污水排放新标准达标治理技术改造
2012-09-04 05:44陈云励
当代化工 2012年12期
董 进,陈云励
(中国石油抚顺石化公司 石油三厂, 辽宁 抚顺 113001)
石油三厂是隶属于中国石油抚顺石化公司的生产企业,是二次加工的大型炼化企业,是我国高压加氢工艺技术的发源地,拥有分子筛脱蜡、重整芳烃、中压加氢、高压加氢、80万t/a柴油调合5条生产主线和176万t/a年动力锅炉;8 480万t/a循环水场和1 500 t/a硫磺回收及600 t/h污水处理等辅助生产装置;具有380万t/a原料油二次加工能力。主要产品有航空煤油、柴油、洗涤剂原料、苯类等30余种优质石油化工产品。
1 项目背景
石油三厂污水处理装置位于岸边,距厂区 1.5 km。水净化装置于1977年7月开始兴建,一期工程主要有集水井、隔油池、一、二级浮选池、溶气罐等设施,1979年9月竣工投产。二期工程主要有合建式曝气池、提升水池、回用水池、砂滤池、废水池等,1980年9月投入使用。装置设计处理量为600 m3/h。污水处理装置自投用之日起至2001年9月先后进行多次的改造,其污水处理部分运行一直较为平稳,外排水出水水质可满足原辽标要求。
2008年,辽宁省颁布了新的《辽宁省污水综合排放标准》(DB21/1627-2008),新标准要求的外排水水质较原标准更加严格,现污水处理装置污水工艺流程及设计参数已不能满足日趋严格的水质要求,出水CODcr、悬浮物不能稳定达标,污水处理装置外排水不能稳定达到新辽标要求,外排水受到限制,改造势在必行。同时,对于不能正常运行的污水回用装置进行改造,从而减少石油三厂新鲜水耗量,以满足中石油对地区公司吨油水耗的要求,缓解石油三厂水资源紧张的现状。
2 原有状况
2.1 污水处理场原有工艺流程
石油三厂各生产装置(包括催化剂厂、南输首站)所排放的工业废水和生活污水经¢1 200 mm的混凝土管道进入水净化装置后,首先经机械格栅除去粗大悬浮物和杂质后,进入集水井 1。集水井内的污水经提升泵提升进入均质罐中,均质罐出水靠液位差进入隔油池中,进行进一步油水分离和泥水分离。隔油池出水由浮选提升泵输送至浮选池内,去除乳化油和细小悬浮物。浮选池出水靠位差进入曝气池后,在曝气区连续供氧条件下,活性污泥与污水中的有机污染物进行生化反应,泥水混合液出流到沉淀区,进行泥水分离。下沉的活性污泥经回流缝回流到曝气区,维持曝气池内污泥浓度;沉淀区上部的澄清水经溢流堰流出曝气池。曝气池出水水质达到排放标准排至总排口。污水处理流程框图见图1。

图1 污水处理流程框图Fig.1 Sewage disposal flow diagram
2.2 污水回用部分
曝气池出水首先自流进入提升水池,由提升水泵将污水提升进入生物移动床。生物移动床出水自流进入斜板沉淀池进行泥水分离。分离出来的脱落生物膜和出水中其它的固体沉入斜板沉淀池下部,由污泥泵定时启动打回浮洗池的总入口管线内。斜板沉淀池上层清水自流进入中间水池,由过滤罐提升水泵升至过滤罐。过滤器出水进入无阀滤池,进一步去除水中的悬浮物。无阀滤池出水自流进入缓冲水池,一部分水经溢流进入回用水池,另一部分出水由由反渗透提升泵提升到活性炭过滤罐,经过活性炭深度过滤后进入反渗透系统(RO膜)除盐,反渗透出水进入回用水池,RO浓水排至装置外排口。污水回用工艺流程见图2。

