大型喇叭状碳纤维天线成型工艺研究
2012-08-31 02:31:46孙国清韦生文潘华府
装备制造技术 2012年12期
孙国清,韦生文,潘华府
(1.南京航空航天大学,江苏 南京 210016;2.中国电子科技集团公司第三十八研究所,安徽 合肥 230031)
树脂基碳纤维复合材料(CFRP)具有质量轻、比模量高、强度高、耐腐蚀、热膨胀系数小等优异的性能,碳纤维复合材料因其弹性模量与密、线膨胀系数之积的比值远高于金属材料,被誉为天线结构的理想材料。
1 大型喇叭状材料概述
复合材料天线的基本结构可分为两大类:一类为夹芯结构,另一类为薄板结构。不论采取什么样的结构形式,都是以保证天线结构具有较高的型面精度、满足结构所要求的强度等技术要求。由于CFRP的比强度和比弹性模量都很高,而且薄板结构天线面板薄,导热快,阳光不均匀照射所造成的面、背、侧温度梯度小,热应力变形小,更利于在恶劣环境下天线精度的保持。某雷达天线为喇叭状,尺寸较大(高度近1 m,最大口径达0.5 m),如图1 所示。设计要求质量轻,而且能适宜在恶劣环境下使用。若采用铝质材料制作喇叭天线,计算结果质量远远高于设计指标,且金属材料耐腐蚀性较差,所以碳纤维薄板结构天线是理想的结构形式。

图1 喇叭天线示意图
2 天线研制
碳纤维复合材料具有各项异性的特性,其优异的物理、力学性能主要集中在碳纤维的轴向。喇叭状天线由于曲面很大,型面不能展开,所以必须寻求既能充分发挥CFRP 优异的性能,又能最大限度地减小铺覆应力和成型应力的最佳铺层设计和成型工艺。保证天线曲面精度的另一个重要因素是成型模具,要求模具的膨胀系数尽量与成品的膨胀系数一致,否则由于膨胀系数不同,高精度的构件就不可能达到其精度要求。
2.1 天线成型模具的设计与制造
天线的成型模具用与天线材料相同的碳纤维材料,用此材料制造最为理想,具有强度高,膨胀系数满意的优点,但将CFRP 加工成模具并非易事,如要成型的凸模,CFRP 必须有对应的凹模,反之亦然。显然一次成型满足不了精度要求,必须对模具进行修整加工,但其光洁度又比较难保证。用低膨胀系数的金属材料制造模具,也是一种可行的方案。但由于喇叭天线的外形尺寸较大,没有足够厚的板材或足够粗的棒材来加工模具,只能用铸造的办法成型模具。最后采用了制作成本低,质量轻的铸铝来制造模具,模具与天线材料膨胀系数的不匹配采用优化天线的铺层设计来弥补。
2.2 天线成型材料的选择
(1)增强纤维的选择
碳纤维的特点是随着纤维模量的增加, 纤维轴向的热膨胀系数(а)下降。根据这个特点,可以设计不同的铺层结构,尽量使制件在成型过程中做到“零膨胀”,特别是工作在热交变剧烈的空间环境中的天线, 要保持天线的结构、精度稳定, 必需采用“零”膨胀系数材料来制作天线。
从力学分析可得出,对于准各向同性铺层材料,满足“零”膨胀系数的条件是[1]:

其中,
а、E、r 分别为热膨胀系数、弹性模量、泊松比;脚标1、2 分别表示沿纤维方向和垂直纤维方向的性能。
由于只有石墨纤维和Kevlar 纤维的а11可为负值(约为-1×10-6/℃),上式才有实现的可能。
