
定向拉伸对PTFE/BaSO4复合材料性能和结构的影响
2012-09-11 02:03寇开昌张冬娜史海林卓龙海
中国塑料 2012年12期
高 攀,寇开昌,张冬娜,史海林,卓龙海
(西北工业的大学理学院应用化学系,陕西 西安710129)
0 前言
PTFE制品具有耐高温、抗酸碱、耐溶剂性和优良的电绝缘性、生物兼容性等特性,长期以来在国防、化工、机械、电子、医学等领域有重要的应用。但PTFE耐蠕变性差、回弹性差、易磨损等缺点也限制了其应用范围,所以近年来国内外研究人员一直致力于PTFE的改性工作[1-3]。目前解决PTFE耐蠕变性能差的最常用方法是向PTFE基体中加入各种硬质填料,比如BaSO4、实心玻璃微珠等[4-5]。BaSO4颗粒的硬度适中,以其为填料时复合材料表面光洁度良好,并且可以保持PTFE的耐化学腐蚀性,可开发出一系列性能优异的PTFE密封材料,如美国Garlock公司的GYLON系列产品。然而如果仅简单加入硫酸钡填料,材料的硬度增大,顺应贴合性能更差,不适合用作粗糙表面的密封材料和应用于具有高精度要求的表面密封。前期试验中发现当以一定速率拉伸PTFE/BaSO4复合材料后,材料表面变得柔韧,并且保持了其原有优良的耐化学腐蚀性,更适合做密封垫片材料。
本研究采用冷压成型和自由烧结的工艺制备PTFE/BaSO4复合材料,并对其以不同的拉伸倍率进行冷拉处理,得到具有不同密度的PTFE/BaSO4复合材料,然后进行压缩回复试验以及差示扫描量热分析和X射线衍射分析,研究不同拉伸倍率对PTFE/BaSO4复合材料压缩回复率以及PTFE基体晶态结构的影响。
1 实验部分
1.1 主要原料
PTFE,LUFS-4S-02,济南市三爱富氟化工有限责任公司;
BaSO4,粒径≤15μm,天津市耀华化学试剂有限责任公司。
1.2 主要设备及仪器
高剪切分散乳化机,FM200,上海弗鲁克机电设备有限公司;
平板硫化机,QLB-D400×400×2,西安机床附件厂;
比重/密度天平,MP5002,上海恒平科学仪器有限公司;
电子万能试验机,CMT3502,深圳市新三思计量技术有限公司;
场发射扫描电镜(SEM),Quanta 600FEG,美国FEI公司;
X射线衍射仪(XRD),X’Pert PRO MPD,荷兰PANalytical公司;
高温差示热分析仪(DSC),Q1000,美国TA公司。
1.3 样品制备
将BaSO4粉末按质量分数30%加入PTFE中,用丙酮浸润,然后用高剪切分散乳化机进行搅拌,使其混合均匀,除去水分和溶剂后冷压成型,然后在375℃下烧结制成规格70 mm×10 mm×2 mm的条形试样,室温下用电子万能试验机以10 mm/min的速率将试样沿纵向分别拉伸原长(标距部分)的0、30%、60%、90%、120%、150%,如图1所示,记作 FB-1、FB-2、FB-3、FB-4、FB-5、FB-6。

图1 样品拉伸示意图Fig.1 The size scheme of the samples
1.4 性能测试与结构表征
