
浅议客车车身的焊接加工技术
2012-08-29 12:06:26唐碧秋
装备制造技术 2012年7期
朱 波,唐碧秋,唐 焱
(桂林电子科技大学 机电工程学院,广西 桂林 541004)
车身焊装,是客车制造过程中重要组成部分。客车车身装焊,是客车车身三大制作工艺过程(焊装、涂装和总装)的第一步。
客车车身由金属框架、蒙皮覆盖件及装饰件等构成。金属车身是其他部件的载体,承载着车身的负荷,既要保证足够的强度,又起到密封、造型、装饰等作用。
车身整体品质与产品设计有关,也与车身生产制作品质密不可分。车身的焊装,是一项复杂的系统工程。将车身散件组装成分总成,再由分总成组焊成车身总成,需要很多工位和大量人力协同工作才能完成。其中的生产工艺方法、设备水平、焊接品质、检测等各种因素,都会对车身品质产生影响。因此,详细探讨客车车身焊装工艺,对提高客车制造水平有着重要的意义。
1 客车车身焊装技术概述
1.1 焊装的特点
客车生产是汽车产业的一部分,同汽车制造工业有较多相同之处。但是,由于客车车身结构,生产批量与轿车及货车相比有着明显的差异,因此客车车身焊装生产也具有很多不同的特点。
(1)产品结构。客车车身结构根据车型分类不同,其结构也有较大区别,7 m 以下的客车,车身结构型式与轿车相似,一般采用承载式车身,车身构件为薄板冲压件,较少采用骨架结构。而7 m 以上的大中型客车,则多采用骨架蒙皮结构。骨架承载,蒙皮覆盖件只起装饰作用。
(2)工艺特点。客车车身材料,主要是低碳铜薄壁型杆件、钢板冲压件等,焊接性能良好。型钢厚度一般为2 mm,蒙皮覆盖件厚度为1 mm 左右。因此车身焊接大量采用CO2气体保护电弧焊,对于蒙皮件的装焊,为保证外观品质,减小变形,现在越来越多地采用电阻焊方式。
客车车身焊装主要可分为:骨架类构件的焊装、薄板类构件的焊装和蒙皮类部件与骨架类结构部件的焊装这3 种形式。
1.2 主要的焊接方法
金属焊接结构的焊接方法的选用,主要根据产品结构型式与特点、结构材料、焊接接头的型式与厚度,生产批量的大小以及装焊自动化程度等诸多因素考虑。客车车身的焊装结构,主要是车身骨架的焊接,蒙皮与骨架的焊接以及车身合装焊接。对于以上3 种形式的焊接主要采用CO2气体保护焊及电阻点焊。
(1)CO2气体保护焊。CO2电弧焊用的焊接材料,主要是指CO2气体和焊丝,不同直径焊丝典型的短路过渡焊接规范如表1 所列。
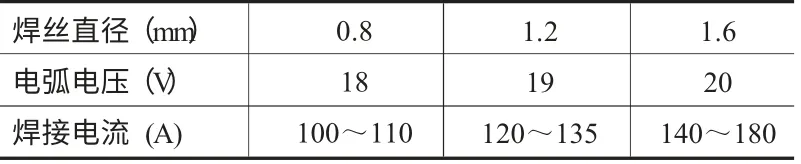
表1 不同直径焊丝典型的短路过渡焊接规范
(2)电阻焊。电阻焊又称接触焊,是客车车身焊装生产中应用仅次于CO2电弧焊的焊接方式,在目前客车车身焊装生产中,主要应用在前后围蒙皮、侧蒙皮与车身骨架、顶蒙皮的拼接及其与车顶盖骨架的焊接。下面着重阐述一下电阻焊在客车车身生产中的应用。
其一,点焊。如图1 所示,点焊是将工件装配成搭接接头,置于两电极之间压紧、通电。利用电阻热能熔化母材,形成焊核,是热- 机械(力)联合作用的焊接过程。
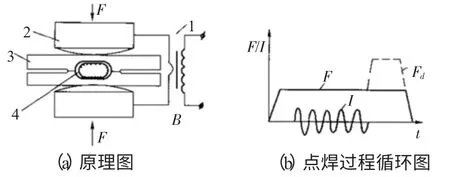
图1 点焊原理图
点焊的焊接过程如图2 所示。
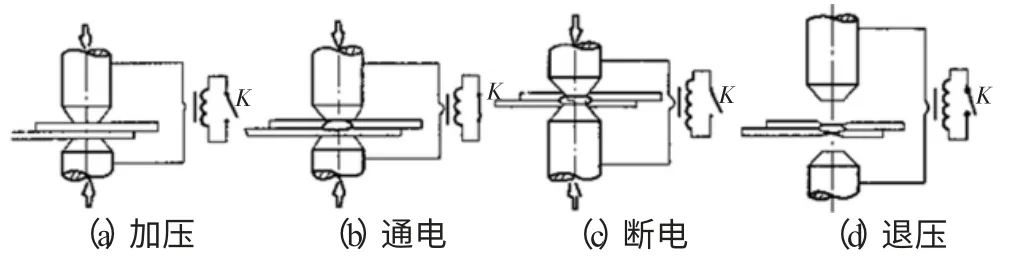
图2 点焊的焊接过程
其二,缝焊。又称滚焊,其是点焊发展起来的,就焊点形成的本质来说,与点焊基本相同,图3 为缝焊过程的原理示意图。

图3 缝焊过程原理示意图