另外,由于∣а11∣<∣а22∣(а22约为35×10-6/℃),必然要求E11>E22,这也是希望E 愈高愈好的原因。所以,制作天线的材料应该采用高模量的碳纤维,如M 40 和GY70。日本东丽公司制造出高模高强度的MJ 系列碳纤维,但基于价格原因,我们选用了M 40碳纤维作为复合材料的增强材料,但是MJ 系列碳纤维的性能优势是显而易见的。下表是几种碳纤维性能参数的比较[2]。

表1 几种碳纤维性能参数的比较
(2)树脂基体的选择
基体树脂对碳纤维复合材料的热膨胀系数和力学性能的影响较小,但对天线的成型工艺、尺寸稳定性和环境适应性影响较大。当前使用最多的是环氧系列树脂,通过改性的环氧树脂得到了大量的使用。但环氧系列树脂的耐湿热性能和耐损伤性能较差,所以,近年来又掀起了使用双马树脂的热潮。双马树脂即双马来酰亚胺树脂,属聚酰亚胺系列,具有耐热基数高等特点,尤其是在耐湿热方面,其最高使用温度可达232 ℃。因此,普遍认为这是今后热固性树脂的主要发展方向。
双马树脂的工艺性不如改性环氧,且双马树脂的固化温度较高,将会引起天线在成型过程中的热膨胀变形加剧。在天线复合材料的树脂基体中,改性环氧648 树脂是应用最广的树脂。环氧648 树脂体系有与碳纤维融合性好,粘接强度高,工艺性好,空间环境稳定性高等优点,所以环氧树脂648 树脂是比较合适的复合材料树脂基体。
2.3 碳纤维复合材料的铺层设计
碳纤维与树脂基本性能差异很大, 碳纤维具有各向异性,而热固性树脂在固化过程中收缩较大,所以,合理的铺层设计是取得较佳强度及较高精度的关键之一。由于碳纤维轴向和径向的热膨胀系数相差较大,只有采用准各向同性对称铺层,并利用纤维轴向热膨胀系数为负值,来抵消径向较大的热膨胀系数,才能使各方向的热膨胀系数接近于“零”。准各项同性铺层是:总层数2n叟4,各层材料和厚度相同,铺层角θ=л(n-1)/n 计算。
在铺层设计中,我们一方面要保证铺层的对称性以减少翘曲变形,提高制件精度;另一方面尽量减少纤维断口,同时保证纤维铺放有序,以实现铺层的均匀对称,满足高精度制件的制造要求。碳纤维复合材料的材料性能与纤维排列密切相关。其与金属材料不同, 单向纤维在纤维方向上的强度和刚度达到最大时,在垂直纤维方向上的强度和刚度却非常小。这也是纤维复合材料的重要优点, 即材料的可设计性。由于复合材料严重的各向异性,在平面内会产生特殊的拉剪耦合效应。所以,除了采用0°、90°的正交铺层外,应尽量采用±θ 方式的铺层设计, 使纤维方向在分层的平面内均匀分布。表2 为M40/648 层合板在热膨胀系数极小时的铺层设计[3]。
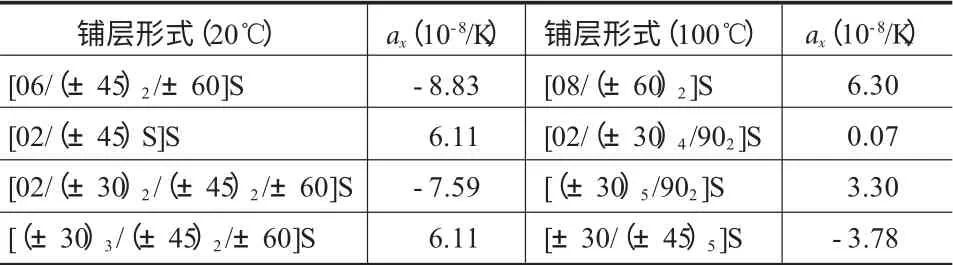
表2 当热膨胀系数极小时,M 40/648 层合板的铺层设计
2.4 碳纤维喇叭天线的金属化
绝大多数复合材料为绝缘材料,不具备电磁波反射与接收功能,碳纤维本身具有导电性,但不如金属好,加上树脂基体的存在, 使碳纤维复合材料成为了不良导体,在一定的频率范围内,靠其自身能够完成天线的电磁波反射、接收功能,但在较高频段则因为反射损耗的增大而使天线的功能大大降低,所以用碳纤维复合材料制成的天线通常还是需要进行表面金属化处理的。
天线金属化的方法主要有以下几点:
(1)真空蒸镀或磁控溅射;
(2)喷涂导电涂料后再电镀;