按GB/T 1033—1986中的浸渍法测量不同拉伸倍率处理的PTFE/BaSO4复合材料的密度;
按GB/T 20671.2—2006在微机控制电子万能试验机上对试样充分拉伸的部分进行压缩回复试验。初始载荷为22.2 N,主载荷为534 N,测试过程中,载荷施加、载荷保持、厚度读取均由与试验机相连的计算机程序控制。由计算机直接读取预加载时试样厚度(P),总载荷作用时试样厚度(M),试样回复厚度(R),并通过式(1)~(3)得到试样的压缩率、回弹率、弹性回复率。试样厚度变化如图2所示。
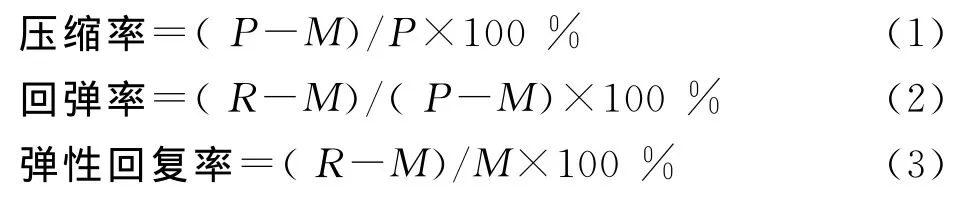
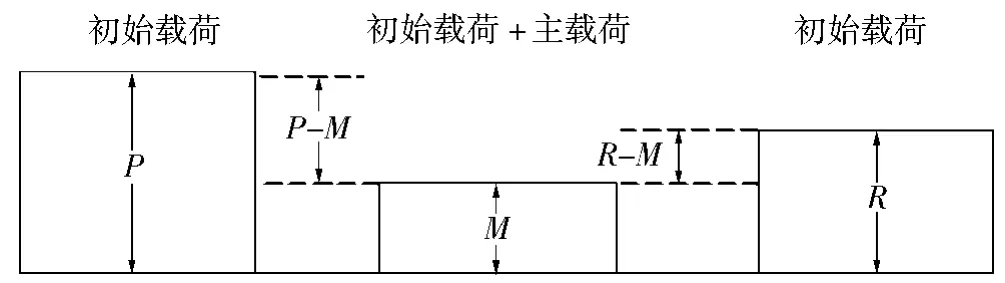
图2 试样厚度变化示意图Fig.2 The thickness scheme of the samples
DSC分析:采用高温差示热分析仪,称取粉末状试样5~10 mg在N2气氛下以10℃/min的升温速率升温至380℃,保温5 min以消除热历史,再以10℃/min的冷却速率降温至260℃,同时记录该过程的流热量;
SEM分析:采用场发射扫描电镜对PTFE/BaSO4复合材料的微观结构进行观察;
XRD分析:采用X射线衍射仪进行分析,靶材为Cu Kα,λ=0.15406,滤波片为Ni,管电压和管电流分别为40 k V和35 m A,扫描速度和扫描角度分别为2°/min和10°~50°。
2 结果与讨论
2.1 复合材料的密度
从表1可以看出,随着拉伸倍率的增加,复合材料的密度持续下降,由未拉伸时的2.42 g/cm3降低到拉伸原长150%时的2.10 g/cm3,下降了13%。原因是PTFE片层结构之间距离因拉伸而增大,以及BaSO4颗粒两极受到拉应力作用,在两极首先发生界面脱黏,使BaSO4颗粒周围形成空穴。

表1 不同拉伸倍率处理的复合材料的密度Tab.1 Density of the composites with different drawingratios
2.2 复合材料的压缩回复率
压缩回复性能体现了密封材料填补密封表面缺陷和弹性补偿的能力,是衡量密封材料性能优劣的一个重要指标,良好的密封材料应具有适宜的压缩性能和良好的回弹性能。良好的压缩性能是保证预紧时密封材料表面与法兰形成初始密封的必要条件,而较好的回弹性能可以有效地补偿操作时介质压力、温度和法兰附加载荷引起的密封面分离,保证连接系统的紧密性[6]。
从表2可以看出,随着拉伸倍率的增加,压缩率由6.43%增加到22.95%。一方面,由于在拉伸作用下大分子链并未拉伸为完全伸直状态,这样在压应力作用下,大分子链沿应力方向上产生一定程度的形变,材料表现出较高的压缩率;另一方面,较大的拉伸倍率使得材料内部存在更多的空穴和界面缺陷,孔隙率增加,大分子链拥有更大的运动空间,所以随着拉伸倍率的增加,压缩率增加。

表2 不同拉伸倍率处理的复合材料的压缩回复性能Tab.2 Compressibility andresilience of the composites with different drawingratios
