
基于H∞反馈的直接驱动XY平台切向轮廓控制设计*
2012-09-12 07:46王丽梅
组合机床与自动化加工技术 2012年2期
王丽梅,林 淑,郑 浩
(沈阳工业大学电气工程学院,沈阳 110870)
基于H∞反馈的直接驱动XY平台切向轮廓控制设计*
王丽梅,林 淑,郑 浩
(沈阳工业大学电气工程学院,沈阳 110870)
为了提高XY平台的轮廓加工精度,在分析系统轮廓误差的基础上,提出将H∞速度反馈控制器和切向-轮廓控制器(TCC)相结合的控制策略。在速度环内采用H∞鲁棒控制理论设计反馈控制器,在具有模型摄动及外部干扰的情况下,保证了闭环系统的鲁棒稳定性和鲁棒性能,TCC使得XY平台之间的耦合作用消除,且轮廓控制器设计变得更加直接和简单。单轴系统采用IP(积分-比例)控制与速度前馈控制相结合的复合控制器。仿真结果表明所设计控制系统在保证具有较好的跟踪性能、鲁棒性能的同时轮廓精度大大提高。
XY平台;轮廓误差;H∞控制;切向-轮廓控制;IP控制
0 引言
数控机床正在向精密、高速、复合化的方向发展。具有代表性的XY二维直线电机平台系统,以其快速的响应、准确的定位和高可靠性广泛应用于高速自动化加工设备等领域[1]。在直线电机直接驱动XY平台的机械加工中负载扰动、进给系统的机械延迟等因素对XY平台的轮廓加工精度产生较大影响[2]。因此在进给速度不断提高的过程中,同时提高跟踪过程的轮廓误差精度已经成为现今亟待研究和解决的问题之一。
为提高XY平台系统的轮廓加工精度,许多研究方法侧重于设计单轴控制器以减小单轴的跟踪误差,进而减小整个系统的轮廓误差[3]。Koren首先提出了交叉耦合控制(Cross-coupled Control,CCC)以减小轮廓误差的思想,但其分析与设计都局限于使用线性的轮廓误差[4]。Su与Cheng提出的实时位置补偿控制方法很好地改善了单轴跟踪精度和轮廓误差精度,但对于外在扰动的抑制能力较弱[5]。文献[6]提出了切线-轮廓控制方案,使得轮廓控制器设计更加简单直接,但是系统的鲁棒性较弱。在要求高精度的伺服系统中,必须考虑更多的摄动与扰动等不确定因素对系统的影响。文献[7]进行了直线永磁同步电机位置控制器H∞鲁棒性能设计,确保了控制系统的鲁棒性能。
针对高精度XY平台伺服系统,采用H∞速度反馈控制器和切向-轮廓控制器(TCC)相结合的控制策略对两轴的运动进行解耦控制,提高鲁棒性能。在单轴上,用带速度前馈的IP控制器结构,保证了系统响应的快速特性,实现跟踪精度与轮廓精度的同时提高。
1 XY平台及轮廓误差分析
1.1 数学模型
直线电机XY平台的每个轴分别采用PMLSM驱动。PMLSM的机械运动方程为:

其中,iq为q轴上的定子电流;B为粘滞摩擦系数;Fe为电磁推力;Fl为负载阻力;Kf为推力系数;M为动子及所带负载的总质量;x为动子位移,v=˙x为动子速度。令iq为输入量,v为输出,则被控对象模型的传递函数为:

令u=iq是控制输入,则基于PMLSM的数学模型,XY平台系统的简化动态模型为:

1.2 轮廓误差分析
直线电机XY平台由两台直线电机直接驱动轴向相互垂直的XY两轴平面运动平台,以完成精密轨迹运动。以XY平台为研究对象,建立圆形轮廓模型如图1所示。