(3)粘接或共固化金属膜或金属网;
(4)直接喷镀金属;
(5)模具上金属镀层转移法;
(6)化学镀后再电镀加厚。
由于我们设计的碳纤维喇叭天线的尺寸较大,电镀不方便,且化学镀的镀层与复合材料基体结合力强度较低,容易发生脱落现象。由于碳纤维喇叭天线是采用腐蚀模具脱模法,所以采用模具上金属镀层转移法是复合材料金属化的理想选择,但由于我们采用的成型模具为铸铝件,表面上有很多小砂眼,表面较粗糙,不易电镀,所以采用共固化金属网是比较容易实现的金属化方式。
根据天线的电性能要求,选用200 目的铜丝网作为复合材料金属化材料。由于喇叭天线较大,且成型形状复杂,所以整个天线是由多块铜丝网拼接而成的。在拼接铜丝网时,应注意各块铜丝网之间要互相导通,铺贴的铜丝网须紧紧贴伏在模具的表面,并在铜丝网的两面用胶膜加强与碳纤维复合材料的粘接强度。
2.5 碳纤维喇叭天线的固化成型
复合材料的固化成型主要控制其温度、时间、压力与加压时间。压力采用真空袋加压的方法。加压时间的选择很关键,加压时间太早,树脂流失较快,天线的含胶量就偏低,孔隙率高,天线也容易翘曲变形;加压时间太晚,树脂则已凝胶,成型厚度增加且天线的变形也会加大,所以选择合适的加压时间是天线成型的关键。其次是设置合理的升温曲线,升温速率不能太快,以避免模具与复合材料之间膨胀不匹配而造成的变形。由于采用真空袋压法,喇叭天线的法兰是比较难成型的地方(压力难以传递到位),我们采用了在法兰处用有弹性的材料来传递真空压力,固化成型后能获得理想的外形。
2.6 脱模
根据天线的尺寸与形状,用人工脱模的方法比较困难,因此,我们采用了腐蚀芯模的方法(所选碳纤维预浸料耐强碱)脱模。由于在强碱中腐蚀的时间较长,可在复合材料的表面涂一层清漆加以保护。
3 结束语
通过对树脂基体、模具的设计,运用预浸料的铺层与固化工艺设计等关键技术,研制成的薄壳式碳纤维/环氧复合材料喇叭天线较铝质天线减重52%,形面精度达到0.2 mm。此种大尺寸喇叭状碳纤维天线的研制成功,为我们研究复合材料天线的成型与应用提供了宝贵的经验,对以后研究和开发更高精度的复合材料天线如毫米波雷达天线等具有重要的参考价值。
[1]敖辽辉. 碳纤维复合材料在天线上的应用[J]. 电讯技术,1998,(2):41.
[2]赵渠森. 先进复合材料手册[M]. 北京:机械工业出版社,2003.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:30
上海建材(2019年4期)2019-05-21 03:13:02
纤维复合材料(2018年4期)2018-04-28 08:45:28
纤维复合材料(2018年3期)2018-04-25 07:22:58
制造技术与机床(2017年5期)2018-01-19 02:48:50
北京航空航天大学学报(2017年5期)2017-11-23 05:54:08
材料科学与工程学报(2016年2期)2017-01-15 13:34:32
中国塑料(2016年6期)2016-06-27 06:34:16
中国卫生标准管理(2015年24期)2016-01-14 09:28:57
中国塑料(2015年5期)2015-10-14 00:59:40