
PLC在普通机床电路改造中的应用
2012-09-07 05:32:52黄健
武汉船舶职业技术学院学报 2012年6期
黄 健
(武汉船舶职业技术学院工业中心,湖北武汉 430050)
目前,在机械加工企业中,有许多普通机床,它们大部分仍采用的是传统的继电器-接触器控制方式,由于控制线路触点多、线路复杂、故障多、维护不便及可靠性差,影响了正常的生产。尽管部分机床虽然能正常工作,但其精度、效率以及自动化程度已不能满足当前生产工艺要求。为了使机床适应小批量、多品种、复杂零件的加工,充分利用普通机床,就需要对普通机床进行机电一体化改造。PLC(可编程控制器)是以微机技术为基础发展起来的新一代工业控制装置,它的结构形式基本上与微型计算机相同,小型PLC是为取代传统的继电接触式控制系统和其它顺序控制器而设计的,故又与通用微型计算机的硬件有所区别。它是把继电器控制的优点,与计算机的功能齐全、灵活性、通用性相结合,用计算机编程软件逻辑代替继电器接线逻辑的通用性自动控制设备,是一种较理想的新型工业控制装置。
1 改造方案
用PLC改造机床控制系统时,原有的机床控制电路经过长期使用和考验,已被证明能满足机床各种工作性能要求,而机床电路图与PLC梯形图在表示方法上和分析方法上有很多相似之处。把继电器—接触器控制系统的电器原理图译成PLC的梯形图,这种方法对于熟悉继电—接触控制的人员来说很容易掌握,因此可以将机床电路图“转换”为具有相同功能的PLC的外部硬件接线图和梯形图。
但它们也有很大的本质区别,机床电路是由硬件元件组成的,各继电器可同时动作。梯形图是PLC的程序,是一种软件,其CPU是串行工作的,即CPU同时只能处理1条指令,所以用PLC改造机床控制系统时有很多需要注意的地方。一般不需要改动控制面板,保持系统原有的外部特性,操作人员不用改变长期形成的操作习惯,在分析PLC控制系统的功能时,将它想象成机床控制系统的控制箱,外部接线图描述了这个控制箱的外接线,梯形图是这个控制箱的内部“线路图”,梯形图的输入、输出继电器是这个控制箱与外部世界联系的“接口继电器”。分析PLC控制系统时,可以将梯形图中输入继电器的触点想象成对应的外部输入器件的触点或电路,将梯形图中输出继电器的线圈想象成对应的外部负载的线圈。外部负载的线圈除了受梯形图的控制外,还可能受外部触点的控制
2 改造机床控制系统的一般步骤及说明
以C650车床的电气控制原理图(图1)为例,将机床电路图转换成功能相同的外部接线图和梯形图,选择三菱公司FX2N系列PLC硬件。具体步骤如下:
(1)深入了解原有机床的工作过程,分析整理其控制的基本方式、完成的动作时序和条件关系,以及相关的保护和联锁控制。电路中有三台电动机。主电动机M1、冷却泵电动机M2和快速移动电动机M3。主电动机电路接线分为三部分,第一部分由交流接触器KMl和KM2的两组主触点构成电动机的正反转接线。第二部分为电流表A经电流互感器TA接在主电动机M1的动力回路上,利用一时间继电器KT的延时动合触点,在起动的短时间内将电流表暂时短接。第三部分线路通过交流接触器KM3的主触点控制限流电阻R的接入和切除。

图1 C650车床电气控制原理
(2)根据工作流程及设计要求,本控制系统的基本单元主要用于完成各部分机构的控制和各种检测功能,包括:主电动机的正反转控制、主电动机的点动调整控制、主电动机的反接制动控制、刀架的快速移动及冷却泵控制等。
经过计算,本系统的PLC控制共需10个输入点5个输出点,选用的PLC输入点数要大于10个,输出点数要大于5个。I/O点数具体功能和分配如表1所示。根据C650卧式车床的控制要求,该车床电气控制线路中的电源电路、主电路及照明电路保持不变。该电气控制系统的I/O分配图如图2所示,PLC控制梯形图如图3所示。
(3)PLC梯形图控制分析
a.主电动机的点动调整控制。
当按下点动按钮SB2不松手时→X2通电→Y1通电→KM1通电→主电动机正转,当松开点动按钮SB2时→X2断电→Y1断电→KM1断电→主电动机停转,同理按下点动按钮SB0不松手时→主电动机反向点动。