缝焊与焊件直接接触的电极,系采用圆柱形的滚盘。滚盘旋转时,利用摩擦力带动焊件移动。
其三,电阻点焊工艺。点焊结构是依靠单个或若干个合格的合点来实现接头的连接。接头的品质取决于焊点的品质和点距。焊点品质除了取决于焊点尺寸外,还与焊点表面和内部品质有关。
影响接头强度的焊点尺寸,主要有焊点直径、焊透率和表面压坑深度等。焊点直径d 是影响焊点强度的主要因素。试验证明,d 与焊点强度近似于成正比关系。d 的大小可根据焊接厚度和对接头强度的要求选取,如图4 所示。

图4 焊点尺寸
低碳钢的焊点直径d—般为
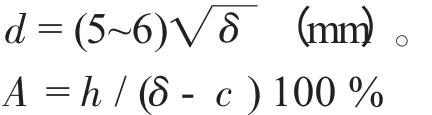
式中,
h 为单板上熔核的高度,mm;
δ 为焊件的厚度,mm;
c 为压痕深度,mm。
2 提高装焊品质的措施
2.1 提高车身零件及构件的制造精度
生产出高品质的车身,需要一系列的工艺条件来保证,其中零部件的制造精度是车身焊装品质的基础,这个环节包括材料精度,零件加工制造精度和部件焊装精度等。
客车车身主要由车身骨架和蒙皮构成,提高零部件精度应从这两方面入手。
(1)提高车身骨架零部件制造精度。其一,骨架材料精度。现在的车身骨架,大部分是矩型管构成,选购的骨架材料应当满足精度要求。矩型管的断面,必须符合标准要求,不能有超差现象,如果超差,与超差零件相交的零件,会因断面尺寸超差无法装配或间隙过大,如果勉强装配,紧配合部位可能因顶靠力过大产生变形。间隙过大时,焊缝处的金属深化区加大,冷却后收缩,产生超量的变形。
其二,骨架零件的加工精度。骨架加工首先从切割开始,切割精度有两个方面,一是尺寸精度,另一个就是切割面与骨架轴线的垂直度。许多企业采用砂轮无齿锯切割,精度一般不易保证,因为无齿锯片在高速旋转时,会首先抖动,而且抖动量会因砂轮磨损量不同而变化。切割时,切口宽度不一致,无法满足高品质加工要求。
为了保证切口的精度,现在常见的方法是采用有齿锯片加工设备切割,其特点是:切口宽度一致,由于锯片刚度较大,锯片刃口锋利,重复性好,转速低,没有抖动现象;一般的有齿锯片加工设备有定尺机构,定位准确,可以保证加工尺寸精度;可以实现各种角度的切割;可以多杆件同时加工,提高生产率。
(2)提高蒙皮零部件的制作精度。其一,材料品质。对于一些车身覆盖件,材料的品质尤为重要。如车身侧围蒙皮,它直接采用原材料经过拉伸,覆盖在车身表面,如果材料的表面及周边有缺陷,装配后直接影响外观品质,大多数批量生产的客车企业,使用专用的开卷展平设备,现场加工出符合尺寸要求和表面品质的蒙皮,没有开卷展平设备的企业,最好能订购符合产品设计宽度的原尺寸。
其二,模具化生产。车身蒙皮件,大部分是空间曲面结构,手工制作困难,并且不易达到品质要求。所以在制作蒙皮零件时,应尽量采用模具成形,但模具成本比较高。一个车型的模具化比例,与生产批量关系很大,所以此项内容应从产品设计着手,尽量做到产品的标准化、系列化。对于一些批量不大的车型,也应做到应用不同档次的模具,制作车身件,在降低成本的前提下,尽量提高蒙皮制作的模具化比例。
其三,焊接方法。蒙皮一般都是薄板覆盖件。由于客车结构的限制,有时会采用电弧焊的方法组焊车身部件。但电弧焊接发热量大,会使蒙皮产生变形,影响品质。所以在条件许可的情况下,应尽量多地采用电阻点焊的方法,减少变形,提高蒙皮表面品质。
2.2 实现车身焊装胎具化
客车车身焊装,从零部件开始到车身产品制作完成,需要一系列工艺装备和组焊胎具。客车生产中所使用的焊接胎具品种,主要有两部分,一部分是制件胎具,另一部分是组装胎具。
