
气化炉废锅管板更换总结
2012-08-29 06:17白文斌
化工设计通讯 2012年3期
白文斌,王 伟
(中海石油内蒙古天野化工集团,内蒙古呼和浩特 010070)
气化炉废锅管板更换总结
白文斌,王 伟
(中海石油内蒙古天野化工集团,内蒙古呼和浩特 010070)
介绍更换废锅管板的准备工作,更换过程,以及此次检修更换的经验体会。
气化炉;废锅;喉管;套管;管板;龟裂
中海石油内蒙古天野化工(集团)股份有限公司(以下简称天野化工)化肥装置是以天然气为原料生产尿素产品。天野化工化肥装置有2套气化炉和废锅,并联运行。废锅是对气化炉产生的原料气进行换热降温,回收热量,副产10.0MPa饱和蒸汽。废锅管板的泄漏直接影响装置的副产蒸汽量,同时增加废水回收负荷,更重要的是对气化炉和废锅的安全运行造成严重的威胁,彻底消除废锅泄漏是一项非常必要的工作。
1 废锅管板泄漏的发现和处理
天野化工化肥装置气化工段在2011年8月和2011年11月计划停车,分别对气化炉废锅查漏和堵漏。每次检查废锅盘管,表面都有龟裂现象,用工具打磨后发现深度很深,不能彻底消除,并且每次泄漏的部位为龟裂处,无法彻底对龟裂处进行处理和解决,使泄漏隐患不能彻底消除。见图1。

图1 气化炉废锅泄漏管板
2 废锅管板的更换
2.1 装置停车
2011年12月由于冬季民用天然气用量大、紧张,供应化肥企业的量严重不足,天野化工化肥装置停车,确保民用。在停车后决定对气化炉废锅管板进行检修更换,消除影响装置安全、稳定运行的因素。2011年12月27日气化炉A炉停车降温、氮气置换,2012年1月1日正式开始检修。
2.2 废锅管板更换
2.2.1 更换的前期准备工作
(1)气化炉和废锅停车泄压、氮气置换和降温。
(2)清理气化炉移动轨道的杂质和润滑轨道。
(3)清除和改造妨碍移动气化炉的管线。
(4)拆除气化炉喉管处连接的热偶及仪表连接线。
(5)拆除气化炉炉膛热偶的仪表连接线。
(6)安装移动气化炉的千斤顶,承载负荷15t,2支。
(7)拆除气化炉喉管处的炉砖。
2.2.2 更换工作
(1)前期准备工作就绪后,检修人员从外部将气化炉和废锅连接喉管割开,移动气化炉0.65m。
(2)检修人员割开废锅内部的盘管和分布器,使盘管和废锅在废锅侧分离。
(3)检修人员从气化炉侧割开盘管,使盘管和废锅在气化炉侧分离。
(4)检修人员用手动葫芦取出更换的盘管。
(5)检修人员用手动葫芦安装新盘管。见图2。

图2 气化废锅新管板
(6)检修人员焊接盘管和废锅在气化炉侧的焊缝并且热处理焊缝。
(7)检修人员焊接废锅内部的盘管和分布器并且热处理盘管焊缝。
