
焦炉煤气柜安全控制系统工艺浅析与功能实现
2012-09-06 01:20郭亮亮
山西电子技术 2012年6期
郭亮亮
(山西省自动化研究所,山西太原 030012)
1 系统概述
随着山西省转型跨越发展步伐的持续推进,近年来新建和改扩建多个大型焦化厂,焦炉容量设计较之前扩大,冶炼强度和质量也有很大提高,产生大量的附加产品——焦炉煤气。焦炉煤气,是指用几种烟煤配制成炼焦用煤,在炼焦炉中经过高温干馏后,在产出焦炭和焦油产品的同时所产生的一种可燃性气体,是炼焦工业的副产品。焦炉煤气放散到空气中,不仅会造成严重的大气污染,而且会造成极大的能源浪费。
建设焦炉煤气柜,可以用来存储焦炉煤气。煤气柜是贮存工业及民用煤气的钢制容器,有湿式煤气柜和干式煤气柜两种。湿式煤气柜为用水密封的套筒式圆柱形结构;干式煤气柜为用稀(干)油或柔膜密封的活塞式结构。
煤气柜的工作原理简言之就是吞吐煤气。当煤气管网压力高于煤气柜的设计压力,煤气就进入煤气柜储存;当煤气管网压力降低时,煤气柜中的煤气就补入管网,起到以余补欠的作用。
焦炉煤气柜的作用如下:
(1)可以有效回收放散煤气;
(2)可充分合理地使用企业内部的副产煤气;
(3)稳定管网压力,改善轧钢加热炉等的热工制度。
焦炉煤气柜安全控制系统的系统设计和功能实现的优劣,直接关系到焦炉煤气能否高效地输出利用,用于再生产。
2 系统架构及控制系统设计步骤
2.1 系统架构
本安全控制系统上位机采用西门子WINCC 6.0 SP2软件,下位机由西门子S7-300系列PLC组成,两者同属西门子自动化驱动集团公司产品,系统完全兼容。通讯方式为:工控机内置西门子CP 5611控制卡通过PROFIBUS-DP总线与PLC连接。这种方式通过通讯程序把PLC和组态软件组合成一个完整的系统,保证了系统高效率地运行。控制室内装配两台工控机,可互为冗余。
PLC系统配置3个机架,CPU选用315-2 DP,分别配置数字量、模拟量输入和输出模块,机架之间通过IM 360、IM 361连接。工控机选用主流配置即可。本系统配置为标准配置,完全满足工艺及现场实际需求。S7-300 PLC的硬件组态如图1。
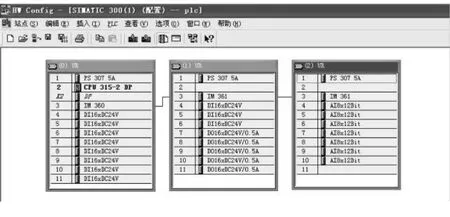
图1 硬件组态
2.2 控制系统设计步骤
根据以下流程,设计本系统,此流程也是一般控制系统的设计流程,具有举一反三的作用。
(1)分析工艺流程和控制要求。根据焦炉煤气柜工艺流程,选择合适的控制设备,包括PLC,人机界面,控制柜内元件,以及线路的设计等。
(2)确定输入/输出(I/O)设备。本项目选用S7-300系列PLC,根据需要控制设备的信号,进行PLC输入/输出(I/O)设备数量和型号的选择。
(3)PLC型号选择。本系统选择的CPU型号为315-2 DP。
(4)I/O地址分配。这是编写程序之前需要做的一项重要工作,合理的I/O地址分配可以提高编程效率,对今后的程序维护也提供了便利。
(5)PLC系统设计。根据焦炉煤气柜工艺要求,在程序中,分别使用不同的功能块实现各部分的功能。这样编写的程序结构合理,易于修改和维护。
(6)离线模拟调试。在进行带负载调试前,必须先对分部分离线进行模拟测试,这对于及早发现程序存在的问题很有帮助,也是一个完整程序编写好所必经的过程。
(7)现场调试及技术资料整理。根据现场实际需求,对线路和程序进行完善,反复修改直到满足用户需求,最终将技术资料归档并交工。
3 工艺浅析
焦炉煤气柜安全控制系统是一个复杂的控制系统,主要包括以下的控制要求。
3.1 焦炉煤气柜活塞高低位报警及联锁
3.1.1 高限位确定
本系统中,煤气柜活塞最大行程为26.1 m,当活塞升至H1=22.968 m(88%)时,发出报警;当活塞升至H2=23.49 m(90%)时,发出高位报警,关闭煤气柜进口电动蝶阀;当活塞升至H3=24.795 m(95%)时,打开煤气柜放散管道的电动蝶阀;当活塞降至H2=23.49 m(90%)时,关闭煤气柜放散管道的电动蝶阀;当活塞降至H4=22.185 m(85%)时,打开煤气柜进口电动蝶阀。
3.1.2 低限位确定
当活塞降至H7=2.610 m(10%)时,发出低柜位报警;当活塞降至H5=2.088 m(8%)时,发出低低柜位报警,关闭煤气柜出口电动蝶阀,并停止加压机;当活塞升至H6=3.915 m时,打开煤气出口电动蝶阀并启动加压机。
