
面向熔射制模的快速制造粘土原型试验研究*
2012-09-12 07:46张海鸥刘平安
组合机床与自动化加工技术 2012年11期
孟 飞,张海鸥,刘平安
(1.华中科技大学 机械科学与工程学院,武汉 430074;2.华东交通大学 机电工程学院,南昌 330017)
面向熔射制模的快速制造粘土原型试验研究*
孟 飞1,2,张海鸥1,刘平安2
(1.华中科技大学 机械科学与工程学院,武汉 430074;2.华东交通大学 机电工程学院,南昌 330017)
针对等离子熔射制模技术中耐高温原型制造问题,该研究选用传统耐高温材料粘土做为原材料,采用干燥工艺使得粘土毛坯适合机加工和夹持,同时采用数控机床的传统铣削方法制造耐高温原型,减少了旧工艺中翻制原型工艺流程长和精度丢失等弊端。选用沙发模型做为耐高温原型的例子进行了粗加工、精加工的仿真和加工实验,原型表面精度达到1μm。符合熔射制模要求,证明该工艺路线可行。
熔射制模;耐高温原型;铣削加工;实验研究
0 引言
等离子熔射制造模具(Rapid Plasma Spray Tooling,RPST)是快速制造模具技术的一种,因其几乎不受制模材料和尺寸大小限制,尺寸及表面精度高于铸造和烧结法、制模时间和成本远少于和低于电铸法而受到国内外关注[1-2]。其工艺就是在快速原型(或过渡基模)表面上运用等离子喷涂方法喷涂金属粉末形成金属壳层,然后通过一些后处理工序能够很快制造出金属模具,可广泛用于注塑模、汽车覆盖件拉延模等模具的制造[3-4]。
传统的制造耐高温熔射原型方法通常是通过干压粉末,或者通过硅胶模翻制耐高温熔射原型,以及快速原型系统制造[5-7]。以上制造的原型方法及烧结引起的原型收缩,都将导致原型精度低且不好控制,烧结陶瓷的加工需要大量的时间和能源消耗。此外,它还通常需要特定的设备,如钻石刀具,这类设备非常昂贵,而且生产成本占陶瓷零件的80%[7-8]。
针对上述问题,为了获得高质量的原型,本文选用可烧结为耐高温原型的粘土作为加工材料。高温焙烧后的粘土原型是优良的耐高温材料,这一特性符合熔射制模技术要求。粘土作为制造陶瓷的一种传统材料,在我国大量存在,资源丰富、价格低廉,同时采用传统的铣削加工能获得好的原型精度。但是自然状态的粘土含水量大、质地软,不易成型,且毛坯装夹困难,切屑粘刀、排屑不畅等一系列问题[9],导致这类研究很少。因此本文从粘土干燥,高速钢刀具铣削加工性能,耐高温熔射原型加工实验等方面展开研究。
1 实验
为了满足熔射快速制造金属模具工艺的需要,陶瓷坯料首先要满足一定的机加工性,同时还必须满足后续等离子喷涂工艺的要求。因此,确定制造原型的材料就成为本工艺是否可行的关键。对多种传统陶瓷骨料如陶瓷粉、粘土、膨润土、陶土等进行成型实验研究以寻找具有合适加工性能和强度的陶瓷坯料。实验结果表明,粘土坯料具有较好的成型性和机加工特性以及廉价性,同时也能满足后续等离子熔射成形的需要。
1.1 干燥实验
软质粘土从景德镇采购,天然粘土含水量约15%,粉料粒度0.3~0.5μm,经过多次揉捏挤出体内气泡后初步制成毛坯,由于粘土含水率比较大,比较松软,根本不能进行夹持,而且加工时候粘土会粘刀和不易排屑,这样使得加工不能正常进行。所以必须放进加热炉中烘干,经过5℃/min升温到50℃后保温,然后再升温到80℃再保温3个小时后,粘土的自由水基本蒸发,同时避免粘土原型在干燥过程中开裂。达到粘土可加工且易排屑的效果,而且毛坯装夹力度达到3Mpa,可以夹持。这样得到可以进行数控加工的毛坯。经过多次实验后得到如图1所示的干燥制度。干燥前和干燥后效果如图2,3所示。