(8)工艺人员对废锅上水、充压,试压、试漏检测焊缝质量。
(9)检修人员对气化炉移动、复位。
(10)检修人员从外部焊接气化炉和废锅连接喉管的焊缝并且热处理焊缝。见图3。
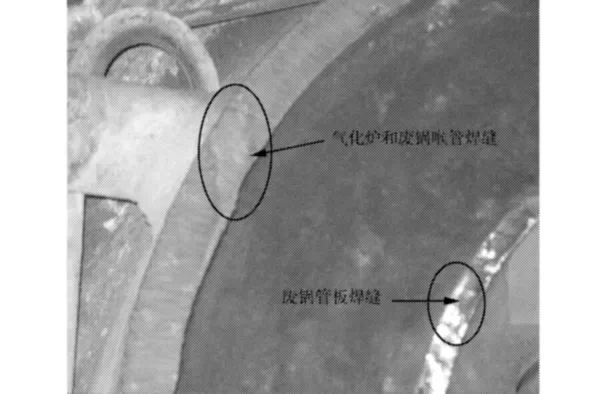
图3 气化炉废锅管板的2条焊缝
(11)检修人员在喉管处砌炉砖。
(12)仪表人员恢复气化炉的仪表热偶和连接线。
(13)工艺人员对气化炉按照升温曲线进行烘炉升温。
2.3 管板更换的八点心得
(1)隔离置换按照方案进行
气化炉停车后对气化炉进行泄压和降温必须严格执行泄压降温方案,防止损坏气化炉炉砖和废锅盘管。泄压速率小于0.3MPa/min,降温速率小于50℃/h。
(2)停车泄压保护炉砖的措施
废锅泄漏后,原料气系统用氮气充压,压力高于废锅压力0.5MPa,尤其在气化炉炉温低于500℃时,要严格执行,防止废锅的水泄漏到气化炉中,损坏炉砖。直到气化炉炉温低于300℃,废锅排水完成后,再将气化炉原料气系统降压至零。
(3)焊接处设置板房
冬季在-10℃施工,必须要对施工处搭建板房,防风保暖,有利于人员施工,并且对于施工质量也有益处。在板房中加装暖气,增加热量。房内的温度能够维持在15℃左右,这样的温度大大缩短了施工工期和保障施工质量。
(4)焊接过程提供的外供热量
在焊接废锅与气化炉连接的喉管时,在气化炉内部点燃液化气火圈,温度在500℃左右,给焊接部位提供热量;其次,在废锅内部上锅炉水建液位,锅炉水循环运行,温度在120℃左右,给焊接部位提供热量,保证焊接部位的焊接温度,从而保证焊接质量。
(5)焊缝热处理的改进
废锅与气化炉连接喉管焊缝的热处理,由于直径在1.5m,比较粗,1月13日热处理温度维持在650℃时不能升高,热处理后检测不合格。废锅排水完成后,14日对焊缝热处理板盘2圈,外面用保温棉包3层,再次进行热处理,温度升到750℃维持正常,热处理后检测合格。建议热处理板要带有磁性,有利于热处理板在焊缝部位的固定,不易移位或脱落。
(6)气化炉炉砖的保护
气化炉炉膛内加装两组暖气给气化炉提供热量,防止气化炉炉砖低温冻裂,保护炉砖,并且岗位人员按时在气化炉炉口处检查炉内上升气的温度,检查完后盖住炉口和人孔保温,防止热量散失,导致低温损坏炉砖。
(7)废锅管板的试漏
在废锅盘管内层焊接完成后,废锅上水淹没管板,试压和试漏。常压不漏后,在废锅上部接入高压氮气对废锅进行充压试漏,试压等级为1.0MPa、2.0MPa、3.0MPa、4.0MPa、5.0MPa、6.0MPa,维持10min保压。水淹没管板用氮气从废锅上部充压,既节省时间又节约水资源,值得推广。
