薄板金属件辅助加工法-双面胶粘法
2012-09-08 11:55:28供稿徐立业李辉珍
金属世界 2012年4期
供稿|郭 巍,徐立业,李辉珍
薄板金属件辅助加工法-双面胶粘法
供稿|郭 巍1,徐立业2,李辉珍2
内容导读
薄板件在加工过程中极易因切削力作用而产生“让刀现象”,从而导致尺寸超差、零件变形。文章对薄板零件在铣削加工时采用虎钳、组合夹具装夹方式的不足进行了分析,介绍了一种双面胶粘贴工件的加工方法,有效解决了零件变形问题。

图1 基板步进托盘三维造型图
图1 为一个薄板零件——基板步进托盘的三维图,材料属于热处理可强化铝合金,具有中等强度,该零件厚度最薄处仅3.5 mm。由于零件加工时材料去除余量大,在铣削加工时采用虎钳、组合夹具装夹方式加工后会出现很严重的变形,因此以此零件为典型实例探讨双面胶粘贴工件的加工方法。
粘胶选择
基板步进托盘薄板零件在加工过程中容易产生中间凹、四角凸以及工件扭曲等尺寸超差现象,薄板类零件容易产生扭曲变形,不便于用虎钳及组合夹具装夹。
初步考虑采用502胶水粘贴的办法。但是该胶水属于快速固化液体溶剂,大面积涂胶困难、在加工完成后也不易剥离。
通过各项参数及简单试用效果决定采用3M的双面胶带。3M提供了一系列不同厚度、耐温性及胶粘强度的双面胶带产品供客户选择。鉴于实际加工的需求,此次加工试验主要考虑双面胶要对金属及非金属、甚至是UV喷涂表面有很好的粘着力,其次具有优异的耐冲击性。在加工试验过程中,主要对300LSE胶系进行了实际加工试验,具体试验效果及胶带参数见表1。结果表明,型号为9471LE的双面胶带用于薄板零件的辅助加工的效果比较理想。因此在零件加工实施方案中,以9471LE为胶粘介质进行加工试验。

表1 300LSE胶系胶带参数及试验效果
加工方案
加工前预先准备好一平板(材料为45#钢),将平板用压板固定在工作台上(如图2),用百分表找正,φ8 mm定位销装入平板内(此工序中φ8 mm的销子,采用6级精度,动配合,销子长度16 mm,平板销孔深13.5 mm),双面胶粘于平板上,此时一定要撵实,将双面胶上的保护膜揭掉,然后将铣好外形的工件粘于双面胶上,撵实。
用偏心式弹簧寻边器对刀,建立工件坐标系。选用¢12整体专用铝合金立铣刀,对工件中部轮廓进行粗铣。用¢1.5铝合金立铣刀将基板步进托盘背面图1(b)中4个圆形凹槽进行粗铣,用¢3铝合金立铣刀对4个方形凹槽进行粗铣。所有轮廓粗铣完成后进行精铣。基板步进托盘背面加工完成后效果如图3所示。
完成图3所示工序后,将平板与粘结工件卸下,置于有机溶液——汽油中浸泡。如果工件与平板不易剥离,可使用热吹风机对工件与平板粘结的地方进行局部加热,直至工件与平板全部剥离。工件与平板完全剥离后,晾干。此后,将平板重新安装到工作台上,用百分表找正。然后将基板步进托盘背面已加工面粘于平板上。为节省材料,可以将双面胶裁剪成已加工面的轮廓形状(可以大出工件轮廓1~2 mm)。将已加工面粘于双面胶上,撵实。

图3 加工基板步进托盘背面
精铣工件最大厚度平面。然后将图4中轮廓形状粗铣。粗铣完毕后,对以加工轮廓形状精铣。
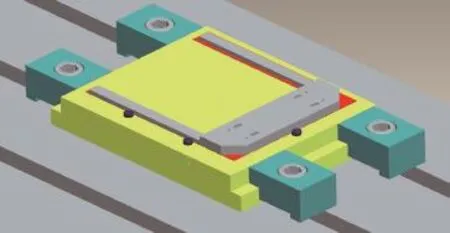
图4 加工基板步进托盘正面
其他实验
以上加工方案是针对于铝合金材料零件的,为了探讨双面胶粘法是否适用于其他材料,分别对45#钢、聚四氟乙烯板、硬泡沫板进行加工实验。实验结果表明,双面胶粘法不适于加工厚度在0.5 mm以下的零件,零件厚度为0.5~3.5 mm时的各种材料在加工后的变形量都较为稳定。
结束语
上述实验证明双面胶粘法不仅适用于金属切削的辅助加工,也可用于非金属材料,采用双面胶粘法可以有效地控制薄板类零件的加工变形,对于个别工艺上难以控制变形的零件,应考虑改进其结构设计,确保改进后的结构有利于控制变形。
[1] 周建南.机械工程师手册(上册). 北京:机械工业出版社,1987
[2] 李威,王小群.机械设计基础.北京:机械工业出版社,2009
[3] 武凯.航空薄壁件加工变形分析与控制研究.南京航空航天大学,2002
[4] 路东.航空整体结构件加工变形预测及装夹布局优化[学位论文]. 山东大学,2007
[5] 阿尔炭尼狄克.机械工人. 北京:机械工业出版社,1981
[6] 刘党生.金属切削原理与刀具.北京:北京理工大学出版社,2009
[7] 申永胜.机械原理教程. 北京:清华大学出版社,2005
Sheet Metal Parts Processing Method — Auxiliary Double-Sided Adhesive Method
GUO Wei1, XU Li-ye2, LI Hui-zhen2
book=14,ebook=68
郭巍 (1983—),女,吉林工程技术师范学院毕业,现就职于北京兴才技术开发中心 从事加工中心、数控铣编程教学工作;
1 北京兴才技术开发中心,北京 100095; 2 北京科技大学,北京 100083
徐立业(1981—),男,吉林工程技术师范学院毕业,现就职于北京科技大学工程训练中心 从事金工教学工作;
李辉珍 (1970—),女,河北科技大学,现就职于北京科技大学工程训练中心 从事金工教学工作。
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
数学物理学报(2021年3期)2021-07-19 06:02:36
故事作文·高年级(2021年6期)2021-06-23 06:06:10
阅读(快乐英语中年级)(2020年11期)2020-12-28 02:26:19
重型机械(2020年2期)2020-07-24 08:16:12
制造技术与机床(2018年12期)2018-12-23 02:40:56
制造技术与机床(2017年4期)2017-06-22 11:18:31
制造技术与机床(2017年4期)2017-06-22 11:17:37
快乐语文(2016年29期)2016-02-28 09:03:42
焊接(2016年5期)2016-02-27 13:04:42