图1 轮廓误差模型
图1中L为刀具的期望轨迹,e为位置跟踪误差,即刀具的实际位位置与指定位置之间的距离,跟踪误差沿着机床的各个坐标轴的分量用ex和ey表示,ex和ey分别为X、Y轴的跟踪误差,R为期望位置,P为实际位置,et为切向误差,ec为轮廓误差,即刀具的实际位置到期望轨迹的最短距离。
2 XY平台控制器设计
2.1 H∞速度反馈控制器设计
在XY平台控制系统中,系统将受到参数变化、负载扰动、摩擦力等不确定性因素的影响。为了减小或消除PMLSM存在的负载扰动对系统鲁棒性的影响,在速度环内设计H∞反馈控制器,使实际被控对象的输出趋近于标称被控对象的输出。为设计H∞反馈控制器,根据PMLSM画出了广义系统的框图如图2所示。图中的1/s是根据内模原理,为保证扰动对控制误差的影响趋向于零而引入的积分环节[8]。
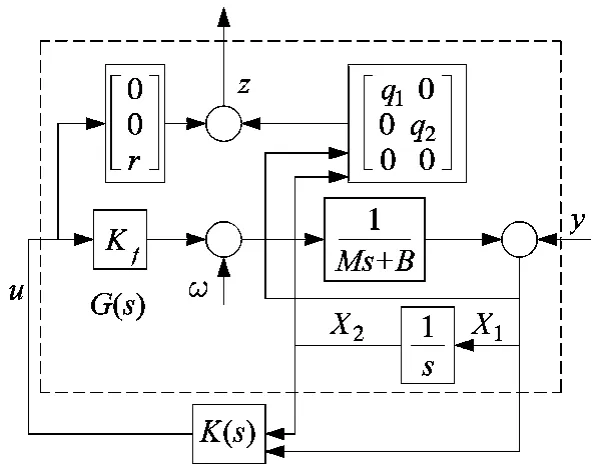
图2 广义系统的框图
X1和X2为选取的状态变量,X1为标称被控对象与实际被控对象的速度输出误差,X2为该误差的积分项,ω为干扰信号,u为控制输入信号,z为评价信号,在其选取中,状态变量和控制量的加权是相互独立的。其中控制量是为了限制过大的驱动信号,加权系数q1>0,q2>0用来调整允许误差量。G(s)为增广被控对象,它包括被控对象和为了指标而设定的加权函数等;K(s)为控制器且K=[K1K2]。
依据PMLSM运动方程可写出增广被控对象的状态空间方程为:

其中,δ1(t),δ2(t)分别为系统中B/M和1/M的不确定摄动参数。为充分考虑扰动的影响,ω项的系数取摄动范围内的最大值,则可将问题归结为如下的H∞鲁棒性能准则设计问题:
设具有参数摄动及外部扰动的被控对象如下:

其中,A,B1,B2,C,D 是已知标称阵,ΔA 和 ΔB表示摄动阵,并且ΔA和ΔB满足:


对于给定被控对象(5),当 DΤ[D C]=[I 0]且存在标量λ >0,使得Riccati不等式:
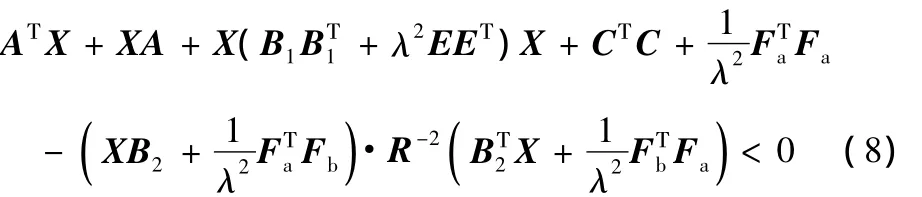
有正定解X > 0,其中R2=I+ λ-2FΤbFb,则状态反馈控制器为:

控制输入为u=Kx,K=[K1K2],使得闭环系统满足H∞鲁棒性能准则:对于任意的Q∈Ω,闭环系统内部稳定;ω 到z的传函Tzω(s)满足 ‖Tzω(s)‖ < 1。
假设摄动最大值已知,即|δ1(t)|≤σ1,|δ2(t)|≤ σ2,且 σ1> 0,σ2> 0为已知常数,取
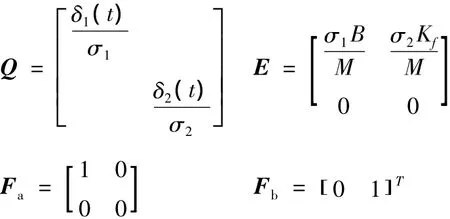
则有Q∈ Ω 且 ΔA和 ΔB满足式(7)。利用MATLAB求解式(8)、(9)即可求得需要的控制器K。
2.2 TCC设计
传统的轮廓控制方法旨在独立的补偿各个轴的跟踪误差,但是不同轴之间的耦合作用降低了传统方法的性能。通过坐标变换,定义在X-Y坐标系统下的轮廓误差能被转变成为T-C坐标系统下的切向误差向量和轮廓误差向量。因为轮廓误差向量和切向误差向量是正交的,即解耦,这样就可以单独的设计切向误差和轮廓误差。
由图1可知,通过坐标变换矩阵,可以推出:

