
半自动焊接工装在翼箱焊接中的应用
2012-08-29 12:06:20刘建锐何维国孟显利
装备制造技术 2012年7期
刘建锐,何维国,孟显利
(柳工机械股份有限公司,广西 柳州 545007)
翼箱是装载机前车架的主要部件(见图1),翼箱生产效率的高低,直接影响前车架的拼搭。为提高翼箱焊接效率,满足前车架拼搭需求,自行设计了半自动焊接工装,翼箱背缝、圆搭子与加强板的焊缝,实现了半自动焊,缩短了翼箱焊接时间,提高了焊接品质。

图1 翼箱部件图
1 结构特点分析
翼箱由内外侧板、后板、搭子、加强板和支撑板组成,是一个箱型结构。主要的焊缝如图2 所示。

图2 翼箱结构主要焊缝图
其中,翼箱背缝是两条最主要的焊缝,且焊缝平行,平焊时有一个上坡焊和一个下坡焊,只要解决这两个位置的焊接,则很容易实现半自动焊接;搭子与加强板可以焊接后作为翼箱的部件,且焊缝为规则的圆形,容易实现半自动焊接;其他焊缝在翼箱内侧,而且焊缝不规则,实现半自动焊很困难。
2 翼箱背缝半自动焊接工装
2.1 工装的组成
翼箱背缝半自动焊接工装如图3 所示。
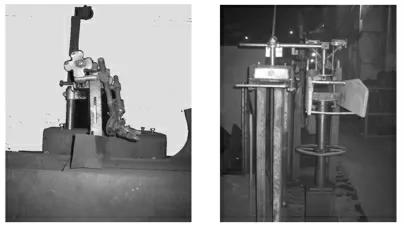
图3 翼箱背缝半自动焊接工装照片
该工装由焊接小车、支撑架和随动机构组成。焊接小车可以购买,支撑架也比较简单,只要能够支撑翼箱使之平稳就可以。翼箱背缝为两条平行的焊缝,因此需要安装双焊枪同时焊接,提高焊接效率。因为要实现翼箱背缝上的上坡和下坡焊,因此随动机构的设计是此工装的难点,焊枪必须要能够随着焊缝抬起或者降低。
我们是采用在安装焊枪的机构内加装压缩弹簧的方式来实现的(如图4)。
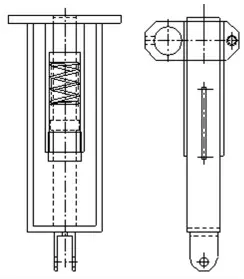
图4 加装压缩弹簧示意图
而且在上坡和下坡的部位,各安装了2个调速限位块,用以控制焊接速度,实现了上坡和下坡焊接过程。
2.2 工装特点
该半自动焊接工装具有如下特点:
(1)焊接小车轻巧,方便,人工即可随意搬动;
(2)体积小,占地少;
(3)该工装工作前,调节好焊接的相关参数,通过小车带动双焊枪,能同时焊接两条平行焊缝,焊接品质好,焊缝美观;
(4)工人劳动强度小,相比人工焊接,工作轻松;
(5)焊枪的位置、角度等参数,可以通过调节支架来调整。
2.3 主要技术参数
翼箱半自动焊接采用的是MAG 焊,应用(80%Ar+20%CO2)混合气体作为保护气体的熔化极气体保护焊。由于MAG 焊熔滴过渡均匀和稳定,所以焊缝成形均匀、美观。MAG 焊的综合机械性能好[1]。经过多次试验确定的技术参数如表1。