3.2 CO检测报警及联锁[1]
(1)当煤气柜内CO浓度≥24 ppm时报警。
(2)当油泵房及加压机室CO浓度≥24 ppm时报警,并启动轴流风机通风。
(3)加压机机后冷却水压力<0.3 MP时报警并停止加压机。
3.3 画面要求
(1)所有仪表检测的4~20 mA输入信号进入PLC控制及工控机画面显示。
(2)煤气柜进出口管道、加压机进出口管道电动阀门及煤气放散管道电动阀门进PLC控制及画面操作。
(3)显示活塞行程,油泵运行状态,压缩机运行状态。(4)加压机总出口管道流量要求记录。(5)所有电动蝶阀的开关状态显示。
3.4 包括活塞高度及CO浓度等所有报警均为声光报警
3.5 采用雷达料位计与角位移双设备测控活塞高度
4 功能实现
经过研究设计院的图纸和与甲方根据现场的需求,最终调试完毕的焦炉煤气柜安全控制系统包括如下的功能。
4.1 上位机画面实现的功能
4.1.1 画面功能
煤气柜控制系统具有8部分画面:
P1:系统流程;P2:仪表数据;P3:蝶阀控制;P4:油泵控制;P5:柜容趋势;P6:设备状态;P7:趋势画面;P8:报警画面。
进入系统后,显示画面为系统流程画面。画面的下部提供了画面转换按钮,用鼠标左键单击即可进入相应画面。如图2。

图2 控制系统总览
4.1.2 综合报警功能
从现场采集的各种模拟量数据报警有2种方式:颜色变化、事故音响报警。
4.1.3 历史趋势记录功能
焦炉煤气柜安全控制系统对柜容、各种压力、油槽液位、油泵启停状态、活塞高度、温度趋势、CO浓度均进行历史曲线记录。
4.2 控制系统实现的功能
工控机通过PLC的输入模块采用配电型隔离栅从现场采集各种信号,经数据处理后,PLC再发出输出信号,通过输出模块控制继电器、交流接触器等设备来控制现场[2]。其功能如下:
(1)根据焦炉煤气柜内活塞高度,控制煤气柜进出口阀门,并发出相应报警。
(2)1#、2#、3#油泵房油泵根据相应油槽液位自动控制,并可通过画面选择A、B方案切换主电机与备用电机。
(3)角位移和雷达物位计均可显示柜内活塞高度,并计算出柜容。
(4)所有阀门和油泵电机均可通过画面选择,进行自动控制或手动控制。
(5)1#-6#油泵记录启动次数、停止次数、运行时间,并设置清零复位按钮。
(6)设置报警功能强制解除按钮。
(7)各报警值均可进行手动设置,方便操作人员调整。如图3。

图3 油泵及活塞高度联锁设置
(8)焦炉煤气柜安全控制系统所有的模拟量数据均在画面上显示,重要的数值作出相关趋势记录,方便查看。
(9)煤气柜活塞高低位报警设置值均可手动单独设置。
(10)所有信号均通过配电隔离式安全栅传输,将来自危险区的电流信号,经隔离变送输出单路或互相独立的双路电流电压信号到安全区,并可对现场二三线制变送器提供配电功能,通过配置的通讯接口在安全区进行串行通讯联网。
5 总结
焦炉煤气柜过去采用仪表显示加人工控制的方式,系统稳定性差,安全性不高。现在采用PLC和上位机结合的安全控制系统,大幅度提高了焦炉煤气柜的控制效率和稳定性,生产安全性也得到了加强。
焦炉煤气柜安全控制系统经过系统调试,现已正常运行。经过长期运行,证明该系统性能稳定、控制强大、安全可靠、工作效率高,输出气源压力完全满足用户需求,对环境保护作出了很大贡献。本安全控制系统应用了最新的控制技术,是煤焦化自动系统控制领域的范例。
[1]朱翔宇.鞍钢燃气厂150 000 m3焦炉煤气柜PLC控制系统操作说明书[Z].2007.10.
[2]徐蕾,汤涛,潘忠民,等.煤气柜自动化控制系统的开发与应用[J].山西冶金,2011,33(4):52-53.
猜你喜欢
四川化工(2022年1期)2022-03-12
四川化工(2022年1期)2022-03-12
建材发展导向(2021年14期)2021-08-23
装备制造技术(2021年2期)2021-07-21
昆钢科技(2021年6期)2021-03-09
铁道通信信号(2020年12期)2020-03-29
制造技术与机床(2018年11期)2018-11-23
中国机械(2016年1期)2016-06-17
凿岩机械气动工具(2014年3期)2014-03-01