由式(10),可进一步简化为:

其中,ε= [ εcεt]T和e= [ exey]T,变换矩阵 Φ是正交、连续和可微的。
由式(11),可以推出:

对于XY平台轮廓控制系统,系统运动误差动态方程表示如下:


进一步可以表示为:

则假设:

将式(16)(17)带入式(15),可得:

(1)切向控制器设计
考虑式(18)的切向动态并设计切向控制律ut为:

将式(19)带入式(18)可得:

切向控制器设计的目标是选择适当的PD增益满足系统的性能指标。
(2)轮廓控制器设计
考虑式(18)的轮廓动态并设计轮廓控制率uc为:

将式(21)带入式(18)可得:

轮廓控制器设计的目标是选择适当的PID参数来满足XY平台的性能指标。
基于H∞反馈的直接驱动XY平台切向-轮廓控制框图如图3所示。
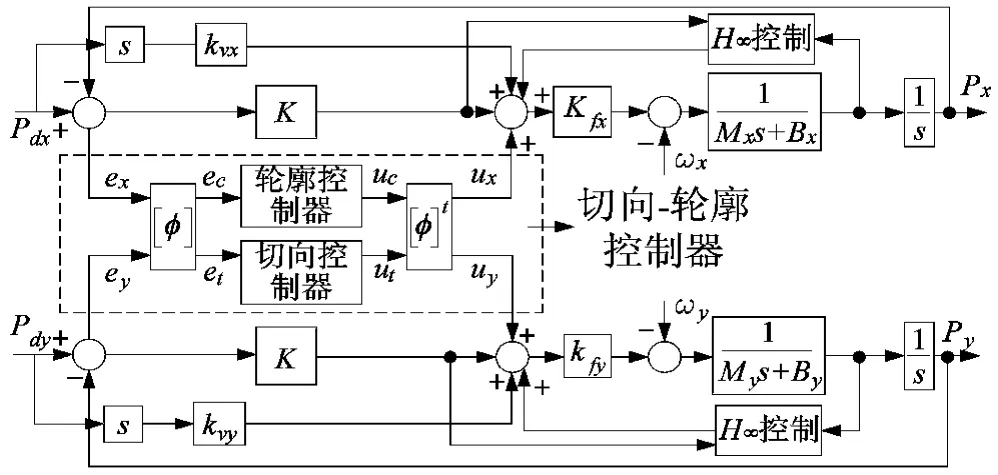
图3 基于H∞反馈的直接驱动XY平台切向-轮廓控制框图
2.3 单轴IP位置控制器设计
在实际的XY平台运行中,单独的TCC可能不能满足系统的高性能要求。因此,在单轴上采用速度前馈控制器和IP控制器相结合的复合控制方案来实现系统的跟踪特性和削弱延迟特性。如图4所示。

图4 IP位置前馈控制器框图
由图4可知速度回路的传递函数为:

以扰动为输入的速度环传递函数为:

由(23)式知,增大积分增益ki可提高系统的响应速度,同时(24)式的分母也随之增大,即可增强扰动抑止能力。
为补偿时间延时对系统跟踪精度的影响,加入速度前馈控制器,尽量降低系统输出响应与输入命令之间的延迟效应。
未加入速度前馈时,系统的传递函数为:

加入速度前馈后的传递函数为:

可以看出,加入速度前馈控制器相当于增加了一个零点,从而增加频宽,提高系统的响应速度。
3 仿真结果及分析
本文采用日本Yokogawa LM110系列直线电机驱动XY平台进行仿真研究。表1给出了X、Y轴电机参数。