制件胎具比较多的集中在蒙皮件上,如各种冲压和成形件的成形组装。车身蒙皮的胎具化制作率越高,车身的表面品质就会越好,而且因为实现了胎具化蒙皮制作,大大降低了工人的劳动强度,并提高劳动生产率。
组装胎具在车身焊装车间占有比较大的比重,是整车组装的基础工作。总体组装方法是从小件到大件,从单件到总成。
现在客车骨架的胎具化制作,一般要将骨架分成若干个大总成。常见的分割方法是:左侧骨架总成,右侧骨架总成,前围骨架总成,后围骨架总成,顶围骨架总成,底架总成。
(1)左、右侧围。左、右侧围在总装前,一般需要制作成骨架总成,要设置的胎具是左侧骨架组焊胎和右侧骨架组焊胎。完成左、右侧围骨架组焊的胎具,有多种型式,如平置式、立式等。
(2)前、后围。前后围部分结构相似,因而生产的工艺方法也基本相同。形成前后围总成主要是骨架和蒙皮,因前后围的外形是空间曲面,形状复杂,精度要求高,比较合理的生产工艺方法,是首先制作成带蒙皮的前、后围总成,然后车身总装按照这种工艺方式,生产前、后围需要骨架组焊胎具,蒙皮组焊胎具和蒙皮与骨架装焊组焊胎具。其中因蒙皮与骨架的结构不同,胎具的形式也不同。
(3)顶盖。顶盖位于车身的上部,由顶盖骨架胎具、蒙皮胎具等组成。由于高位作业的困难,在工艺安排上,应尽可能进行低位作业,即在地面制作完成带蒙皮的顶盖总成,然后做车身总装。
(4)底架。底架有两种结构:一种是车身与底盘扣合的结构,底架是以副车架的形式存在,刚度较小;另一种是车架式结构,车架作为底盘的载体,刚度较大。这两种底架都应当采用胎具化生产。
(5)总装。完成车身各大总成的胎具化制作后,即进人到车身的组装阶段,现在普遍采用专用的组装设备进行车身组装。因为采用了设备化车身组装,可以大大提高车身的组装精度及保证精度的稳定性。组装完成的车身总成,即进入车身后续生产线,继续流水作业。
3 结束语
客车焊装从零件、分总成直到车身总成的制造,是一项非常繁杂的系统工程,需要很多工序协同工作才能完成。每一个环节出现问题,都会影响到产品品质。所以在生产、制造过程中,必须有可靠的品质保证体系,确保产品的品质。
[1]陈文弟. 客车制造工艺技术[M]. 北京:人民交通出版社,2002.
[2]朱则刚. 铝合金客车车身的焊接加工技术[J]. 金属世界,2007,(1):25-39.
[3]吉国光.大型客车车身骨架重点部位的修复[J].重型汽车,2011,(2):18-33.
[4]周明华. 解决客车车身焊接变形的方法[J]. 汽车工艺与材料,1997,(5):22-37.
猜你喜欢
西北工业大学学报(2023年2期)2023-05-12 12:12:36
客车技术与研究(2023年1期)2023-03-15 04:11:34
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
汽车实用技术(2022年5期)2022-04-02 10:04:42
军民两用技术与产品(2021年5期)2021-07-28 05:55:06
航空世界(2018年12期)2018-07-16 08:34:46
焊接(2016年5期)2016-02-27 13:04:46
石油化工建设(2015年6期)2015-12-01 04:17:36
焊接(2015年6期)2015-07-18 11:02:24
焊接(2015年8期)2015-07-18 10:59:12