表1 I/O点数具体功能和分配

图2 系统的I/O分配图
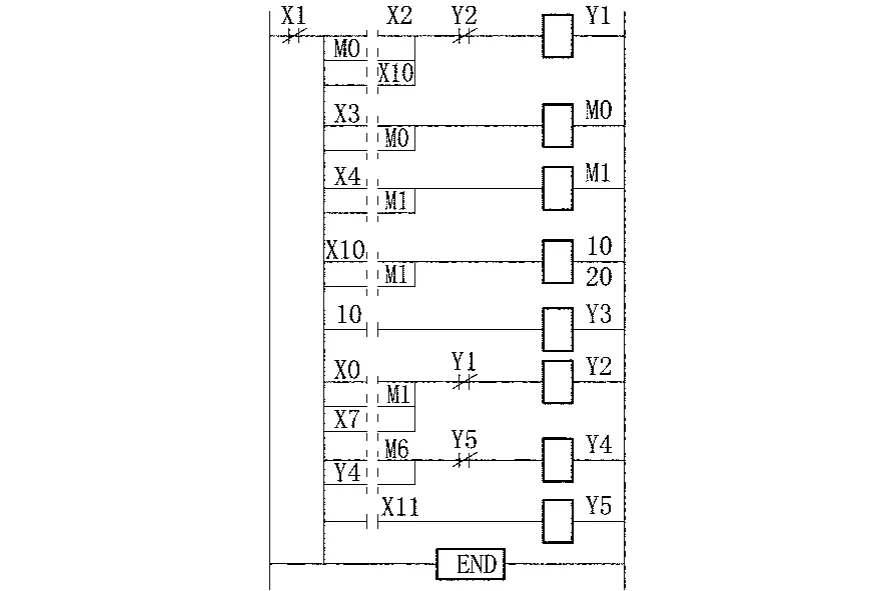
图3 系统的梯形图
当按下SB3按钮时→X3得电→线圈M0得电并自锁→Y1得电→KM1得电→主电动机正转,此时速度继电器的触点KS-1是闭合的→X7通电,当按下SB1总停按钮时→所有电气均断电→SB1总停按钮放开后→X7通电→Y2通电→KM2通电→主电动机串电阻正向反接制动。同理当按下SB4按钮时→主电动机反转,当按下SB1总停按钮时→主电动机串电阻反向反接制动。
b.刀架的快速移动过程。
转动刀架手柄,限位开关SQ被压动而闭合→X11得电→Y5通电→KM5通电→快速移动电动机M3就启动运转,刀架向指定方向快速移动,而当刀架手柄复位时,M3随即停转。
c.冷却泵工作过程。
如果车削加工过程中,工件需要使用冷却液时,按下SB6,X6得电→Y4通电→KM4线圈得电,冷却泵电动机M2工作,提供冷却液要停止,按下SB5即可。
3 结 语
采用PLC改造的机床电路时,需要注意的问题比较多,应特别细致,周到、反复进行调试,得到的梯形图常常需要进一步简化和优化。通过实践证明,用PLC代替传统继电一接触器控制能达到很好的效果,不仅简化了控制线路,缩小了控制装置的体积,提高了系统工作的可靠性、通用性,而且增强了控制系统的功能。PLC对旧机床进行改造是一种行之有效的手段不仅利用了原有的设备,节约资源,而且还满足新生产工艺的需求,提高效率,创造更大的经济效益和社会效益,因此应用越来越广泛。
1 贺哲荣.流行PLC实用程序及设计(三菱FX2系列)[M].西安:西安电子科技出版社,2006
2 张连华.电器—PLC控制技术及应用[M].北京:机械工业出版社,2007
3 郭艳萍.电气控制与PLC技术[M].北京:北京师范大学出版社,2007
猜你喜欢
新能源科技(2022年8期)2022-11-22 10:02:10
新能源科技(2021年12期)2021-04-02 21:02:11
设备管理与维修(2020年23期)2021-01-04 00:15:10
中小企业管理与科技(2019年22期)2019-09-09 00:40:04
成都工业学院学报(2017年2期)2017-06-28 14:23:15
制造技术与机床(2017年3期)2017-06-23 08:11:51
电子制作(2016年15期)2017-01-15 13:39:28
珠江水运(2016年21期)2016-12-08 05:36:05
中国修船(2015年5期)2015-11-25 01:35:54
制造技术与机床(2015年10期)2015-04-09 07:06:16