图2 污水回用工艺流程框图Fig.2 Sewage recycling process flow diagram
2.3 污水处理场存在的问题
2.3.1 升级达标改造的问题
污水处理装置外排水不能稳定达到新《辽宁省污水综合排放标准》(DB21/1627-2008)的要求。水净化装置2009年1月~2009年12月共分析1 095次,CODcr>50 mg/L的168次,按新地标合格率为85%,最大CODcr值132 mg/L,最小CODcr值为10.2 mg/L。2009年SS月平均值超过20 mg/L的月份共计10个月。
2.3.2 工艺技术路线的问题
(1)水净化装置现设置两座均质罐,均质罐内的浮油及泥渣的去除采用人工操作,操作繁琐,操作人员劳动强度大。
(2)污水处理生化工艺采用4座合建式曝气沉淀池并联,沉淀池与曝气池合建于一个圆型池中,沉淀池设于外环,与中间的曝气池底有回流污泥缝相通。但由于曝气池和沉淀池合建于一个构筑物,难于分别控制和调节,运行不灵活,出水水质难于保证,COD、氨氮去除效率不高。
(3)水净化装置曝气沉淀池出水直接外排,外排水水质缺少把关手段。
(4)污水回用部分工艺上有缺陷,RO膜预处理工艺不能满足回用进水水质要求,从2005年建成至今,RO膜仅运行了5天。
根据以上的分析可以看出,水净化装置出水要达到新辽标要求的预期目标,保证水净化装置的稳定运行,就必须对水净化装置进行改造及优化。
3 改造内容
石油三厂污水排放新标准达标治理改造工程包括污水处理、三级处理二个部分。项目组成见表1。
预处理工艺的改造内容:改造均质罐,罐内新设置自动收油和排泥设施。
生化处理工艺的改造内容:采用水解酸化+两级好氧处理工艺对现有的生化池进行改造[1]。
深度处理工艺的改造内容:采用气浮滤池工艺(溶气气浮与多介质滤池相结合的一种新型滤池),对现有膜系统拆除。

表1 项目组成Table 1 Part of the sewage farm
3.1 工艺过程
石油三厂各生产装置(包括催化剂厂、南输首站)所排放的工业废水和生活污水经¢1 200 mm的混凝土管道进入水净化装置。
来水首先经机械格栅除去粗大悬浮物和杂质后,进入集水井进行油水分离和泥水分离,进水井中上浮的污油用拣油泵抽至污油罐中,然后外运。下沉的污泥待装置检修时清理。集水井内的污水经提升泵(利旧)提升进入均质罐中,以调节水质、水量,罐内设置了自动收油和排渣的设施,罐中的浮游和泥渣可自动分别排至污油间和污泥池中。均质罐出水靠液位差进入6座并联运行的浮选池(利旧)去除污水中的浮油和悬浮物,为进水提供保障。经过除油的污水重力流入中间水池,经泵提升到 2座水解酸化池处理。水解酸化池出水重力流进入 2座好氧池,好氧池出水重力流进入4座曝气池(利旧),回流污泥进入回流污泥池,通过污泥泵提升,分别供给水解酸化池、好氧池、曝气池,剩余活性污泥排入浮渣池。三个单元的生化处理去除污水中的悬浮物、COD等污染物。曝气池出水重力进入提升水池(利旧),通过气浮提升泵,压至管式反应器经加药混合反应后进入2座并联运行的气浮装置,对污水中的残留悬浮物进行去除,气浮装置出水进入过滤吸水池,通过过滤提升泵提升至8台并联运行的双滤料过滤器[2,3],对水中的悬浮物进一步去除,出水进入外排水池,一部分达标自流外排,另一部分通过回用泵输送至厂内做循环水场补水。
污水处理场为原有装置改造,处理能力为 600 m3/h,回用水处理能力30 m3/h。
改造后污水处理流程见图3。

图3 石油三厂污水处理装置改造后流程图Fig.3 Sewage disposal flow diagram after plant modification

表2 设计进水指标Table 2 Designed date of inlet water quality
3.2 水质确定
设计进水指标见表2。
出水水质表见表3。