从表2还可以看出,复合材料的回复率随着拉伸倍率的增加逐渐减小。由于BaSO4粒子能吸附分子链,其阻碍作用使得在压应力方向上产生形变的大分子链的链段趋于恢复到原有构象,随着拉伸倍率的增加,BaSO4粒子脱黏现象更加严重,产生更多的空隙,而拉伸所产生的空隙对材料的回复性能没有贡献,随着空隙的增加,单位面积内对回复有作用的分子链数目变少,导致经拉伸处理的复合材料的回复率降低。
未经拉伸处理的复合材料压缩率仅有6.43%,顺应贴合性能差,不能满足表面粗糙和高精度的表面密封要求,经拉伸处理后复合材料压缩率增大到22.95%,能使预紧时垫片表面与法兰表面形成良好密封,保证系统的紧密性。虽然复合材料回复率有所降低,但总体弹性回复率得到了提高。
2.3 SEM 分析
从图3可以看出,未经拉伸处理的PTFE/BaSO4复合材料中BaSO4颗粒分散比较均匀,并且与PTFE基体结合比较紧密。随着拉伸倍率的增加,BaSO4颗粒出现明显的脱黏现象,形成大量的空穴和缺陷,这也印证了前面所提到的拉伸处理后PTFE/BaSO4复合材料密度下降的原因。
2.4 DSC分析
图4给出了不同拉伸倍率PTFE/BaSO4复合材料的熔融曲线,熔融峰值温度(Tm),熔融焓(ΔHm),结晶度(Xcd)列于表3中。

图3 不同拉伸倍率处理的复合材料的SEM照片Fig.3 SEM micrographs for the composites with different drawingratios

表3 不同拉伸倍率处理的复合材料的DSC数据Tab.3 DSC data for the composites with different drawingratios
从图4可以看出,试样的Tm变化不大,大概在334℃左右,最高与最低差值不超过2℃,并且无规律可循,主要的熔融峰变化也不显著。这表明拉伸处理对复合材料的熔融峰值温度影响不大。
目前测定结晶度的常用方法有密度测定法、DSC测定法、X射线衍射测定法及红外光谱测定法等,这里通过式(4)[7]计算由 DSC法测定的 Xcd和 ΔHm。从表3可以看出,Xcd随着拉伸倍率的增加呈现先减小后略微增大的趋势。
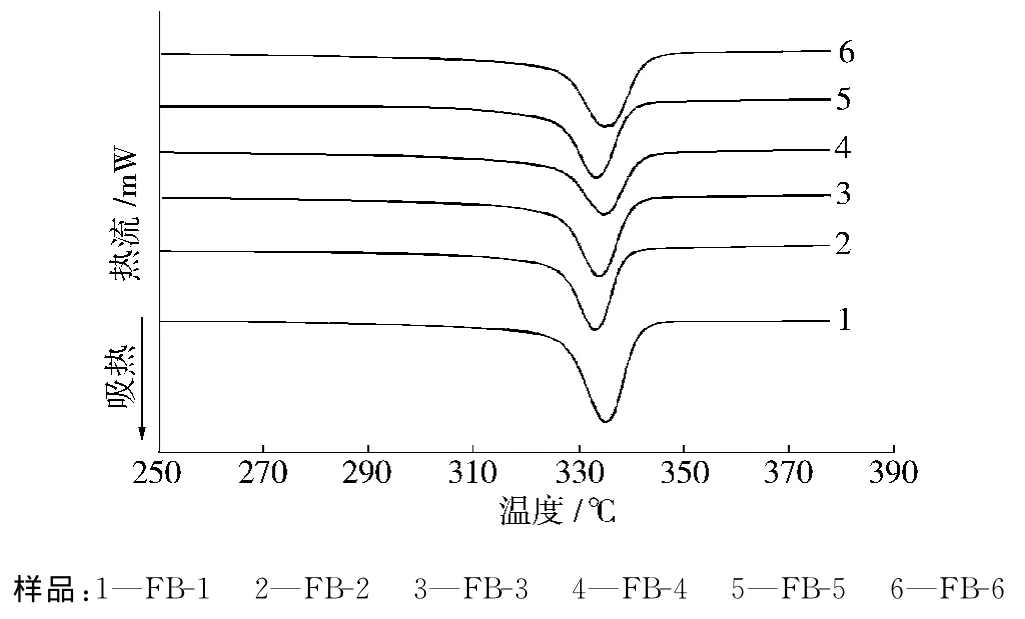
图4 不同拉伸倍率处理的复合材料的DSC熔融曲线Fig.4 DSC melting curves for the composites with different drawingratios

式中 ΔH0m:完全结晶试样的熔融热,69 J/g
ΔHm:试样的熔融热,J/g
α:复合材料中PTFE的质量分数,%
