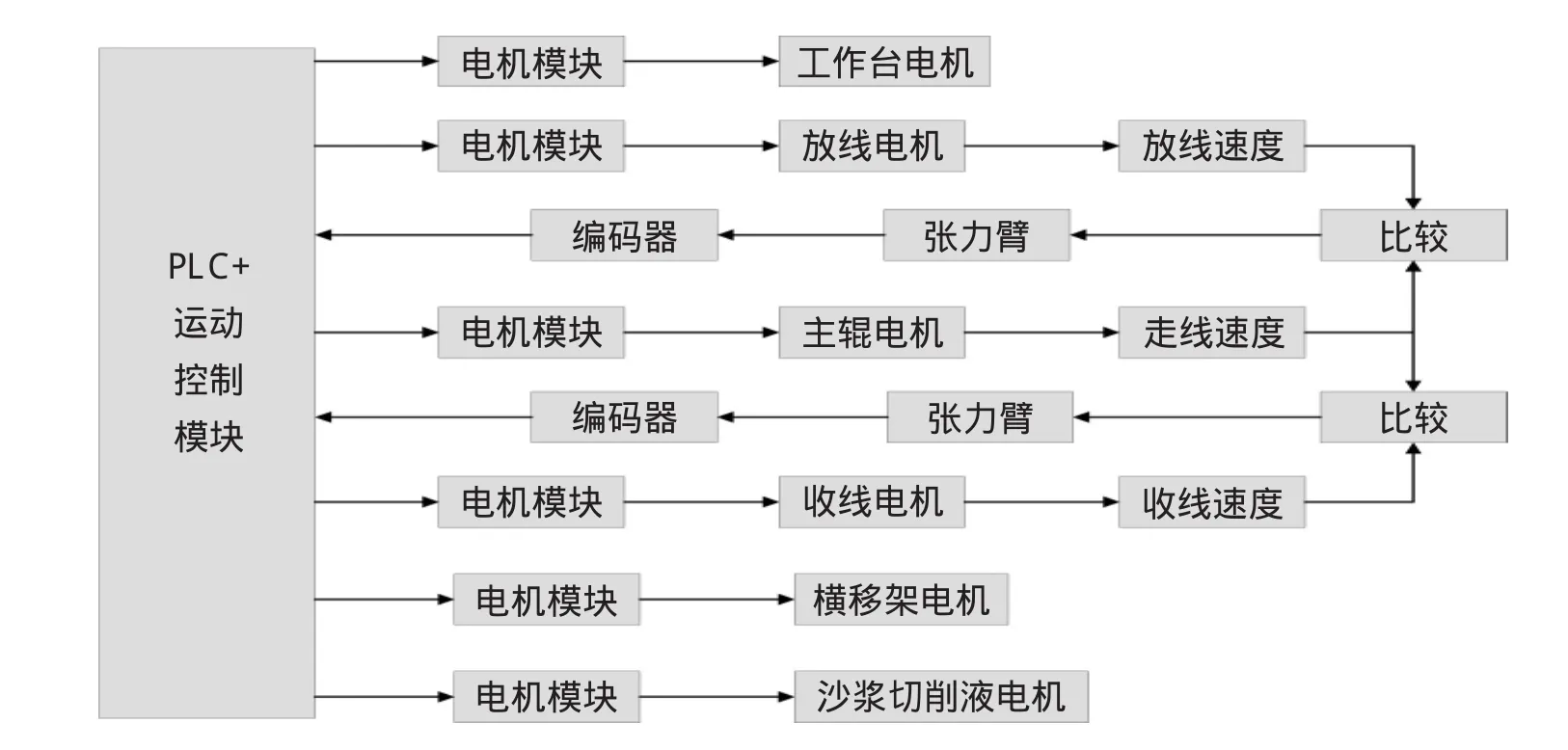
图2 控制系统总体框图
3 多线切割机张力控制系统研究
上述介绍了多线切割机的加工机理及总体控制方案设计。控制方案的前提就是要正确分析整个工艺工程,建立控制系统的理论模型,这样既能够从理论上深入分析整个系统,找出最优方案;而且能够缩短后续工艺试验周期,降低成本,提高效率。
由图1可见,以4个加工主辊为界限,左侧放线系统与右侧收线系统运动学原理相同,因此,选取放线系统端的张力臂作为研究对象,得出的理论模型同样适用于收线系统。张力臂机械结构见图3。
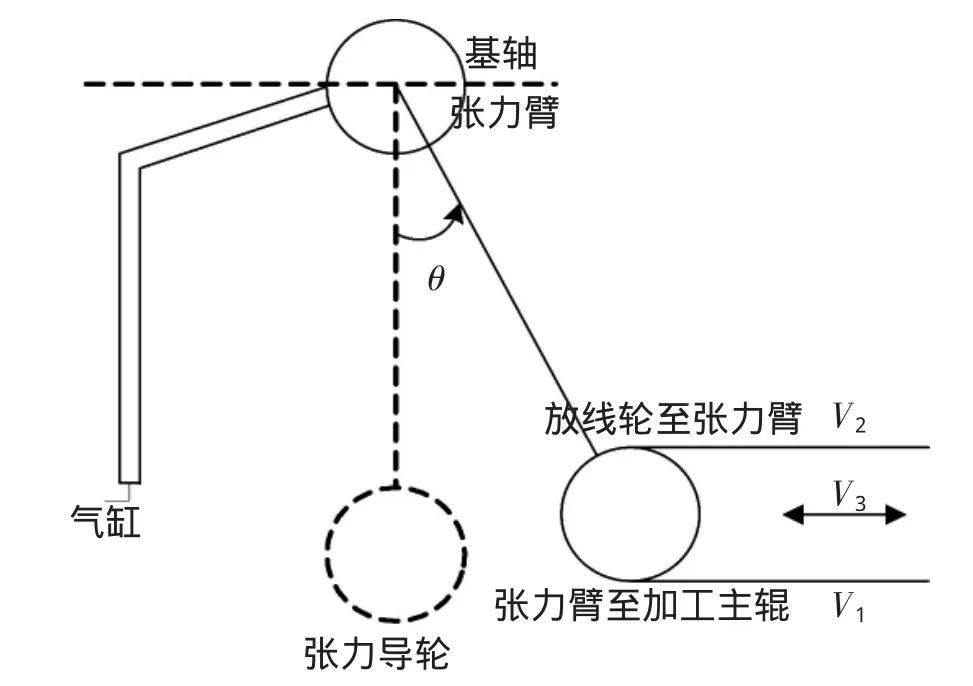
图3 张力臂机械结构
由图3可得:

式中:
V3为张力臂的线速度;
L—张力臂长;
W3—为张力臂的角速度;
V1为加工主辊主电机的线速度;
V2为放线轮的线速度。
忽略摩擦力,当张力臂转过微小角度θ时,可得张力臂运动学力矩平衡方程:

式中:
T为钢丝线的张力;
J为张力臂的转动惯量;
G为张力臂重力;
θ为张力臂转动的角度;
M为气缸相对于回转轴中心的转矩。
式(2)变形后可得:

由式(3)可知,工作时气缸恒压控制,张力臂质量,臂长及转动惯量一旦优化设计后不再改变,只有转角θ变化与张力T大小密切相关。
又由:

式中:R1为加工主辊半径;W1为加工主辊的线速度;
R2为放线轮半径;W2为放线轮的线速度。
将式(4)式(5)代入式(1)中变形可得:

在一定扫描周期T内,对式(6)两边取积分可得:
式(6)表明张力臂角速度W3是放线轮与加工主辊的速度同步跟随误差,式(8)表明张力臂角位移θ反映的是放线轮与加工主辊在整个走线过程中速度同步跟随误差的积分,即速度同步跟随的累积误差。
因此,通过在张力臂的转动轴上安装编码器反馈角位移的变化量,进一步控制放线轮的电机转速,保证放线轮与加工主辊的速度同步跟随控制。具体过程为:当编码器反馈的角位移值大于零时,表明放线轮的线速度慢于加工主辊的线速度,因此需要放线轮电机加速来减小速度差,使张力臂回到平衡位置;当编码器反馈的角位移值小于零时,表明放线轮的线速度快于加工主辊的线速度,因此需要放线轮电机减速来减小速度差,使张力臂回到平衡位置。
图4为多线切割机控制系统运动学模型,由于在放线的过程中,放线轮直径实时变化,所以,放线轮线速度V2与反馈的角位移θ需要用PID控制器表达二者之间的函数关系,从而保证放线轮与加工主辊之间的速度同步控制。

图4 多线切割机运动学模型
4 结 论
通过开展多线切割机的工艺试验,得出了以下结论:采用高分辨率的编码器对张力臂角度变化值进行实时监测,可以有效地保证收放线轮与加工主辊之间的速度同步控制。实现多线切割机恒张力控制,提高切割材料的成片率,设备的可靠性。本文的研究成果对其它领域的张力控制具有一定的参考价值。
:
[1]贺敬良,杜开勋,王学军.高速线切割系统张力控制研究[J].制造业自动化,2011,33(9):6-13.
[2]蒋近,戴瑜兴,彭思齐.多线切割机控制系统的研制[J].机械工程学报,2010,21(15):1780-1783.
[3]蒋近,戴瑜兴,郜克存,等.多线切割机走线系统的张力控制[J].机械工程学报,2011,47(5):183-187.
猜你喜欢
中国机械工程(2023年17期)2023-09-19 06:46:22
农业装备与车辆工程(2022年4期)2022-10-31 10:21:48
星星·散文诗(2022年34期)2022-09-03 09:23:43
电子测试(2018年14期)2018-09-26 06:04:56
山东工业技术(2018年5期)2018-03-10 08:28:23
电子制作(2017年23期)2017-02-02 07:17:11
科技创新与应用(2016年34期)2016-12-23 15:59:26
新高考·高一物理(2016年3期)2016-05-18 02:59:14
通信电源技术(2016年6期)2016-04-20 06:21:23
设备管理与维修(2016年6期)2016-04-09 14:49:47