表1 电机参数
X、Y两轴位置输入指令分别为 xd(t)=0.06sin2πtm,yd(t)=0.06cos2πtm,即输入指令轨迹为圆。采用MATLABSimulink7.0进行仿真,采样周期为0.0001s。
经过多次实验后选取适当的切向-轮廓控制器参数为kvt=50.5,kpt=1500,kvc=70,kic=15,kpc=1050,根据实际参数摄动,选取B/M和1/M的不确定摄动参数最大值为σ1=0.25,σ2=0.125,反复试选加权系数得到 q1=50,q2=500,λ =3.1,根据式(26)(27)通过MATLAB求得H∞控制器为[K1xK1y]=[K2xK2y]=[72 70]。在2.3s时向各轴突加200N的扰动,X、Y轴的IP位置前馈控制器参数为kp1x=235.492,kp1y=150,ki1x=6000,ki1y=5000,kp2x=37.8,kp2y=25,kvx=1,kvy=1。
图5、图6分别为在2.3s时向各轴突加200N的扰动时,XY平台的指令输入与实际输出轨迹曲线,以及X、Y轴的位置误差曲线。
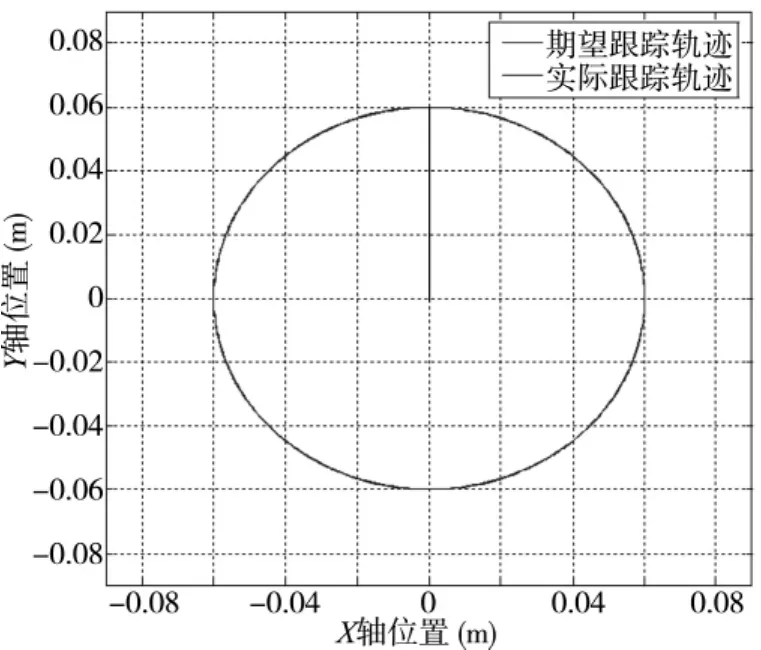
图5 圆指令轨迹与输出轨迹
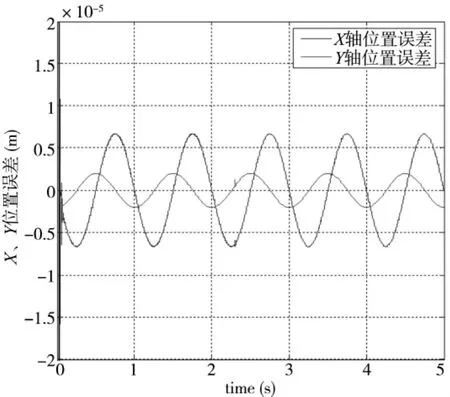
图6 X、Y轴位置误差曲线
由图5、6可以看出在基于H∞反馈的直接驱动XY平台切向-轮廓控制作用下,输出轨迹与指令轨迹基本重合,且均能保证X、Y轴具有良好的鲁棒性与跟踪精度。
图7、8为在2.3s时向各轴突加200N的扰动时,XY平台的轮廓误差曲线和切向误差曲线,仿真结果表明在基于H∞反馈的直接驱动XY平台切向-轮廓控制作用下,其实际轮廓误差在0μm ~1.5μm之间,与文献[9]基于轮廓误差向量估计的交叉耦合控制下的轮廓误差5×10-3m和文献[10]基于坐标变换的轮廓控制下的轮廓误差4×10-4m相比,XY平台系统轮廓加工精度大大提高,同时保证了较好的鲁棒性。