表3 出水水质表Table 3 Outlet water quality
试运行监测数据见表4。

表4 试运行监测数据Table 4 Date monitored during test running
3.3 各工艺阶段处理效率
各工艺阶段水质指标见表5。

表5 各工艺阶段水质指标Table 5 Water quality obtained from different process stage
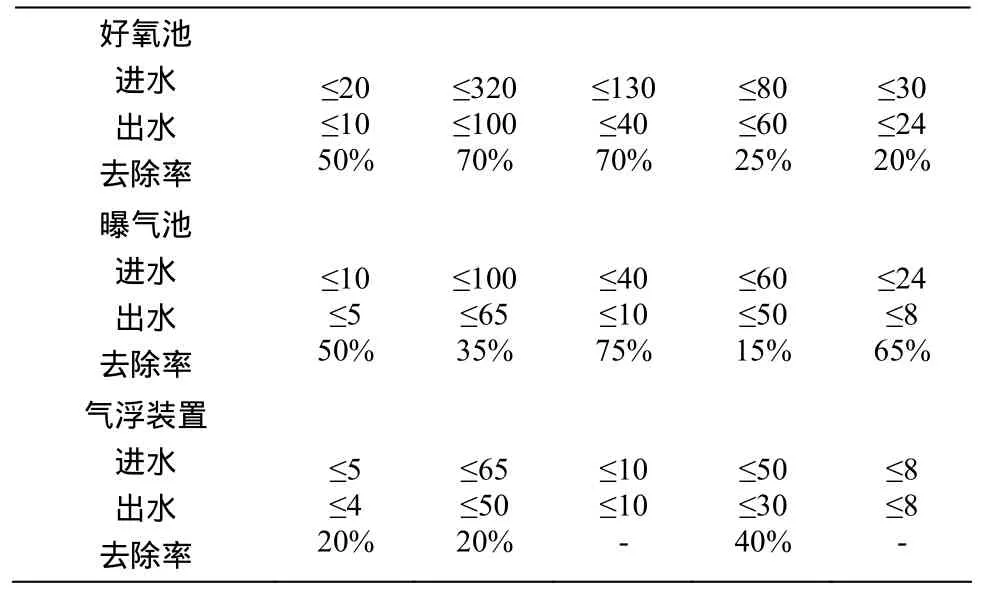
(续表5)
4 结 论
(1)在试运行期间,污水处理出水水质能够稳定达到辽宁省《污水综合排放标准》(DB21/1627-2008)直排标准,且严于标准排放,回用水的品质也可以得到保障。
(2)投运后按处理量(试运行期间水量为220~260 m3/h),和进出水水质计算,每年比改造前可减少向水体排放的COD总量为10.8 t,SS排放量将削减4.8 t/a年,可少缴排污费和市政设施占用费约26万元左右;污水处理场“三泥”产生量将减少320 t,可节省固废处置费约18.3万元。
(3)改造后污水场处理水量的 10%可回用,同时可节约新鲜水24万m3/a,全年可节约62万元。
[1]王良均,吴孟周.石油化工废水处理设计手册[M].北京:中国石化出版社,1996.
[2]黄彭,马见波.深度处理在污水回用中的应用[J].石化技术与应用,2004,22(增刊):19-21.
[3]马云,黄风林,田小博.炼油厂污水深度处理与回用技术综述[J].石油化工环境保护,2005,28(3):22-25.
猜你喜欢
科学导报·学术(2020年26期)2020-10-21
武汉工程大学学报(2019年6期)2020-01-03
西南石油大学学报(自然科学版)(2018年1期)2018-02-10
农民致富之友(2017年2期)2017-03-23
东南大学学报(自然科学版)(2016年5期)2016-10-24
资源节约与环保(2016年10期)2016-02-07
少年科学(2015年1期)2015-08-12
科技资讯(2014年33期)2015-03-23
现代冶金(2015年5期)2015-03-22
油气地质与采收率(2014年6期)2014-12-16