PTFE属于部分结晶聚合物,在拉应力作用时,除了非晶区中的链段和大分子链的取向外,还存在晶粒和晶带的取向[8]。拉应力作用下,晶粒将沿应力方向作择优取向。Flory等[9]认为,在非晶态时,每个高分子线团周围有许多紧邻分子与之缠结,聚合物结晶时,其缠结部分集中在非晶区,也就是说非晶区中分子链要比晶区中分子链缠结更多。因此在进行定向拉伸时,应该首先发生晶区的形变,而非晶区由于缠结的严重,只有当定向拉伸到一定程度时连接链才能取向。拉伸初期,拉伸倍率较小,在拉伸应力的作用下,首先发生晶区的形变,垂直于拉伸应力方向的晶粒沿拉伸方向倾斜并在其较大结晶缺陷部分断裂,导致晶区的缺陷增加,结晶度减小;随着拉伸进入高倍阶段,原来晶区的晶粒被拉伸取向而形成新的晶区,结构已较为紧密,其结晶缺陷部分已很少,非晶区的链段、分子链也开始沿应力方向作有序排列,分子链逐渐排入晶格,结晶度又有所增大。
2.5 XRD分析
从图5可以看出,2θ为18°、31.5°、36.5°处的3个衍射峰为PTFE的特征衍射峰,分别对应(100)、(110)、(107)晶面。3个PTFE的特征衍射峰的位置基本没有变化,这说明拉伸处理并没有改变PTFE的晶型。另外根据衍射峰强度变化可以看出大分子链沿(107)晶面择优取向。
晶格常数a、b、c、单胞体积(V)以及Xcd的计算结果均列于表4中。晶格常数是决定晶体结构的重要参数之一,晶体的晶格常数发生微小变化,往往会给材料的性质、结构以及其他性能带来重大的变化。从表4可以看出,晶格常数以及晶胞体积均有不同程度的变化,随着拉伸比的增加,均呈现出先减小后增大的趋势。另计算机软件分析得到试样的结晶度与前面DSC所得到结果基本趋势一致,在此不作赘述。
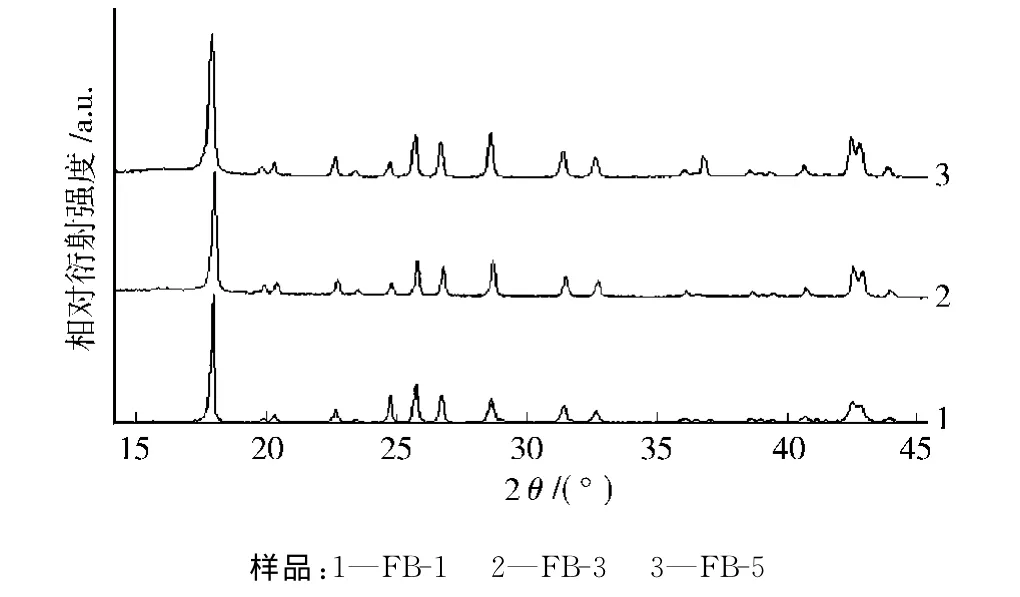
图5 不同拉伸倍率处理的复合材料的XRD谱图Fig.5 XRD patterns for the composites with different drawingratios
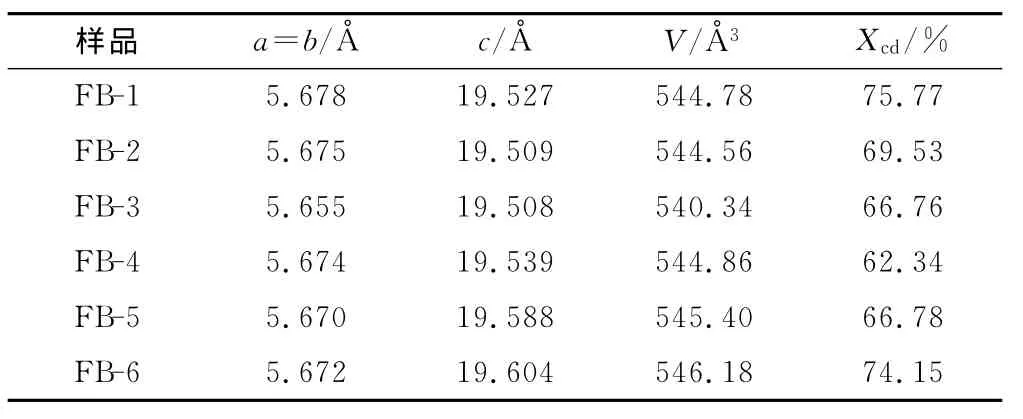
表4 不同拉伸倍率处理复合材料的晶格常数单胞体积及结晶度Tab.4 Lattice constants and crystallinity of the composites with different drawingratios
3 结论
(1)随着拉伸倍率的增加,PTFE/BaSO4复合材料的密度逐渐减小,由未拉伸时的2.42 g/cm3降低到拉伸原长150%时的2.10 g/cm3,下降了13%;
(2)随着拉伸倍率的增加,PTFE/BaSO4复合材料的压缩率明显提高,回复率降低,最终复合材料的弹性回复率是持续增加的,拉伸处理提高了PTFE/BaSO4复合材料的压缩回复性能;
(3)拉伸处理对 PTFE/BaSO4复合材料中 PTFE的熔融行为影响不大,结晶度随着拉伸倍率的增加呈现先减小后增大的趋势。此外定向拉伸也没有改变PTFE的晶型。
[1]Sohail Khan M,Franker.Friction and Wear Behavior of Electron Beam Modified PTFE Filled EPDM Compounds[J].Wear,2009,266(1/2):175-183.