表1 半自动焊接工装焊接参数表
3 圆搭子半自动焊接工装
3.1 工装的组成
翼箱搭子与补强板的半自动焊接工装如图5。

图5 翼箱搭子与补强板的半自动焊接工装
工装的设计主要由以下部分组成:
(1)传动部分。由电动机经过V 带传动,第一次减速到减速器,再经过减速器锥齿轮减速输出到减速器轴,再通过键连接,将运动传递到工件装载旋转轴(图纸中命名为轴承轴)。
此处关键的是轴承轴与轴承套的设计。因为有轴承支撑,必须考虑轴承的装配、预紧力、运动时的周向受力与径向受力、润滑与密封[2]。
其一,从装配方面来看,轴应该设计为两端向中间装配或者向同一个方向装配,此处选择的是两个圆锥滚子轴承背靠背装配,空转时该轴不受轴承径向力和周向力,装工件旋转时只受轴承周向力(工件和轴的自重除外);
其二,轴承的预紧,采用的是轴上的螺母预紧;
其三,运动时的受力,将工件传来的径向压力传递到了整个设备的外壳上,使得该轴只受周向的旋转力;
其四,润滑与密封,采用的是毡圈密封,润滑脂润滑。虽然设计时考虑了润滑与密封,但从目前的情况来看,该轴运转的速度非常慢,不需要很高的要求。
上述这4个方面,是从该轴的功能要求考虑如何设计的,还有工艺方面的要求,主要是键槽设计时考虑如何对刀。
一般有两种方法做到顺利对刀:一是当轴受力不大时在键槽末端开槽;二是在键槽末端钻孔,切钻孔的直径应该大于键槽的宽度。表2 是传动部分各零件的型号。

表2 传动部分各零件型号表
(2)结构部分。结构部分是整个设备的基础部分。分由3个部分组成:电动机与减速器的连接以及整体的框架部分;焊枪的参数调节支架;支架的与整体框架的连接部分。
其一,整体框架部分考虑到主要是电动机与减速器的中心距,从而涉及到整体布局的问题;另外要考虑中心距的可调节,方便装配和使用后的张紧,这里做了一个长形孔的设计解决这一问题。
其二,焊枪的参数调节支架,采用的是半自动气割的支架,为外购件。该外购件能满足焊接时3个空间参数的调节。
其三,支架与整体框架的连接,此处考虑的问题,是焊接时工件与支架等各部分的干涉问题。
(3)控制部分。控制部分主要是采用时间继电器,做到焊接完成后自动停止。最先是考虑用行程开关,但用行程开关有两个问题无法解决:一是焊接收尾时无法超过焊接的接头;二是每次焊接开始时,不可能刚好调节到行程开关的开始位置,即使能调节那也是非常繁琐。
控制电路如图6。

图6 控制电路图
控制电路的各元件型号如表3 所列。

表3 控制电路元件型号表
3.2 主要技术参数
经多次试验,最后确定的焊接参数、电机速度和时间参数如表4 所列。

表4 半自动焊接工装焊接参数
工件要求:外表面不能有锈、油、氧化皮和其他杂质。
4 实施效果
50 C 型装载机翼箱背面焊缝长1 100 mm,根据表1 的焊接速度,可以算出焊接一个翼箱背面焊缝需要的时间为
1 100/400+1 100/330=6.08 (min)。
比机械手焊接翼箱背面焊缝20 min ,缩短了13.9 min,大大提高了焊接效率。
由表4 的数据可知:60 mm 的圆搭焊接时间为124 s,每个翼箱有两个60 mm 的圆搭,焊接时间为124×2 = 248 s,75 mm 的圆搭焊接时间为184 s,每个翼箱有两个75 mm 的圆搭,焊接时间为184×2=368 s。
每个翼箱4个圆搭的焊接总时间为
248+368=616 s ≈10.3 min,
比工人手工焊翼箱圆搭的平均时间25 min,缩短了14.7 min,提高了焊接效率。
5 结束语
翼箱半自动焊接工装结构简单,造价较低,使用方便,且可靠性好,经过1年时间应用,焊接品质稳定,焊接效率比原来手工焊接提高了24.8%,经济效益显著。该工装适用于厚板长直焊缝和圆形焊缝的焊接,在诸多结构件中均可推广应用。
[1]邱葭菲,蔡郴英.CO2焊、MAG 焊焊接对比试验及其在工程机械制造中的应用[J].热加工工艺,2006,(1):11.
[2]李世军,王晓明. 网架杆件专用半自动焊接机床的设计与实践[J].机床与液压,2004,(3):72-73.
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30 10:48:04
现代农机(2022年3期)2022-07-11 11:42:12
昆钢科技(2021年4期)2021-11-06 05:31:06
工业加热(2021年8期)2021-09-11 09:29:42
装备制造技术(2021年2期)2021-07-21 05:38:30
装备制造技术(2020年9期)2021-01-26 00:14:42
防爆电机(2020年6期)2020-12-14 07:17:06
模具制造(2019年4期)2019-06-24 03:36:46
焊接(2016年6期)2016-02-27 13:04:57
Coco薇(2015年10期)2015-10-19 12:12:32