图7 圆轨迹轮廓误差曲线

图8 圆轨迹切线误差曲线
4 结论
针对高精度工件的轮廓加工,采用本文所提出的基于H∞反馈的直接驱动XY平台切向-轮廓控制方法有效地减小了轮廓误差。运用TCC消除了各轴间的耦合作用,可以单独的设计切向控制器和轮廓控制器,有效的改善了系统的动态性能,运用H∞反馈控制有效地克服了系统的不确定性和外部扰动对XY平台的影响。采用IP位置前馈控制增加了系统的跟踪特性和响应速度。仿真结果表明所设计控制系统在保证鲁棒性的同时有效地提高了直线电机XY平台的轮廓加工精度。
[1]郭庆鼎,王成元,周美文,等.直线交流伺服系统的精密控制技术[M].北京:机械工业出版社,2000.
[2]王广炎,张润孝,帅梅,等.数控机床的轮廓误差的控制[J]. 机床与液压,1999(6):59-61.
[3]Zugen Yan,Lining Sun,Bo Huang.Research of a Novel XY-table Based on Error Compensation[J].Processings of the IEEE International Conference on Mechatronics&Automation.Niagara Falls,Canada.July 2005:61-64.
[4]王波,梁迎春,董申.超精密机床模糊轮廓控制技术研究[J]. 哈尔滨工业大学学报,2005,37(6):830-832.
[5]Su K H,Cheng M Y.Contouring accuracy improvement using cross-coupled control and position error compensator[J].International Journal of Machine Tools and Manufacture,2008,48(3):1444-1435.
[6]C.C.Lo and C.Y.Chung,“Tangential—contouring controller for biaxial motion control,”Trans.ASME,J.Dyn.Syst.Meas.Control,1999,121(1):126-129.
[7]傅建国,郭庆鼎,唐光谱.直线永磁同步伺服电机位置控制器 H∞鲁棒性能设计[J].电工技术学报,2001,16(3):16-19.
[8]王恩平,秦华淑,王世林.线性控制系统理论引论[M].济南:山东科技出版社,1991.
[9]Syh-Shiuh Yeh,Pau-Lo Hsu.Estimation of the contouring error vector for the cross-coupled control design[J].IEEE/ASME Trans.on Mechatronics,MARCH 2002,7(1):44-51.
[10]Ming-Yang Cheng,Cheng-Chien Lee.Motion controller design for contour-following tasks based on real-time contour error estimation [J].IEEE Trans.on Industrial Electronics,2007,54(3):1686-1695.
Design of Tangential-Contouring Control for Direct Drive XY Table Based on H∞Feedback
WANG Li-mei,LIN Shu,ZHENG Hao
(School of Electrical Engineering,Shenyang University of Technology,Shenyang 110870,China)
To improve the contour machining precision of XY table,on the basis of analyzing the contour error of system,the control strategy combining H∞velocity feedback controller and tangential-contouring controller(TCC)was presented in the paper.The H∞control theory was used to design a feedback controller in order to guarantee robust stability and robust performance of the closed-loop system under the condition of model perturbation and external disturbance.TCC makes the coupling effect between XY table eliminate and design of contour controller become more direct and simple.A compound controller combining the IP(proportion-integration)control with speed feed-forward control was used for the single axis system.The simulation results show that the designed control system possesses good tracking performance,strong robustness and high contour accuracy.
XY table;contour error;H∞control;tangential-contouring control;IP control
TP273
A
1001-2265(2012)02-0058-05
2011-06-01
国家自然科学基金(51175349);辽宁省自然科学基金项目(20102165)
王丽梅(1969—),女,沈阳工业大学电气工程学院教授,博士生导师,主要研究方向为直线电机伺服控制、智能控制,(E-mail)wanglm677@126.com。
(编辑 李秀敏)
猜你喜欢
科技研究·理论版(2021年22期)2021-04-18
装备制造技术(2020年1期)2020-12-25
环球时报(2020-08-11)2020-08-11
农业机械学报(2020年2期)2020-03-09
制造技术与机床(2019年11期)2019-12-04
中华建设(2019年7期)2019-08-27
中国交通信息化(2017年4期)2017-06-06
电脑知识与技术(2016年28期)2016-12-21
舒适广告(2008年9期)2008-09-22