[2]Shi Yijun,Feng Xin.The Effect of Surface Modification on the Friction and Wear Behavior of Carbon Nanofiberfilled PTFE Composites[J].Wear,2008,264(11/12):934-939.
[3]Wang Zhichao,Kou Kaichang.Studies on Behavior of Melt Crystallication of PTFE/SGM Composites[J].Aeronaut Mater,2008,29(4):67-71.
[4]Zhu Jinian,Zeng Liming,Wang Qiang,et al.Study of the Properties of Glass Bead Filled PTFE Composite[J].Journal of Wuhan University of Technology,2006,28(2):1-3.
[5]Zhang Wenju,An Yuansheng,Wu Difei,et al.Study on Performace of Glass Microballoon Filled PTFE Sealing Materials[J].Petro-chemical Equipment,2005,34(3):16-18.
[6]Xu Jiawei,Chen Ye.The Effect of Filling Modification with Barium Sulfate on the Performances of PTFE Sealing Materials[J].New Chemical Materials,2008,36(12):92-94.
[7]Wang Zhichao,Kou Kaichang.Studies on Behavior of Melt Crystallication of PTFE/SGM Composites[J].Aeronaut Mater,2008,29(4):67-71.
[8]何曼君,张红东,陈维孝,等.高分子物理(第三版)[M].上海:复旦大学出版社,2007:71-73
[9]P J Flory.On the Morphology of the Crystalline Statein Polymers[J].Amer Chem Soc,1962,84(15):2857-2867.
猜你喜欢
化工生产与技术(2022年2期)2022-06-07
环境工程技术学报(2022年3期)2022-06-05
山西煤炭(2020年2期)2020-07-08
丝绸(2020年6期)2020-06-23
科学与财富(2018年26期)2018-10-24
科技信息·中旬刊(2018年4期)2018-10-21
航空维修与工程(2018年8期)2018-09-10
中国制笔(2018年1期)2018-05-25
科教导刊·电子版(2016年23期)2016-10-31
江苏农业科学(2015年1期)2015-04-17