图1 粘土原型干燥温度制度

图2 毛坯成形
图3 毛坯烘干
1.2 加工实验
1.2.1 建立模型
选取如图4所示的陶瓷工艺品沙发模型进行加工实验。模型尺寸是80mm×80mm×40mm。该形状较复杂,有斜面,圆角,圆弧等特征。本研究使用Pro/E为主要三维设计软件,其中Pro/E CAM模块为加工制造模块,功能强大,可以实现对复杂零件的加工。
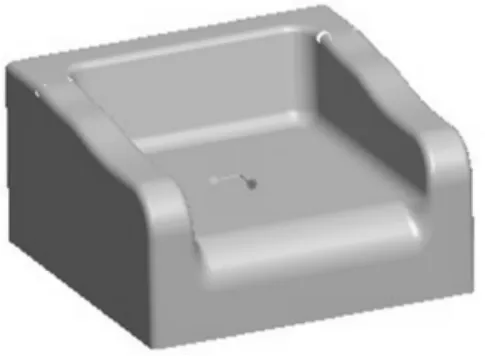
图4 沙发模型
沙发模型的加工流程基本如图5所示。
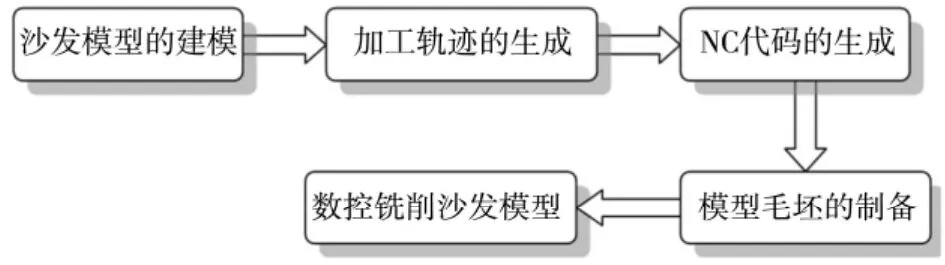
图5 加工流程图
1.2.2 加工仿真
根据沙发模型的形状尺寸、加工质量要求以及粘土加工工艺特点设置合适的加工参数(如加工方式、加工区域、刀具参数、加工余量和轨迹间距等),分别生成粗加工和精加工加工刀轨,如图6和图7所示。最后仿真如图8所示。加工刀轨生成后通过后处理输出NC代码,作为数控加工轨迹文件的源文件。

图6 粗加工刀轨

图7 精加工刀轨
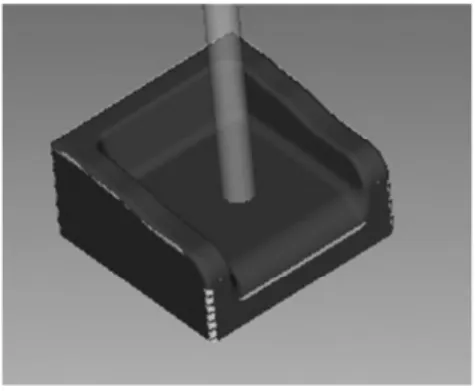
图8 加工过程仿真
1.2.3 加工实验
开始沙发模型的加工,由于粘土毛坯尺寸精度直接影响到后续模具的精度,为了保证尺寸精度,加工前需要毛坯上平面进行加工。加工过程包括毛坯上表面铣削、粗加工、精加工,刀具选择φ12端铣刀和φ8球头铣刀。通过单因素(转速,进给速度及切深)和正交实验,获得优化的加工参数如表1。另外考虑到烘干过程模型尺寸收缩、加工过程夹持、毛坯的铣削等许多因素得到毛坯的尺寸是80mm×8mm×40mm。
根据上述参数开始加工粘土毛坯,如图9所示为毛坯加工。

图9 粘土毛坯加工
2 结果讨论
(1)在加工过程中,粘土中的水分会散失,会导致粘土间的结合力降低,出现局部崩豁影响加工效果。在加工过程中,也可以喷点水雾保持粘土的湿度。同时允许切屑堆积在原型表面,这样可以对原型起保湿作用,最后切屑排出的方式是通过压缩空气的喷枪吹走。
(2)如图10所示为最终加工出的粘土模型。可看出原型形貌基本加工到位,表面形状特征明显,无过切现象,表面基本光滑,加工效果较好,加工表面只有少量微小孔隙。另外沙发模型两侧面有少许特征损坏,是因为干燥后的粘土属于脆性材料,出现了装夹不紧,所以在加工过程中毛坯出现松动,导致刀具刮伤模型。这样就有必要再毛坯的装夹时,加具两边加橡胶块,通过橡胶的收缩夹紧粘土原型,如图11所示。
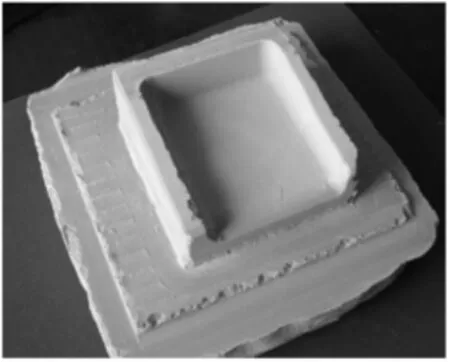
图10 沙发粘土原型