(8)喉管砖的烘炉升温
喉管砖为新砌砖,必须按照升温曲线进行烘炉升温,见表1。炉砖进行脱水,烘炉,在150℃恒温8h,在350℃恒温8h,并且升温速率为15℃/h以下。保证及时脱除炉砖中的游离水和结晶水,延长炉砖的使用寿命。
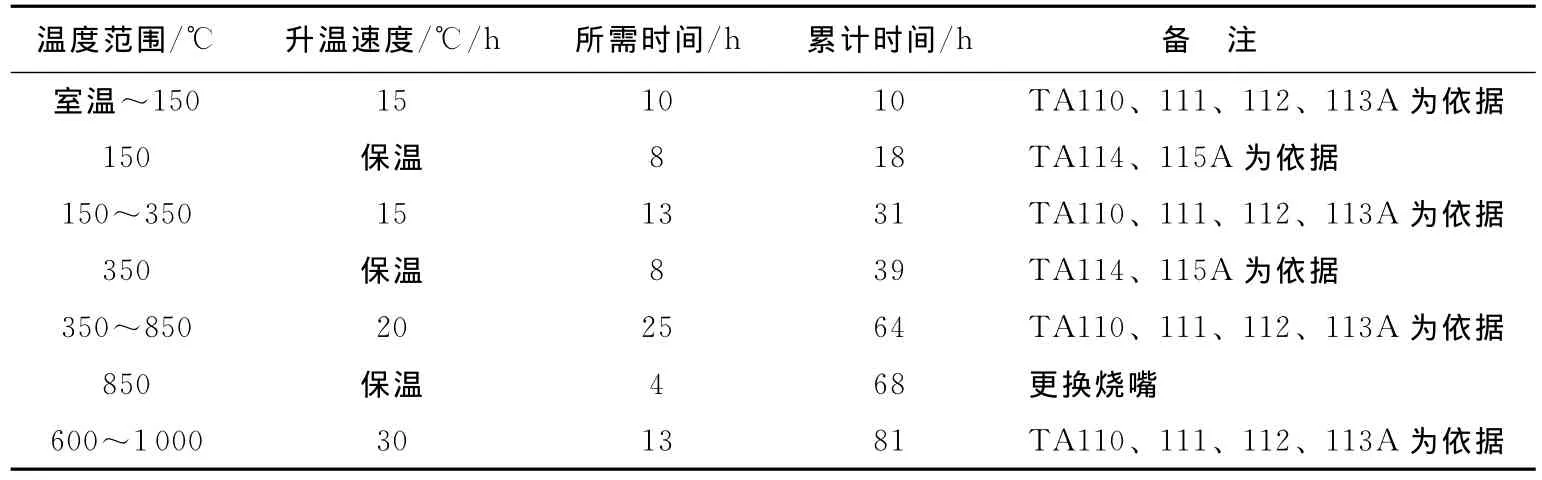
表1 气化炉烘炉升温曲线
3 结束语
2012年1月1日气化炉A炉废锅管板开始检修,到1月21日检修全部结束,历时21天。1月27日气化炉A炉投料运行,对盘管焊缝处进行检查和检测,没有发现泄漏和超温现象,说明废锅管板更换是成功的。对于废锅管板的更换,还有改进的地方,如方案的编制、人员的落实、施工的进度、施工的质量检测等方面。在以后对废锅盘管更换时会更加全面,工期更短,质量会更有保证。
Summary of Tube Sheet Replacement in Gasifier Waste Heat Boiler
BAI Wen-bin,WANG Wei
(Inner Mongolia Tianye Chemical Group in China Blue Chemical Ltd.,Hohhot Inner Mongolia 010070,China)
Introduce preparations,process and experience of replacing the waste heat boiler tube sheet.
gasifier;waste heat boiler;tube throad;tube sleeving;tube sheet;crack
TQ113.25+5
B
1003-6490(2012)03-0071-03
2012-03-11
白文斌(1971-),男,陕西榆林人,工程师,现任中海石油天野化工总经理助理、化肥一部总经理。
猜你喜欢
中国化肥信息(2022年9期)2022-11-25
乐器(2022年10期)2022-10-25
——以首场广东喉管·唢呐独奏音乐会为例
岭南音乐(2022年1期)2022-03-13
制造技术与机床(2018年8期)2018-10-09
焊接(2016年6期)2016-02-27
中国氯碱(2014年11期)2014-02-28
中国工程咨询(2011年9期)2011-02-16
科技传播(2011年15期)2011-01-09
中国氯碱(2010年8期)2010-09-07
现代妇女(2009年6期)2009-06-01