图11 毛坯固定装夹装置

图12 精加工后原型金相
(3)加工后原型在100倍下的金相显微镜中观察得到如图所示图样,发现粘土原型表面基本光滑,刀痕均匀。用双管显微镜测得加工后的表面粗糙度Rz达到1.01μm。
3 结束语
本研究的目的是快速制造等离子熔射制模技术中的耐高温原型,经研究证明选用传统耐高温材料粘土做为原材料,采用适当干燥工艺使得粘土毛坯适合机加工和夹持,然后进行数控机床的传统铣削制造耐高温原型可行,减少了旧工艺中翻制原型工艺流程长和精度丢失等弊端。选用沙发模型做为例子进行了粗加工、精加工的仿真和加工实验,原型表面光滑,表面粗糙度1μm左右,符合熔射制模要求。该工艺不需要快速原型设备,且原材料价格低廉,切削力小,适合制造形状复杂的耐高温原型。
[1]张海鸥.直接原型熔射快速制造金属模具技术[M].2005年中国机械工程学会年会论文集,2005:140-144.
[2]王运赣.快速模具制造及其应用[M].武汉:华中科技大学出版社,2004.
[3]Antonio J,Pontes,Miguel P,Queirós,Pedro G.Martinho,etal.Experimental assessment of hybrid mould performance[J].International Journal of Advanced Manufacturing Technology.2010(50):441-448.
[4]李德元,张洪兵,张忠礼.电弧喷涂与RP原型技术结合的钢基模具制备方法[J].模具工业,2010,36(4):67-71.
[5]C.M.Cheah,C.K.Chua,C.W.Lee,etal.Rapid prototyping and tooling techniques:a review of applications for rapid investment casting[J].International Journal of Advanced Manufacturing Technology.2005(25):308-320.
[6]JamesR.Knirsch.Faster,Less Expensive Dies Using RSP Tooling[J].Journal of Materials Engineering and Performance.2007,16(4):432-439.
[7]S.H.Ng,J.B.Hull,J.L.Henshall.Machining of novel alumina/cyanoacrylate green ceramic compacts[J].Journal of Materials Processing Technology,2006(175):299-305.
[8]Andreas Pfrengle,Joachim R.Binder and Hans-Joachim Ritzhaupt-Kleissl[J].Optimizing Net-Shape Ceramics for Green Machining.Int.J.Appl.Ceram.Technol.2010,7(2):189-196.
[9]孟飞,张海鸥,王桂兰.基于机器人快速制造粘土类陶瓷原型工艺研究[J].组合机床与自动化加工技术,2011(11):70-72,76.
Experimental Study of Rapid Manufacturing Clay Prototype for Spray Molding
MENG Fei1,2,ZHANG Hai-ou1,LIU Ping-an2
(1.School of Mechanical Science& Engineering,Huazhong University of Science and Technology,Wuhan 430074,China;2.School of Mechanical and Electrical Engineering Departments,East China Jiaotong University,Nanchang 330017,China)
Focus on manufacturing problems of high-temperature prototyping in plasma spray tooling technology,in this study,the traditional high-temperature materials clay was chosen as raw material,the drying process makes the clay blanks suitable for machining and clamping,high-temperature prototype was manufactured by the conventional milling of CNC machine tools,reducing the drawbacks of the old process length and loss of accuracy in reproduction of the prototype.The sofa model was selected as a high-temperature prototype example,it was simulated in a roughing,finishing machining and processed,surface accuracy of the prototype was 1μm.This was in line with the melting shot molding requirements,and that the process route was feasible.
spray molding;high-temperature prototype;milling machining;experimental study
TH16;TG65
A
1001-2265(2012)11-0050-03
2012-07-27;
2012-08-20
国家自然科学基金资助项目(43007402)
孟飞(1975—),男,南昌人,华中科技大学机械科学与工程学院博士研究生,华东交通大学机电工程学院讲师,研究方向为工业机器人加工技术及快速制造原型技术;(E-mail)mengfei2003@ecjtu.jx.cn。
(编辑 李秀敏)
猜你喜欢
化学工业与工程(2022年1期)2022-03-29
陶瓷学报(2021年4期)2021-10-14
军事文摘(2020年24期)2020-11-29
制造技术与机床(2019年9期)2019-09-10
广东第二课堂·小学(2018年3期)2018-04-14
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年18期)2016-09-19
创新作文(1-2年级)(2015年5期)2015-07-18
创新作文(1-2年级)(2015年2期)2015-04-08
食品工业科技(2014年23期)2014-03-11
